冲压工艺基础知识
- 格式:pptx
- 大小:3.76 MB
- 文档页数:77
冲压工艺基础知识及质量保证培训一、冲压工艺基础知识1. 冲压工艺概述冲压工艺是一种利用模具将金属板材受力变形而成型的加工工艺。
冲压工艺广泛应用于汽车制造、家电制造、机械制造以及航空航天等领域,是实现多种金属零件批量生产的主要工艺之一。
2. 冲压工艺的原理冲压工艺的基本原理是通过模具将金属板材置于冲模和模具之间,施加压力将金属板材沿模具表面的凹凸部分形成所需的形状。
通过不同的模具设计和冲压工艺参数设置,可以得到不同形状和尺寸的金属零件。
3. 冲压工艺的优点冲压工艺具有高效、高质、低耗的特点,可以实现金属零件的批量生产,具有良好的经济效益和社会效益。
此外,冲压工艺还可以实现复杂形状的金属零件加工,提高了产品的设计自由度和外观质量。
4. 冲压工艺的分类根据冲压工艺的不同特点,可以将其分为冲裁、成形、冲粉、翻边等不同类型的工艺。
不同的工艺有不同的特点和适用范围,可以根据具体的产品要求选择合适的工艺。
二、质量保证培训1. 冲压工艺质量要求冲压工艺在应用过程中,需要保证产品的质量,提高产品的可靠性和稳定性。
因此,需要在冲压工艺中加强质量管理,把握好从材料选型到模具设计和操作过程中的每一个环节,确保产品的质量符合客户要求。
2. 质量保证体系建立健全的冲压工艺质量保证体系是保证产品质量的重要手段。
质量保证体系应该包括质量管理、质量控制、质量检验等多个方面的内容,形成一个完整的质量管理体系。
3. 质量保证培训为了提高员工的质量管理意识和技术水平,需要给冲压工艺的操作人员进行质量保证培训。
培训内容包括产品质量要求、质量管理体系、质量控制方法、质量检验技术等,通过培训提高员工的专业水平和质量意识。
4. 质量保证实施在冲压工艺的实施过程中,需要严格执行质量保证体系,确保各项管理制度得到有效执行。
此外,需要加强对不良品和质量问题的分析和处理,及时找出问题的原因和解决方案,及时采取有效的措施做好产品的质量保证。
三、总结冲压工艺作为一种重要的金属加工工艺,在工业生产中具有重要的地位和作用。
冲压模具基础知识(术语)冲裁冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
切开切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断切断切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
扩口扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲槽冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
冲中心孔冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
精冲精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。
连续模连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。
单工序模单工序模是在压力机一次行程中只完成一道工序的冲模。
组合冲模组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。
平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。
压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
成形成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
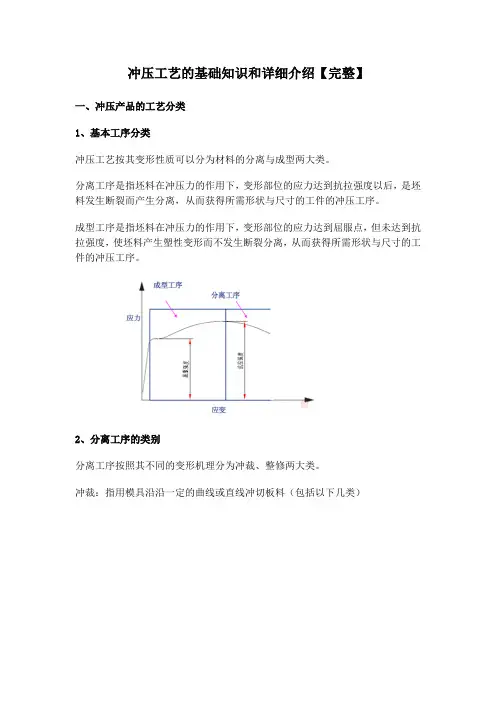
冲压工艺的基础知识和详细介绍【完整】一、冲压产品的工艺分类1、基本工序分类冲压工艺按其变形性质可以分为材料的分离与成型两大类。
分离工序是指坯料在冲压力的作用下,变形部位的应力达到抗拉强度以后,是坯料发生断裂而产生分离,从而获得所需形状与尺寸的工件的冲压工序。
成型工序是指坯料在冲压力的作用下,变形部位的应力达到屈服点,但未达到抗拉强度,使坯料产生塑性变形而不发生断裂分离,从而获得所需形状与尺寸的工件的冲压工序。
2、分离工序的类别分离工序按照其不同的变形机理分为冲裁、整修两大类。
冲裁:指用模具沿沿一定的曲线或直线冲切板料(包括以下几类)整修是对冲裁件的断面部分进行再加工的分离加工方法,整修变形是一种切削机理,其工件的尺寸精度和断面质量比冲裁件好。
3.成型工序的类别成型工序较多,包括:弯曲、拉深、翻边、胀形和挤压工艺等。
(具体如下:)二、冲裁1、冲裁产品的形态与成型过程介绍冲裁产品的形态。
冲裁产品的的断面分为:塌角、光亮 带、断裂带、毛刺,这四种形态是在产品冲裁过程中于不同的阶段,不同的部位、不同的应力作用下产生的。
如上图,1塌角 :高度约等于8%T至15%T ;2.光亮带 :高度约等于15%T至55%T ;3.断裂带 :高度约等于35%T至75%T ;4.毛刺 :高度约等于5%T至10%T1)弹性变形阶段受力分析:刃口部分材料受剪切力,力的大小小于弹性极限,若力消失,则材料恢复原始状态。
状态描述:凸模施加压力于材料,材料略挤入凹模刃口。
2)塑性变形阶段受力分析:材料受力由边及中心,逐渐超过弹性极限状态描述:凸模进一步深入材料,在本阶段冲裁件产生塌角以及光亮带3)剪裂阶段受力分析:材料靠近凹模刃口的部分应力首先达到材料的抗剪切强度,使凹模刃口旁边的材料产生的裂纹增大。
而此时凸模刃口部分材料还处于塑性变形阶段,随着冲头的进一步深入材料,冲头附近材料也达到剪切强度,也产生裂纹,再往后两裂纹重合,材料分离。

冲压⼯艺,7种基本⼯序介绍,71页内容讲解冲压基础知识冲压概述
冲压:利⽤模具在压⼒机上对板料施压使之分离或成形,以获得所需零件形状和尺⼨。
冲压特点:⽆屑加⼯、模具加⼯。
冲压⼯艺:分离⼯序、成形⼯序。
分离⼯序:指冲压过程中使冲压件与板料沿⼀定的轮廓相互分离的⼯序。
基本⼯序:冲孔、落料、切断、切⼝、切边、剖切、整修等。
71页内容讲解冲压基础知识(⽂末有获取)
1000G机械领域相关设计资料内容详情1000G机械相关领域资料内容涉及的⾯很⼴,具体来说内容涵盖传统机械⾏业、机
械加⼯、制造技术、材料类、材料成型、电⽓⾏业、液压⾏业、机电类、机械传
动、⼀千多份⾮标设备三维模型和⾮标设计等等领域。
以上内容的具体的展现形式有:⽂档⼿册类(千余份⼯程师设计⼿册、机械设计⼿册、制造成型类⽂档、机电相关⼿册、液压类⼿册、⾃动化类⼿册、材料成型⼿
册、⾮标设计⼿册等等,所有历史⽂章的PPT源⽂件等)。
常⽤的设计⼯具(500套⾃动计算表格,其中包括各类传动校核、选型设计表格、⾮标计算表格、尺⼨⾃动计算表格、轴承校核、齿轮校核与设计等等)。
视频教程类(⼗余款常⽤的机械设计软件的教程,其中包括UG各版本基础、
SolidWorks基础、CATIA、proe、CAD、Adams等等基础知识)。
我相信这1000G全部资料对于提升你的能⼒⼀定会有很⼤的帮助。
同时在你⼯作中遇到相关问题的时候,这些资料也能提供很好的指导作⽤。