五金模具和冲压件单价计算表
- 格式:xls
- 大小:55.00 KB
- 文档页数:15
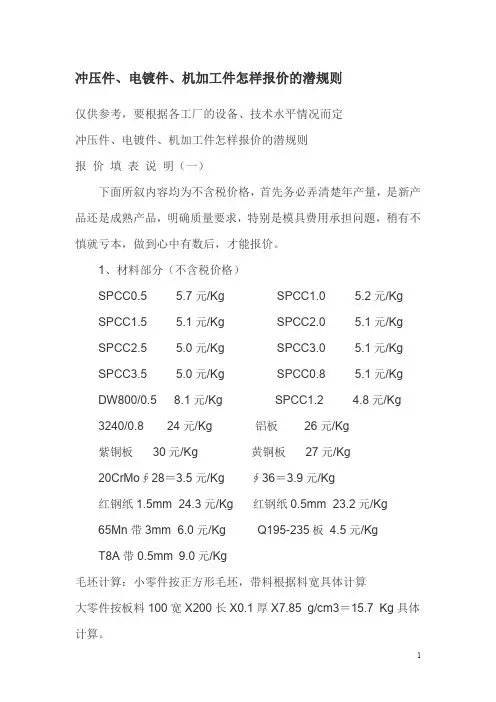
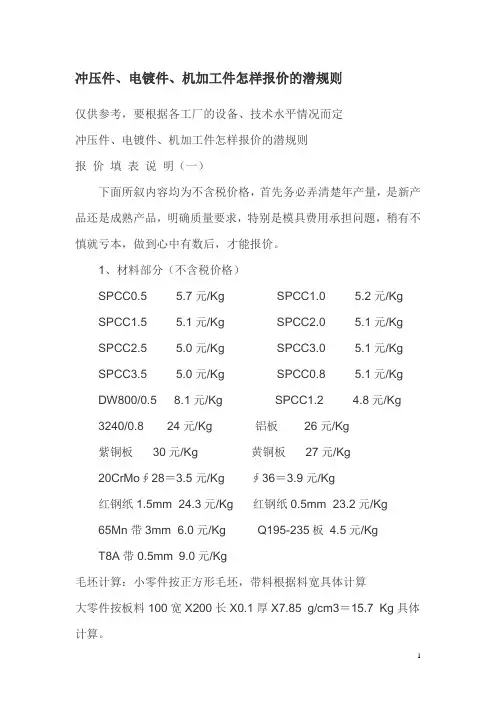
冲压件、电镀件、机加工件怎样报价的潜规则仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板 26元/Kg紫铜板 30元/Kg 黄铜板 27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg65Mn带3mm 6.0元/Kg Q195-235板4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
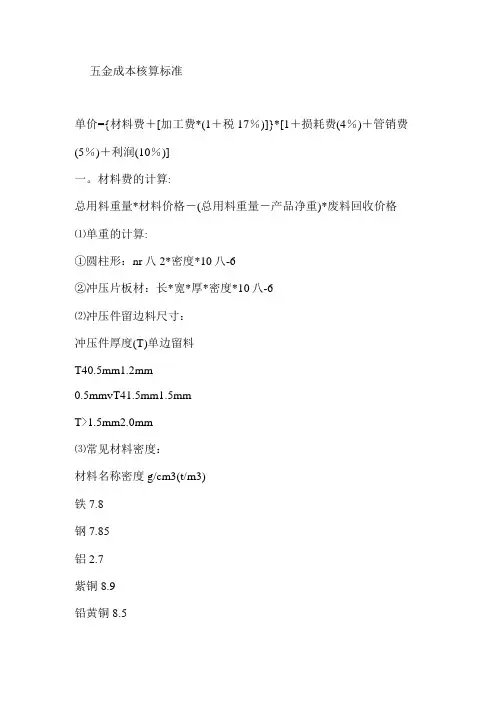
五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形:nr八2*密度*10八-6②冲压片板材:长*宽*厚*密度*10八-6⑵冲压件留边料尺寸:冲压件厚度(T)单边留料T40.5mm1.2mm0.5mmvT41.5mm1.5mmT>1.5mm2.0mm⑶常见材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常见材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T)冲制费(元/次)16T¥0.00625T¥0.00835T¥0.01045T¥0.01260T¥0.01580T¥0.020110T¥0.025160T¥0.030200T¥0.0502001(双轴)¥0.0602501(双轴)¥0.090连续模,以上的吨位的冲制费要少,例如2501(双轴)-¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等)¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立)¥100长1米,宽0.9米(90公分),厚度0.05米(5公分)解:先计算体积:V=0.9x1x0.05=0.045(立方米)再计算重量因为钢的密度一般就用铁的密度进行计算(误差能够忽略不讦)而铁的比重是7.8吨/立方米(7.8克/立方厘米)因此钢板的重量是0.045x7.8=0.351(吨)=351(千克)因此,90公分宽,5公分厚,1米长的钢板大约重量是351公斤钢板重量计算公式:钢管重量(公斤)=0.00617、直径、直径、长度方钢重量(公斤)=0.00785x边宽x边宽x长度六角钢重量(公斤)=0.0068x对边宽x对边宽x长度八角钢重量(公斤)=0.0065x对边宽x对边宽x长度螺纹钢重量(公斤)=0.00617x计算直径、计算直径、长度角钢重量(公斤)=0.00785x(边宽+边宽-边厚)x边厚x长度扁钢重量(公斤)=0.00785x厚度x边宽x长度钢管重量(公斤)=0.02466x壁厚x(外径-壁厚)x长度钢板重量(公斤)=7.85x厚度、面积园紫铜棒重量(公斤)=0.00698、直径、直径、长度园黄铜棒重量(公斤)=0.00668、直径、直径、长度园铝棒重量(公斤)=0.0022、直径、直径、长度方紫铜棒重量(公斤)=0.0089x边宽x边宽x长度方黄铜棒重量(公斤)=0.0085x边宽x边宽x长度方铝棒重量(公斤)=0.0028x边宽1x边宽x长度六角紫铜棒重量(公斤)=0.0077x对边宽x对边宽x长度六角黄铜棒重量(公斤)=0.00736x边宽x对边宽x长度六角铝棒重量(公斤)=0.00242x对边宽x对边宽x长度紫铜板重量(公斤)=0.0089x厚x宽x长度黄铜板重量(公斤)=0.0085x厚x宽x长度铝板重量(公斤)=0.00171x厚x宽x长度园紫铜管重量(公斤)=0.028x壁厚x(外径-壁厚)x长度园黄铜管重量(公斤)=0.0267x壁厚x(外径-壁厚)x长度园铝管重量(公斤)=0.00879x壁厚x(外径-壁厚)x长度注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米园钢重量(公斤)=0.00617、直径、直径、长度。
冲压件、电镀件、机加工件怎样报价的潜规则仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板 26元/Kg紫铜板 30元/Kg 黄铜板 27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg65Mn带3mm 6.0元/Kg Q195-235板4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
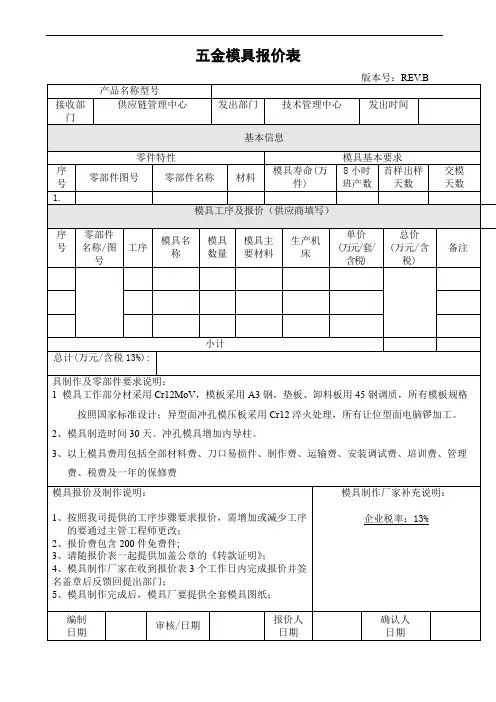
五金产品报价核算表-模具一、产品描述:产品名称:五金产品产品类型:模具产品规格:(请详细描述产品的尺寸、材质、工艺要求等)二、核算成本:1.材料成本:(1)主材料成本:根据产品的尺寸、材质和工艺要求,计算所需的主材料的成本。
(2)辅材料成本:根据产品的工艺要求,计算所需的辅材料的成本。
2.加工成本:(1)人工成本:根据产品的复杂程度和加工工艺,计算所需的人工成本。
(2)设备成本:根据产品的加工方式和设备的消耗程度,计算所需的设备成本。
(3)能源成本:根据产品加工时所需的能源量,计算所需的能源成本。
3.设计成本:(1)设计人工成本:根据产品的复杂程度和设计人员的工作量,计算所需的设计人工成本。
(2)设计软件费用:根据所使用的设计软件的授权费用,计算所需的设计软件费用。
4.管理成本:(1)管理人工成本:计算所需的管理人工成本。
(2)办公费用:计算所需的办公费用,包括租金、水电等费用。
5.风险成本:考虑产品开发和生产过程中的各种风险,计算所需的风险成本。
6.损耗成本:考虑到产品开发和生产过程中的损耗情况,计算所需的损耗成本。
7.利润:根据市场竞争、产品质量等因素,确定合理的利润率,并计算所需的利润。
三、报价计算:根据上述成本核算,按照以下公式计算报价:报价=材料成本+加工成本+设计成本+管理成本+风险成本+损耗成本+利润四、优化措施:为了降低成本、提高效益,可以考虑以下优化措施:1.优化设计:通过优化产品设计和工艺流程,减少材料和加工成本。
2.提高设备利用率:合理安排生产计划,提高设备利用率,降低设备成本。
3.精细管理:加强生产管理,减少损耗,降低管理成本。
4.风险控制:加强风险管理,防范潜在风险,降低风险成本。
五、报价总结:在核算成本的基础上,结合市场需求和竞争环境,制定合理的报价,以保证产品的质量和竞争力。
以上是五金产品报价核算表中的模具部分,包括产品描述、核算成本、报价计算、优化措施和报价总结等内容。
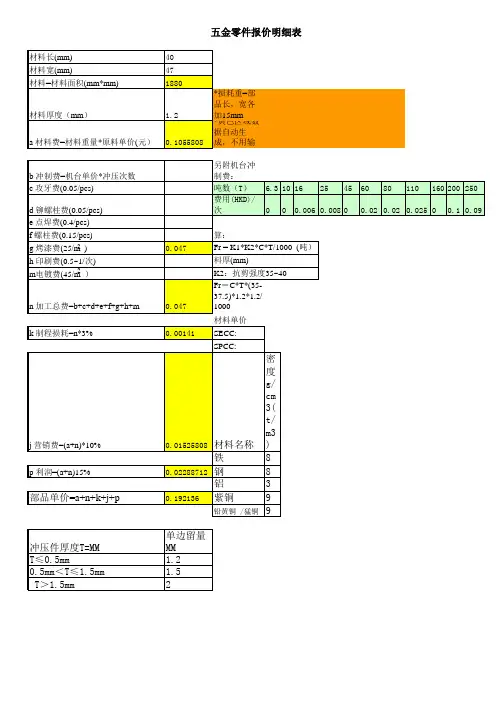
材料长(mm)40材料宽(mm)47材料=材料面积(mm*mm)1880
材料厚度(mm) 1.2*损耗重=部品长,宽各加15mm
a 材料费=材料重量*原料单价(元)0.1055808*黄色区域数据自动生成,不用输
b 冲制费=机台单价*冲压次数另附机台冲制费:
c 攻牙费(0.05/pcs)吨数(T) 6.3101625456080110160200250
d 铆螺柱费(0.05/pcs)费用(HKD)/
次000.0060.00800.020.020.02500.10.09
e 点焊费(0.4/pcs)
f 螺柱费(0.15/pcs)冲裁力计算:
g 烤漆费(25/m )0.047
h 印刷费(0.5~1/次)
m电镀费(45/m )
n 加工总费=b+c+d+e+f+g+h+m0.047Fr=C*T*(35-37.5)*1.2*1.2/ 1000
材料单价
k 制程损耗=n*3%0.00141SECC:
SPCC:
j 营销费=(a+n)*10%0.01525808材料名称密度g/ cm 3( t/ m3 )
铁8 p 利润=(a+n)15%0.02288712钢8
铝3部品单价=a+n+k+j+p0.192136紫铜9
铅黄铜 /猛铜9
冲压件厚度T=MM 单边留量MM
T≤0.5mm 1.2 0.5mm<T≤1.5mm 1.5 T>1.5mm2
Fr = K1*K2*C*T/1000 (吨)K1:安全系数1.5~2 T:料厚(mm)
K2:抗剪强度35~40
五金零件报价明细表
2 2。
1/1
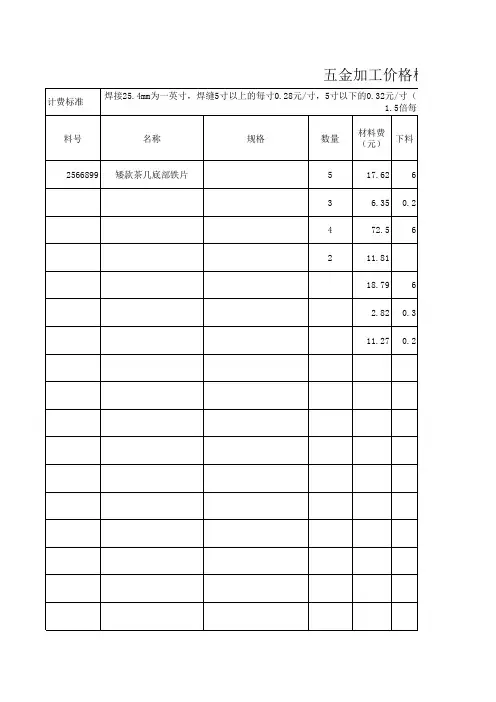
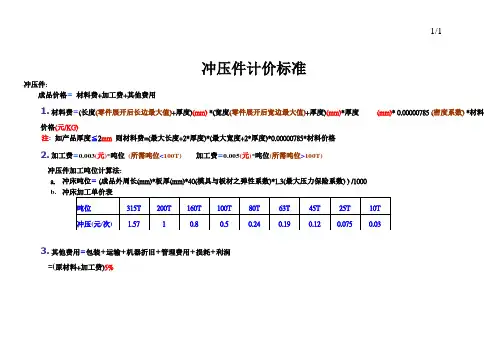
冲压件计价标准
冲压件:
成品价格=材料费+加工费+其他费用
1.材料费=(长度(零件展开后长边最大值)+厚度)(mm) *(宽度(零件展开后宽边最大值)+厚度)(mm)*厚度(mm)* 0.00000785 (密度系数) *材料
价格(元/KG)
注:如产品厚度≦2mm则材料费=(最大长度+2*厚度)*(最大宽度+2*厚度)*0.00000785*材料价格
2.加工费=0.003(元)*吨位(所需吨位<100T)加工费=0.005(元)*吨位(所需吨位>100T)
冲压件加工吨位计算法:
a.冲床吨位= (成品外周长(mm)*板厚(mm)*40(模具与板材之弹性系数)*1.3(最大压力保险系数) ) /1000
b.
3.其他费用=包装+运输+机器折旧+管理费用+损耗+利润
=(原材料+加工费)5%。

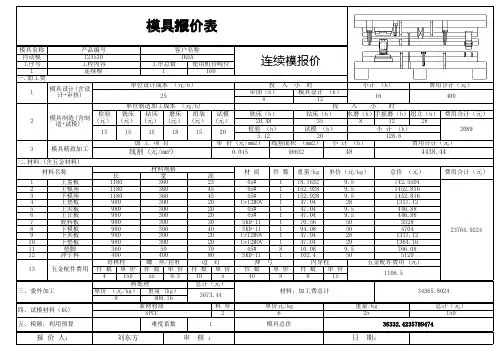
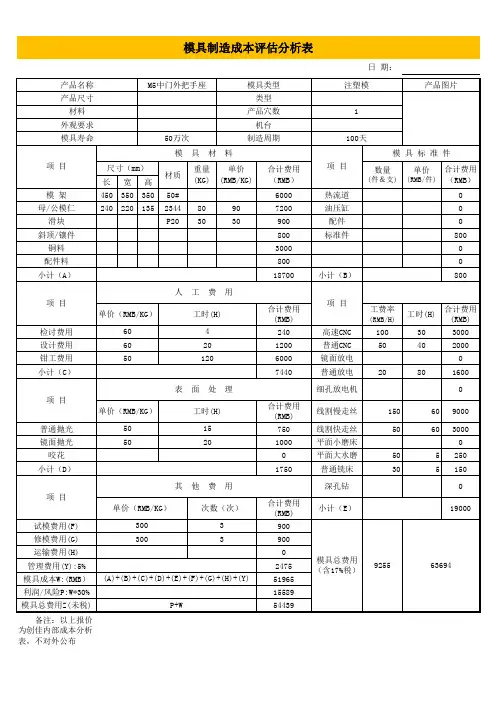
模具价表报模具名称产品编号客户名称模价连续报自动模124530IKEA工序号工程内容工序总数使用机台吨位1连续模11601投 入 小 时费用合计(元)25164004122投 入 小 时费用合计(元)20.48358122820891515151815205.1220128.63模具精致加工加 工 项 目费用合计(元)0.04598632484438.44材料名称材料规格材 质件 数总价 (元)费用合计(元)长宽高1上盖板11803602345#178.16329.5742.550423764.92242上模座11803604545#1152.9289.51452.8163下模座11803604545#1152.9289.51452.8164上垫板98030020Cr12MOV 147.04281317.125上夹板9803002045#147.049.5446.886上止板9803002045#147.049.5446.887脱料板98030030SKD-11170.565035288下模板98030040SKD-11194.085047049下夹板98030020Cr12MOV 147.04281317.1210下垫板98030020Cr12MOV 147.04291364.1611垫脚360507045#810.089.5766.0812冲子料40040080SKD-111102.450512013五金配件费用哥林柱边 钉弹 弓内导柱件 数单 价件 数单 价件 数单 价件 数单 价件 数单 价1106.54150550.3105408815三、委外加工热处理总计(元)材料,加工费总计34365.80243673.449408.16素材材质料 厚总计(元)SPCC2625150五、税额,利用预算难度系数1模具总价36332.4235789474报 价 人:刘东方审 核 :日 期:一.加工费模具设计(含设计+审核)单位设计成本 (元/h)小计 (h)审图(h)模具设计 (h)模具制造(含制造+试模)单位制造加工成本 (元/h)检验(元)铣床(元)钻床(元)磨床(元)组装(元)试模(元)铣床(h)钻床(h)水磨(h)手摇磨(h)组立(h)检验 (h)试模 (h)小 计 (h)单 价 (元/mm2)线割面积 (mm2)小 计 (h)线割 (元/mm 2)二.材料:(含五金材料)重量/kg单价(元/kg)螺 丝/拉杆五金配件费用 (元)单价 (元/kg)重量 (kg)四、试模材料(KG)单价元/kg重量/kg。
冲压费的计算公式主要根据冲压件的吨位来计算。
一般来说,冲压费可以按以下公式进行计算:
冲压费 = (0.8-1)元/60吨或 1.2元/80吨
这个公式表示的是,每60吨的冲压费在0.8元到1元之间,而每80吨的冲压费为1.2元。
具体的费用可能会根据冲压件的复杂程度、材料厚度、模具磨损等因素有所调整。
另外,冲压费的计算还需要考虑到其他因素,如材料费、型材模具费、夹具费、机加工费以及表面处理费等。
这些因素都会对冲压费产生影响。
请注意,以上公式仅为一般性参考,实际计算中可能需要根据具体情况进行调整。
同时,为了保证计算的准确性,建议在实际操作前咨询专业人士或相关机构。
请问五金冲压是怎样计算成本的?
来源:机械专家网发布时间:2009-08-14
单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]
一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格
⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6 ②冲压片板材: 长*宽*厚*密度*10∧-6
⑵冲压件留边料尺寸: 冲压件厚度(T) 单边留料T≤0.5mm 1.2mm 0.5mm<T≤1.5mm
1.5mm T>1.5mm
2.0mm
⑶常用材料密度: 材料名称密度g/cm3(t/m3) 铁7.8 钢7.85 铝 2.7 紫铜8.9 铅黄铜8.5 猛铜8.5
⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2 不锈钢¥18 铝¥20 紫铜¥76 铅黄铜¥51 猛铜¥85
⑸废料回收价格:上网可以查到当天价格
二、冲制费: 一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次) 16T ¥0.006 25T ¥0.008 35T ¥0.010 45T ¥0.012 60T ¥0.015 80T ¥0.020 110T ¥0.025 160T ¥0.030 200T ¥0.050 200T(双轴) ¥0.060 250T(双轴) ¥0.090 连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050
三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30 快走丝线切割¥40 CNC加工¥60 慢走丝线切割(日立) ¥100。
1/1
冲压件计价标准
冲压件:
成品价格=材料费+加工费+其他费用
1.材料费=(长度(零件展开后长边最大值)+厚度)(mm) *(宽度(零件展开后宽边最大值)+厚度)(mm)*厚度(mm)* 0.00000785 (密度系数) *材料
价格(元/KG)
注:如产品厚度≦2mm则材料费=(最大长度+2*厚度)*(最大宽度+2*厚度)*0.00000785*材料价格
2.加工费=0.003(元)*吨位(所需吨位<100T)加工费=0.005(元)*吨位(所需吨位>100T)
冲压件加工吨位计算法:
a.冲床吨位= (成品外周长(mm)*板厚(mm)*40(模具与板材之弹性系数)*1.3(最大压力保险系数) ) /1000
b.
3.其他费用=包装+运输+机器折旧+管理费用+损耗+利润
=(原材料+加工费)5%。
客 户:TAL:联系人
FAX:
日期:
48%24%2%12%4%
Prepared by:
Xiao Deng Liu Date:
This Quotation is valid for 30 days
2.付款方式:□当月结30天; □当月结45天;□当月结60Payment terms:
3.交货地点: 贵公司厂区内4.Delivery address:
:
:2009-11-10
1. 本报价单有效期30天
XX五金
报 价 单
X五金塑胶制品有限公司 单
9%0%100%
開
材料清單名稱單價(元/KG)
噸位
0.0
機器清每啤加
加工費平均周期 開機率每啤加工價噸位平均周期
元/小時秒50%H K$/啤秒
Remarks:
1.First shot lead time is 15 day
2.The Mold life is 500K.
3. Payment terms:
1) 50% deposit. 2) 30%
4.This quotation
Tel:0752-*******
Fax:0752-*******
模具報價單(Mold Quotation)
Prepared by: Xiao Deng Liu Approved by:Ren Kun Chen date:2007-5-23 date:2007-5-23
1.First shot lead time is 15 days.After the drawing confirmed by Customer or receipted the official purchase order.
2.The Mold life is 500K.
3. Payment terms:
1) 50% deposit. 2) 30% first shot. 3) 20% balance on mould approval.
otation validity is 3 month.
計算
#N/A
#N/A
134.6201.9
凸
使用材質。