典型化工单元的控制方案
- 格式:ppt
- 大小:2.84 MB
- 文档页数:54

典型化工单元的控制方案
化工行业是一个关乎生产安全和产品质量的重要行业。在化工生产过程中,控制方案的设计和实施至关重要。本文将就典型化工单元的控制方案展开探讨,以提高生产效率、保障生产安全和提升产品质量。
一、前言
化工行业中,常见的典型化工单元包括蒸馏塔、反应器、分离设备等。这些单元在化工生产中具有重要作用,因此,制定合理的控制方案对于提高生产效率和确保安全至关重要。
二、蒸馏塔控制方案
蒸馏塔是化工过程中常用的分离设备,用于分离混合物中的组分。为确保蒸馏塔的正常运行,需采取以下控制方案:
1. 温度控制:通过在塔内设置温度传感器,采集反馈信号,并通过PID控制算法,实现对蒸馏塔的温度进行精确控制。
2. 压力控制:对蒸馏塔内部的压力进行监测,并根据设定的压力范围进行控制,确保压力在安全范围内。
3. 流量控制:通过测量进料和出料管道的流量,根据设定值进行调节,保持塔内液位平稳,防止液位过高导致溢出或液位过低导致设备损坏的情况发生。
三、反应器控制方案 反应器是化工生产中用于进行化学反应的设备,制定合理的控制方案可以提高反应效率和产品质量,同时确保生产安全。
1. 温度控制:根据反应物的特性,设置合适的温度范围,并通过控制加热或冷却介质的流量和温度,实现反应器温度的精确控制。
2. 压力控制:根据反应物的压力要求,设置合理的压力范围,并通过控制气体进出口的流量和压力,保持反应器内部压力的稳定。
3. 搅拌控制:反应器内部需要进行充分的搅拌,以保证反应物的均匀分布和反应速率的提高。通过控制搅拌器的转速和功率,实现搅拌的精确控制。
四、分离设备控制方案
分离设备在化工生产中起到分离混合物中组分的作用,例如离心机、过滤器、萃取塔等。为提高分离设备的分离效率和产品纯度,控制方案需要考虑以下几个方面:
1. 温度控制:根据分离过程中液体、气体的特性,控制设备内的温度。不同温度可以调整液相和气相的分布和挥发性,从而提高分离效果。
名师整理 优秀资源
第九章 典型化工单元的控制方案
石油、化工生产过程是最具有代表性的过程工业。该生产过程是由一系列基本单元操作的设备和装置组成的。按照石油、化工生产过程中的物理和化学变化来分,主要有流体输送过程、传热过程、传质过程和化学反应过程四类。下面将以这四种基本单元操作中的代表性装置为例,讨论其基本控制方案。
第一节 流体输送设备的控制方案
石油、化工生产过程中,大部分物料都是以液、气形态在密闭的管道、容器中进行物质、能量的传递。为了输送液、气形态物料,就必须用泵、压缩机等设备对流体做功,使得流体获得能量,从一端输送到另一端。输送流体的设备统称为流体输送设备。其中输送液体的机械称为泵,输送气体的机械称为风机和压缩机。
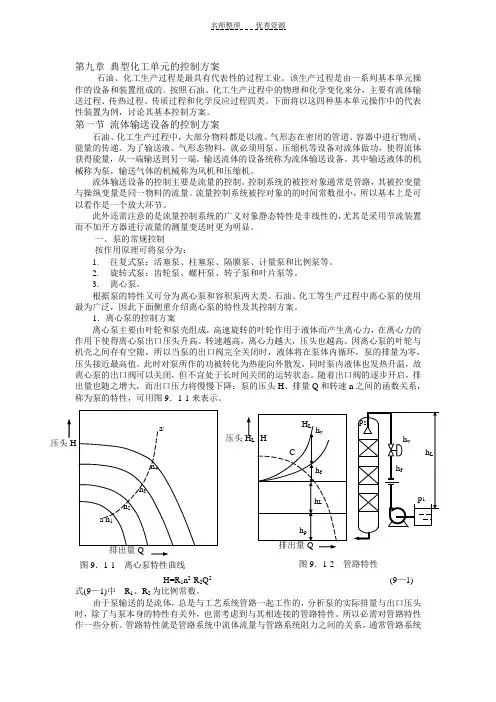
流体输送设备的控制主要是流量的控制。控制系统的被控对象通常是管路,其被控变量与操纵变量是同一物料的流量。流量控制系统被控对象的的时间常数很小,所以基本上是可以看作是一个放大环节。
此外还需注意的是流量控制系统的广义对象静态特性是非线性的,尤其是采用节流装置而不加开方器进行流量的测量变送时更为明显。
一、泵的常规控制
按作用原理可将泵分为:
1. 往复式泵:活塞泵、柱塞泵、隔膜泵、计量泵和比例泵等。
2. 旋转式泵:齿轮泵、螺杆泵、转子泵和叶片泵等。
3. 离心泵。
根据泵的特性又可分为离心泵和容积泵两大类。石油、化工等生产过程中离心泵的使用最为广泛,因此下面侧重介绍离心泵的特性及其控制方案。
1.离心泵的控制方案
离心泵主要由叶轮和泵壳组成,高速旋转的叶轮作用于液体而产生离心力,在离心力的作用下使得离心泵出口压头升高。转速越高,离心力越大,压头也越高。因离心泵的叶轮与机壳之间存有空隙,所以当泵的出口阀完全关闭时,液体将在泵体内循环,泵的排量为零,压头接近最高值。此时对泵所作的功被转化为热能向外散发,同时泵内液体也发热升温,故离心泵的出口阀可以关闭,但不宜处于长时间关闭的运转状态。随着出口阀的逐步开启,排出量也随之增大,而出口压力将慢慢下降;泵的压头H、排量Q和转速n之间的函数关系,称为泵的特性,可用图9.1-1来表示。

1
放热反应 光气化反应釜、光气储运单元
光气及光气化工艺包含光气的制备工艺, 以及以光气为原料制备光气化产品的工艺路线,
光气化工艺主要分为气相和液相两种。
(1) 光气为剧毒气体, 在储运、 使用过程中发生泄漏后, 易造成大面积污染、 中毒事故;
(2)反应介质具有燃爆危(wei)险性;
(3)副产物氯化氢具有腐蚀性,易造成设备和管线泄漏使人员发生中毒事故。
一氧化碳与氯气的反应得到光气;
光气合成双光气、三光气;
采用光气作单体合成聚碳酸酯;
甲苯二异氰酸酯(TDI)的制备;
4,4'-二苯基甲烷二异氰酸酯(MDI)的制备等。
一氧化碳、氯气含水量;反应釜温度、压力;反应物质的配料比;光气进料速度;冷却
系统中冷却介质的温度、压力、流量等。
事故紧急切断阀;紧急冷却系统;反应釜温度、压力报警联锁;局部排风设施;有毒气
体回收及处理系统;自动泄压装置;自动氨或者碱液喷淋装置;光气、氯气、一氧化碳监测及 超限报警;双电源供电。
光气及光气化生产系统一旦浮现异常现象或者发生光气及其剧毒产品泄漏事故时,应通过 自控联锁装置启动紧急停车并自动切断所有进出生产装置的物料, 将反应装置迅速冷却降温, 同时将发生事故设备内的剧毒物料导入事故槽内,开启氨水、稀碱液喷淋,启动通风排毒系 统,将事故部位的有毒气体排至处理系统。
电流通过电解质溶液或者熔融电解质时,在两个极上所引起的化学变化称为电解反应。涉 及电解反应的工艺过程为电解工艺。许多基本化学工业产品(氢、氧、氯、烧碱、过氧化氢 等)的制备,都是通过电解来实现的。
(1)电解食盐水过程中产生的氢气是极易燃烧的气体,氯气是氧化性很强的剧毒气体,
两种气体混合极易发生爆炸,当氯气中含氢量达到 5%以上,则随时可能在光照或者受热情况 电解槽、
氯气储运单元 吸热反应 2
氯化反应釜、氯气储运单元
氯化是化合物的份子中引入氯原子的反应, 包含氯化反应的工艺过程为氯化工艺, 主要
1
第二批重点监管的危险化工工艺目录
一、新型煤化工工艺:煤制油(甲醇制汽油、费-托合成油)、煤制烯烃(甲醇制烯烃)、煤制二甲醚、煤制乙二醇(合成气制乙二醇)、煤制甲烷气(煤气甲烷化)、煤制甲醇、甲醇制醋酸等工艺。
二、电石生产工艺
三、偶氮化工艺
调整的首批重点监管危险化工工艺
中的部分典型工艺
一、涉及涂料、粘合剂、油漆等产品的常压条件生产工艺不再列入“聚合工艺”。
二、将“异氰酸酯的制备”列入 “光气及光气化工艺”的典型工艺中。
三、将“次氯酸、次氯酸钠或N-氯代丁二酰亚胺与胺反应制备N-氯化物”、“氯化亚砜作为氯化剂制备氯化物”列入“氯化工艺”的典型工艺中。 2
四、将“硝酸胍、硝基胍的制备”、“浓硝酸、亚硝酸钠和甲醇制备亚硝酸甲酯”列入 “硝化工艺”的典型工艺中。
五、将“三氟化硼的制备”列入“氟化工艺”的典型工艺中。
六、将“克劳斯法气体脱硫”、“一氧化氮、氧气和甲(乙)醇制备亚硝酸甲(乙)酯”、“以双氧水或有机过氧化物为氧化剂生产环氧丙烷、环氧氯丙烷”的列入“氧化工艺”的典型工艺。
七、将“叔丁醇与双氧水制备叔丁基过氧化氢” 列入“过氧化工艺”的典型工艺中。
八、将“氯氨法生产甲基肼” 列入“胺基化工艺” 的典型工艺中。
附件2
第二批重点监管危险化工工艺重点监控参数、安全控制基本要求及推荐的控制方案
一、新型煤化工工艺
反应类型 放热反应 重点监控单元 煤气化炉
工艺简介
以煤为原料,经化学加工使煤直接或者间接转化为气体、液体和3
固体燃料、化工原料或化学品的工艺过程。主要包括煤制油(甲醇制汽油、费-托合成油)、煤制烯烃(甲醇制烯烃)、煤制二甲醚、煤制乙二醇(合成气制乙二醇)、煤制甲烷气(煤气甲烷化)、煤制甲醇、甲醇制醋酸等工艺。
工艺危险特点
1.反应介质涉及一氧化碳、氢气、甲烷、乙烯、丙烯等易燃气体,具有燃爆危险性;
2.反应过程多为高温、高压过程,易发生工艺介质泄漏,引发火灾、爆炸和一氧化碳中毒事故;