JGJ103-2008塑料门窗工程技术规范学习
中建七局建装公司
塑钢门窗规范学习内容
一、工程设计 二、PVC 塑料门窗组装工艺 三、PVC 塑料门窗的运输与安装
一、工程设计
塑料门窗的性能指标及有关设计要求应根据建筑物 所在地区的气候、环境等具体条件和建筑物的功能 要求合理确定。 门窗工程有下列情况之一时必须使用安全玻璃。
型材下料
门窗的下料计算
门窗的下料计算,主要考 虑门窗的原始尺寸和框、 扇之间的搭接尺寸以及构 件焊接时的消耗余量,然 后根据框和扇之间的配合 关系推算出所有构件的长 度。 1.平开门窗的下料计算 平开型材的搭接量一般 ≥8mm。(在框与扇的搭 接边一侧,框与扇重叠的 部分的尺寸,称为搭接量) 如图1-3。
其他需要注意的事项
抗风压性能设计
水密性能设计
门窗水密性能构造设计应符合下列要求
气密性能设计
切割下料
铣排水孔
固定钢衬
焊接
清角
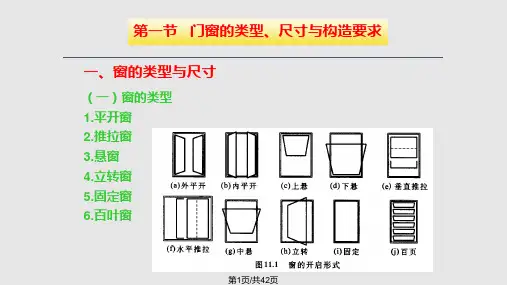
平开窗
焊 缝 涂 装
密封条、五金件安装 (合页执手传动器)
压条安装
执手安装 门 窗 成 品 入 库 附件安装
压条切割
工地安装玻璃
推拉窗
封盖下料
密封条、滑轮、封盖 安装
开机前检查工作台面及导轨是否清洁、机械部件是否有松动现象, 如无异常现象,三联体油量是否符合要求。打开气源、电源开关, 检查电、气动系统是正常 数控系统启动后,检查右机头是否在参考点右侧(可进入手动画面, 将机头移到参考点右侧),进入回参画面回参考点。 检查锯片是否完好,点动开动锯片确定正反转,检查电机运转是否 正常,空运行设备检验设备是否符合性能标准,如有异常根据说明 书进行调整或报专人维修。 确定工作任务,调整两锯头夹紧气缸到合适位置 ,根据工艺要求检 查锯头角度是否符合要求,进行试料切割,检验设备精度是否满足 工作要求。 根据加工任务,进入自动运行画面,输入尺寸、定位运行,使右机 头移动到待切割位置,进行型材切割,切好的型材要按规定测量检 验。 下完料时可关闭电机,如遇非常情况,可按下“急停”按钮,使电 源断路,保护机床不被损坏。 工作完毕要关机时,关闭气源,关掉电源开关,放掉三联体内积水。