840D_810D的PLC启动与PLC高级功能应用
- 格式:doc
- 大小:1.40 MB
- 文档页数:30

编程说明版本 03.2004sinumerikSINUMERIK 840D/840Di/810D循环SINUMERIK 840D/840Di/810D 循环版本 03.04编程说明概论1钻削循环和钻削图2铣削循环3车削循环4故障信息和故障处理5附录A适用于 控制 软件版本 SINUMERIK 840D powerline 7 SINUMERIK 840DE powerline (出口版本) 7 SINUMERIK 840Di 3 SINUMERIK 840DiE 3 SINUMERIK 810D powerline 7 SINUMERIK 810DE powerline (出口版本) 700SINUMERIK® -文献版本说明以下是当前版本及以前各版本的简要说明。
每个版本的状态由“附注”栏中的代码指明。
在“附注”栏中的状态码分别表示:A .... 新文件B .... 没有改动,但以新的订货号重印C .... 有改动,并重新发行若某页的内容在上一个版本后有实质性的更改,则在该页的顶部用新版本号来指标。
版本订货号附注03.04 6FC5298-7AB40-3RP0 C注册商标SIMATIC®, SIMATIC HMI®, SIMATIC NET®, SIROTEC®, SINUMERIK® und SIMODRIVE®是西门子的商标。
该手册中其它的名称标记可能会是商标,第三者出于其目的而对此加以使用可能会伤害所有者的权限。
其它信息可以上网查找:http://www.ad.siemens.de/mc使用 WinWord V 9.0 和 Designer V 7.0 制作该文献。
如果没有获得明确许可,则不可以转发、复制该资料,也不允许使用和通告其内容,违反者必须进行赔偿。
所有权保留,特别适用于申请专利或者商标注册的情况。
© 西门子股份公司 1995 – 2004。
基于810D/840D的STEP7应用一.上传用户程序在维护中首先要将用户的程序上传至电脑以便查看和分析。
上传方法有两种。
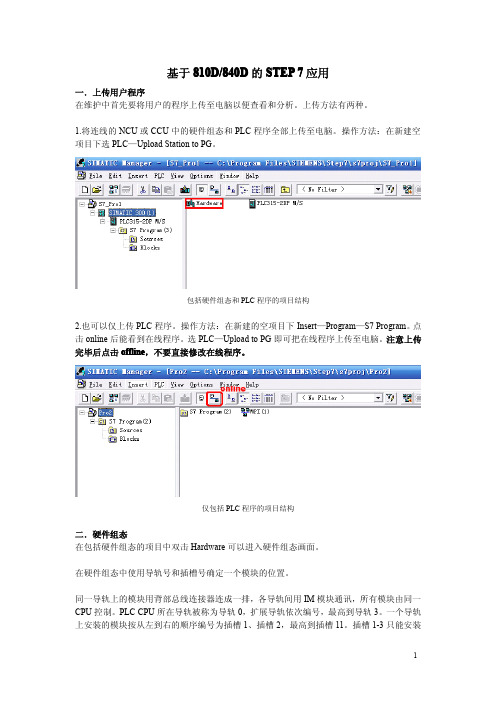
1.将连线的NCU或CCU中的硬件组态和PLC程序全部上传至电脑。
操作方法:在新建空项目下选PLC—Upload Station to PG。
包括硬件组态和PLC程序的项目结构2.也可以仅上传PLC程序。
操作方法:在新建的空项目下Insert—Program—S7Program。
点击online后能看到在线程序。
选PLC—Upload to PG即可把在线程序上传至电脑。
注意上传完毕后点击offline,不要直接修改在线程序。
仅包括PLC程序的项目结构二.硬件组态在包括硬件组态的项目中双击Hardware可以进入硬件组态画面。
在硬件组态中使用导轨号和插槽号确定一个模块的位置。
同一导轨上的模块用背部总线连接器连成一排,各导轨间用IM模块通讯,所有模块由同一CPU控制。
PLC CPU所在导轨被称为导轨0,扩展导轨依次编号,最高到导轨3。
一个导轨上安装的模块按从左到右的顺序编号为插槽1、插槽2,最高到插槽11。
插槽1-3只能安装特定的模块。
插槽1,电源,即使没有电源也要空出这个位置。
插槽2,CPU模块,只有导轨0需要CPU,但其他导轨也要空出此位置。
插槽3,IM(接口)模块,各导轨间通讯用,导轨0上使用IM360模块,其他导轨上使用IM361模块。
插槽4-插槽11,可以安装输入输出模块和功能模块。
NCU和CCU相当于PLC CPU、IM360、FM-NCU的集成,它占用了整个导轨0。
可以自己进行硬件组态也可以从连线设备中上传。
上传得到的硬件组态中有些模块因不能识别出具体型号会显示为问号。
如果自己进行硬件组态,NCU和CCU在硬件列表中的位置:SIMATIC300—SINUMERIK(安装Toolbox后才会有)—810D/840D目录下。
NCU、CCU 对应何种PLC CPU型号可以参看产品目录和硬件列表下方信息。

摘要:文章针对SIEMENS 840D NCU与PLC之间数据通讯的实现方法进行详细的说明,包括FB2/FB3、FC21的应用技术,并配合相应的举例。
关键词:840D 数据交换FB2 FC21 NC_var selectorData exchange between NC and PLC for SIEMENS 840DHU Guoqing(Wuhan Huazhong Automation Technology Devolopment Ltd.,Wuhan 430077,CHN)1.前言在数控系统调试过程中,经常需要在NC、PLC之间进行数据交换,以使整个系统都在程序控制之中,作为当今世界优秀的高端数控产品代表SIEMENS 840D,它提供了先进的通道和技术支撑,使你可以轻松地实现数据的畅通交换。
笔者根据工作过程中积累的设计与编程经验,在此就这个主题与同行探讨。
经常使用的数据交换包括M代码、T代码、H/F功能传输以及840D系统提供的功能强大的接口信号,不需叙述。
在这里只是针对一些专用数控功能应用时需用到的数据交换方法进行较详细的说明。
2.PLC读/写NC参数/变量在进行数控铣镗床滑枕低头补偿或刀库定位控制编程时,都需要用到PLC读/写NC参数或变量。
SIEMENS的8x0D toolbox中提供了FB2(GET)/FB3(PUT)功能块程序,结合使用配套的NC_var Selector软件就可实现此项功能。
其中FB2用于读取NC变量(包括MD参数和NC内部变量),FB3用于写NC变量。
2.1 NC_var Selector的使用对于读取的NC变量,应先使用NC_var Selector软件选择所需的变量,最终建立一个AWL源文件。
下面就以Ver6.4版为例说明其使用步骤:首先建立一个新的Project,在库文件打开框中根据需要选择ncv_NcData.mdb(读取NC参数)或者ncv_611d.mdb(读取611D驱动参数)等。

一、一.840D系统操作l SINUMERIK840D/810D或SINUMERIK FM-NC是机床的CNC控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:·开发和修改零件程序·执行零件程序·手动控制·读入/读出零件程序和数据·编辑程序数据·报警显示和取消报警·编辑机床数据·在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)用户接口包括:·显示元件,如监测器,LED等;·操作元件,如键,开关,手伦等。
ql 840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。
·手动:手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可.·自动: 840D的程序一般来讲是在NCK的RAM里执行,所以对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC装有SINDNC软件,还可以从网络硬盘上执行程序.·MDA: MDA跟自动方式差不多,只是它的程序可以逐段输入,不一定是一个完整的程序,它存在NCK里面一个固定的MDA缓冲区里,可以把MDA缓冲区的程序存放在程序目录里,也可以从程序区里调程序到MDA缓冲区来.·REPOS:重定位功能,有时在程序自动执行时需要停下来把刀具移开检测工件,然后接着执行程序,需要重定位功能,操作方法是在自动方式下暂停程序执行,转到手动,移开相应的轴,要重新执行程序时,转到重定位方式,按相应的轴移动按钮,回到程序中断点,按启动键程序继续执行.注意在这个过程中不能按复位键.·程序模拟:840D支持在程序正式运行前进行图形模拟,以减少程序的故障率,但由于MMC系统的不同,模拟的方法不一样,在MMC103上,程序模拟完全在MMC上执行,故模拟中不会对NCK产生影响,但在MMC100.2上,程序模拟在NCK里面执行,与程序实际执行情况一样,因此在模拟前务必要选择程序测试,如果还要提高模拟速度,还可以选择空运行.二.系统的连接与调试(一)硬件的连接1. SINUMERIK810D/840D系统的硬件连接从两方面入手:]其一,根据各自的接口要求,先将数控与驱动单元,MMC,PLC三部分分别连接正确:(1)源模块X161种9,112,48的连接;驱动总线和设备总线;最右边模块的终端电阻(数控与驱动单元)。
西门子数控系统840D中PLC机床数据的应用说明
展开全文
在西门子数控系统的机床中通常会使用到PLC的机床数据(MD14510,MD14512以及MD14514)来实现NC向PLC单向传递数据(整数、十六进制数以及实数)。
以此实现在数控界面上开通某些机床选件功能,设置机床特性参数。
比如通过MD14512的某个位实现机床是否使用第二测量系统的选择,或者通过MD14514设置机床换刀点位置等各种功能。
使用PLC MD就非常方便实现,标准的PLC程序写好之后,通过在HMI界面上改变相应的PLC机床数据,就可以实现机床功能的切换或设置。
在西门子数控系统的机床中通常会使用到PLC的机床数据(MD14510,MD14512以及MD14514)来实现NC向PLC单向传递数据(整数、十六进制数以及实数)。
以此实现在数控界面上开通某些机床选件功能,设置机床特性参数。
比如通过MD14512的某个位实现机床是否使用第二测量系统的选择,或者通过MD14514设置机床换刀点位置等各种功能。
使用PLC MD就非常方便实现,标准的PLC程序写好之后,通过在HMI界面上改变相应的PLC机床数据,就可以实现机床功能的切换或设置。
第四章840D系统高级指令功能应用1.指令功能介绍西门子功能介绍西门子840D数控系统为满足五轴高速加工中心对于加工工件高速、高精度及高表面质量的要求,提供了一系列高级指令功能。
(1)COMPCAD,COMPCURV(压缩器功能)。
连接一系列G1指令,并将其压缩形成样条曲线,使机床轴更加平衡协调运动并消除机床共振,加工表面更加平滑。
根据不同加工情况选择压缩功能指令,COMPCAD适合自由形状曲面铣削,COMPCURV适合圆周铣削,使用COMPOF指令关闭压缩器功能。
(2)G642,G643,G644(连续路径方式)。
插入1个样条单元,可使程序段过渡处曲率连续,从而减小机械冲击,使速度变化更加平滑。
G642是带有轴向公差的角度倒圆,G643是程序块内部角度倒圆,G644是速度和加速度优化的角度倒圆。
一般在模具加工中建议使用G642。
(3)FFWON(进给前馈控制功能)。
使用该指令,避免在程序段过渡位置的减速,平滑最大轮廓速度,更快完成零件加工。
使用FFWOF功能指令关闭进给前馈控制功能。
(4)BIRSK(不带突变限制功能),SOFT(突变限制功能)。
使用BRISK功能,轴以最大加速度度加速至程序进给率,缩短加工时间,但加速度变化较大,无法保证工件表面质量。
使用SOFT功能,轴以恒定加速度加速到程序进给率,可保证工件表面质量,减少机床机械磨损。
对于配有CYCLE832高速设置循环功能的840D数控系统,可通过调用CYCLE832打开和关闭上述高能指令功能。
对于未配置CYCLE832高速设置循环功能的840D数控系统,只能在工件程序头根据加工情况手动添加。
2.应用实例1台五轴高速立式加工中心,采用西门子840D数控系统,旋转轴A、C轴均在主轴头上,属于双摆头五轴联动机床。
加工带曲面的工件时,表面波纹较严重。
排除机床精度、装夹及刀具等因素后,将排查重点转向加工程序。
该圆弧铣削程序采用点位插补拟合曲线的方式,即该圆弧是由无数条短直线组成。
第7章840D/810D的PLC启动与PLC高级功能应用启动SINUMERIK 840D/810D数控系统的PLC必须借助于西门子提供的TOOLBOX工具盘,TOOLBOX工具盘提供了与系统版本相匹配的基本程序库以及硬件信息,同时还提供了一个NC变量选择器用于选择NC变量。
在本章中,主要介绍如何启动数控系统的PLC以及应用PLC基本程序块。
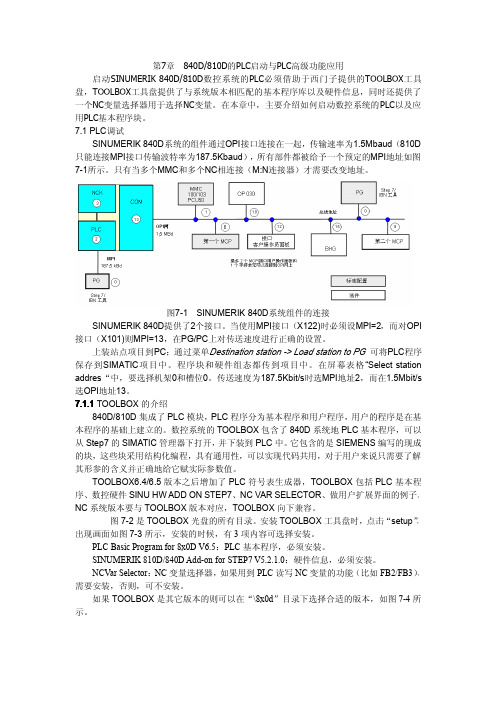
7.1 PLC调试SINUMERIK 840D系统的组件通过OPI接口连接在一起,传输速率为1.5Mbaud(810D 只能连接MPI接口传输波特率为187.5Kbaud),所有部件都被给予一个预定的MPI地址如图7-1所示。
只有当多个MMC和多个NC相连接(M:N连接器)才需要改变地址。
图7-1 SINUMERIK 840D系统组件的连接SINUMERIK 840D提供了2个接口。
当使用MPI接口(X122)时必须设MPI=2,而对OPI 接口(X101)则MPI=13,在PG/PC上对传送速度进行正确的设置。
上装站点项目到PC;通过菜单Destination station -> Load station to PG 可将PLC程序保存到SIMATIC项目中。
程序块和硬件组态都传到项目中。
在屏幕表格“Select station addres“中,要选择机架0和槽位0。
传送速度为187.5Kbit/s时选MPI地址2,而在1.5Mbit/s 选OPI地址13。
7.1.1 TOOLBOX的介绍840D/810D集成了PLC模块,PLC程序分为基本程序和用户程序,用户的程序是在基本程序的基础上建立的。
数控系统的TOOLBOX包含了840D系统地PLC基本程序,可以从Step7的SIMATIC管理器下打开,并下装到PLC中。
它包含的是SIEMENS编写的现成的块,这些块采用结构化编程,具有通用性,可以实现代码共用,对于用户来说只需要了解其形参的含义并正确地给它赋实际参数值。
第7章840D/810D的PLC启动与PLC高级功能应用启动SINUMERIK 840D/810D数控系统的PLC必须借助于西门子提供的TOOLBOX工具盘,TOOLBOX工具盘提供了与系统版本相匹配的基本程序库以及硬件信息,同时还提供了一个NC变量选择器用于选择NC变量。
在本章中,主要介绍如何启动数控系统的PLC以及应用PLC基本程序块。
7.1 PLC调试SINUMERIK 840D系统的组件通过OPI接口连接在一起,传输速率为1.5Mbaud(810D 只能连接MPI接口传输波特率为187.5Kbaud),所有部件都被给予一个预定的MPI地址如图7-1所示。
只有当多个MMC和多个NC相连接(M:N连接器)才需要改变地址。
图7-1 SINUMERIK 840D系统组件的连接SINUMERIK 840D提供了2个接口。
当使用MPI接口(X122)时必须设MPI=2,而对OPI 接口(X101)则MPI=13,在PG/PC上对传送速度进行正确的设置。
上装站点项目到PC;通过菜单Destination station -> Load station to PG 可将PLC程序保存到SIMATIC项目中。
程序块和硬件组态都传到项目中。
在屏幕表格“Select station addres“中,要选择机架0和槽位0。
传送速度为187.5Kbit/s时选MPI地址2,而在1.5Mbit/s 选OPI地址13。
7.1.1 TOOLBOX的介绍840D/810D集成了PLC模块,PLC程序分为基本程序和用户程序,用户的程序是在基本程序的基础上建立的。
数控系统的TOOLBOX包含了840D系统地PLC基本程序,可以从Step7的SIMATIC管理器下打开,并下装到PLC中。
它包含的是SIEMENS编写的现成的块,这些块采用结构化编程,具有通用性,可以实现代码共用,对于用户来说只需要了解其形参的含义并正确地给它赋实际参数值。
TOOLBOX6.4/6.5版本之后增加了PLC符号表生成器,TOOLBOX包括PLC基本程序、数控硬件SINU HW ADD ON STEP7、NC VAR SELECTOR、做用户扩展界面的例子。
NC系统版本要与TOOLBOX版本对应,TOOLBOX向下兼容。
图7-2是TOOLBOX光盘的所有目录。
安装TOOLBOX工具盘时,点击“setup”,出现画面如图7-3所示,安装的时候,有3项内容可选择安装。
PLC Basic Program for 8x0D V6.5:PLC基本程序,必须安装。
SINUMERIK 810D/840D Add-on for STEP7 V5.2.1.0:硬件信息,必须安装。
NCVar Selector:NC变量选择器,如果用到PLC读写NC变量的功能(比如FB2/FB3),需要安装,否则,可不安装。
如果TOOLBOX是其它版本的则可以在“\8x0d”目录下选择合适的版本,如图7-4所示。
图7-2 TOOLBOX工具盘的内容图7-3 TOOLBOX工具盘的安装图7-4 选择兼容的版本安装子目录BSP_PROG中存放的是一些PLC例程,比如带显示屏的手持操作单元的标准例程、mini手持的标准例程等。
子目录PLC_BP是PLC基本程序(使用根目录下的SETUP.EXE进行安装)。
子目录PLCALARM中存放的PLCALARM.ZIP是用户编写PLC文本的框架。
(使用PCU20的用户可在此文件的基础上编写报警文本,之后通过串口电缆传入PLC20)。
CERTIFICATE目录下存放的是安全集成功能认证的文本及样例。
EXAMPLES_TOOLS目录●COMPA子目录:低版本系统升级,修改备份数据用工具●OP17子目录:使用OP17面板时,可用的OP17组态文件。
●QFK.MPF子目录:过象限补偿用程序。
●WIZARD.BSP:扩展用户接口(Expanding the Operator Interface)功能实例,包括HMI Advancedh和HMI Embedded的实例。
NCVAR目录:NC变量选择器软件。
S7HW目录:SINUMERIK 810D/840Di/840D Add-on for STEP 7,用于增加STEP7硬件列表中SINUMERIK 840D/810D 的硬件器件。
安装过程中,硬件列表中的TYPE, GSD 和Meta 文件将被升级。
从Toolbox 06.03.03和STEP 7 版本5.1开始,可以在SIMATIC 管理器中可直接创建PLC系列文档(series archive)。
7.1.2 PLC基本程序在810D/840D中,通常有OB1, OB40, OB100这3个组织块,跟普通的PLC 300一样,操作系统根据不同的触发事件主动到内存中寻找相应的OB块执行,而不需要用户调用。
所有的用户程序FC/FB都是在组织块中调用,CPU在执行OB块的过程中按照调用的顺序执行FB/FC。
PLC程序的结构决定于OB1和OB100,在OB1、0B100中必须调用基本的PLC程序,用于MCP控制、车床PLC程序、刀具管理以及机床辅助功能等。
OB1循环地执行,在执行OB1的过程中,有其他事件触发中断OB1,则保护断点、执行OB40,OB40执行一次,然后返回断点,执行OB1。
PLC基本程序包含在GP8X0D上。
OB1扫描循环开始,基本的PLC程序必须在用户程序之前执行,先要建立起与NCK进行数据交换,进行通讯。
所有的NCK/PLC接口信号在循环程序OB1中执行,为了减小循环时间,仅把控制和状态相关的接口信号传输到循环程序中,其它的辅助功能、G功能仅在需要的时候由NCK触发。
OB40是触发事件的组织块,有中断事件发生,则立即执行OB40。
OB100是暖启动模式上电时执行一次的组织块,在NC中由于有DB块的数据需要保存,所以只能是执行OB100暖启动,而不可能执行冷启动,否则DB数据无法保存。
比如刀库换刀之后,刀库映像保存在DB块中,执行换刀指令后,要刷新DB块,使之与实际刀库一致,断电之后刀库数据不能丢失,否则无法正确换刀。
在OB100中可以实现系统初始化以及NC/PLC同步等功能。
比如,在OB100中调用FB1(对应的背景DB7)用于系统通讯的NC/PLC同步初始化动作。
表7-1所示为PLC基本程序中组织块的介绍。
PLC的基本程序结构如图7-5所示。
表7-1 PLC基本程序中组织块图7-5 PLC基本程序结构由于PLC基本程序提供了很多FC/FB用于实现数控系统中的功能,用户在定义自己的功能时,建立的FC/FB或者是DB块都不能够与基本程序冲突,否则有可能导致系统运行不正常或无法启动。
表7-2~表7-4为PLC基本程序中提供的FC、FB以及DB的简要介绍。
表7-2 PLC基本程序中提供FC的简要介绍表7-3 PLC基本程序中提供FB的简要介绍另外,FB15是西门子出厂自带的功能块,是利用高级语言编写的,不能够清除掉,必须在系统上才能够正常运行。
表7-4 PLC基本程序中提供DB的简要介绍7.2 PLC启动通常,PLC基本程序在用户编写的程序之后执行。
PLC基本程序主要承担PLC用户程序与NCK, HMI, MCP之间的数据和信号交换任务(循环信号、事件信号、消息)。
循环信号包括指令(PLC->NCK, 比如start, stop指令)和状态信息(来自NCK,比如程序正在运行,中断等)。
在OB1循环中执行。
事件驱动信号(NCK->PLC),PLC完成工件加工程序中的辅助功能,如果这些辅助功能被执行,那么这些辅助功能块将会决定NCK是否处于等待状态(比如换刀过程),还是处于同步执行。
数据传输过程必须要快速并且安全,为了减少对NC加工过程的影响,数据传输通过“报警”和“确认”来控制。
PLC基本程序评估这些信号,并向NCK发送确认信号,在循环程序开始时传输数据。
事件驱动信号(PLC -> NCK),PLC向NCK发送请求(比如运行辅助轴),这种类型的信号通过FB, FC来出发执行。
消息,用户消息也是通过基本PLC程序来实现的,用户消息存储在PLC的诊断缓冲区中,同时也可以通过人机界面显示在OP单元上。
在Function Manual Basic Functions上的PLC basic program pl可以查看到PLC基本程序的详细描述。
7.2.1 硬件组态在STEP 7软件中完成机床PLC CPU的硬件配置,包括信号模块的配置。
在PG/PC上装载工具盘;在STEP7 SIMATIC管理器下建立新项目;插入硬件站进行硬件组态并保存编译,如图7-6所示。
图7-6 PLC硬件组态7.2.2 PLC基本启动利用PLC基本程序启动数控系统的PLC按照如下步骤:●将Toolbox光盘放入光驱中,点击setup,系统会自动安装最新版的PLC标准程序,如果想安装其他版本的程序需自己选中相应版本的文件夹手动安装;●运行STEP7软件,新建(或打开)一个Project;●选择File Open Library 选择Gp8X0d65 OK;●将Gp8x0d65中的gp8x0d文件夹复制到刚才新建(或打开)的项目下,如图7-7所示(注:复制完毕后立刻关闭Gp8x0d65项目,不可以在Gp8x0d65的项目下修改任何文件);●打开复制后的gp8X0d 文件夹, 选中Bausteine(德文,=Blocks),Download(建议下载之前将PLC设置为STOP);●下装成功后,将PLC设置为RUN ,MCP上LED不再闪烁。
图7-7 拷贝基本PLC程序此时,虽然PLC项目启动起来了,但是机床控制面板还不能够操作,这是由于PLC项目并没有处理机床控制面板。
根据实际情况启动机床控制面板,在这里已标准铣床控制面板为例。
打开OB1,在CALL FC2指令下面新建一个Network,键入以下程序:CALL FC19BAGNo: =B#16#1 //模式组inCHANNo: =B#16#1 //通道数inSpindle IFNo: =B#16#3 //主轴轴号,把哪个轴作为主轴inFeed Hold: =DB21.DBX6.0 //禁止进给的接口信号out,Spindle Hold: =DB33.DBX4.3 //主轴停止进给的接口信号out ,保存OB1,然后把OB1下装到PLC,此时机床控制面板上有LED亮(如JOG,Ref,Feed_OFF,SP_OFF),代表机床控制面板启动正常。
但是到目前为止,运行轴的话会有一个轴使能丢失的提示信息,只要把轴的PLC使能加上去就可以了。
这里在CALL FC19 后面再插入一个新的Network并编程:SET=DB31. DBX1.5 //测量系统,每个轴最多有两个位置测量系统,encoder或光栅,用DB31. DBX1.5/6指定,NC在同一时刻只能选择一个测量系统,因此必须通过NC 判断来选择切换反馈测量系统。