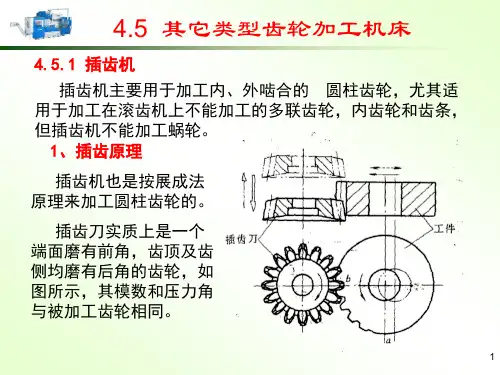
常用齿轮的加工方法有插齿(图7-4)、 滚齿(图7-5)、剃齿(图7-8)、珩齿、磨齿等。
精品课件文档,欢迎下载,下 载后可电主轴在卧式镗铣床上的应用越来越多,除 了主轴速 度和精度 大幅提高 外,还简 化了主轴 箱内部结 构,缩短 了制造周 期,尤其 是能进行 高速切削 ,电主轴 转速最高 可大10000r/min以上。 不足之处 在于功率 受到限制 ,其制造 成本较高 ,尤其是 不能进行 深孔加工 。而镗杆 伸缩式结 构其速 度有限, 精度虽不 如电主轴 结构,但 可进行深 孔加工, 且功率大 ,可进行 满负荷加 工,效率 高,是电 主轴无法 比拟的。 因此,两 种结构并 存,工艺 性能各异 ,却给用 户提供了 更多的选 择。
当今,落地式铣镗床发展的最大特点是向高速 铣削发展 ,均为滑 枕式(无镗 轴)结构, 并配备各 种不同工 艺性能的 铣头附件 。该结构 的优点是 滑枕的截 面大,刚 性好,行 程长,移 动速度快 ,便于安 装各种功 能附件, 主要是高 速镗、铣 头、两坐 标双摆角 铣头等,
将落地铣镗床的工艺性能及加工范围达到极致,大 大提高了 加工速度 与效率。
盘等刀具同时加工出齿轮的各个齿槽。
当加工模数大于8mm时的齿轮时,采用指状 铣刀进行加工。铣削斜齿圆柱齿轮时必须在万能 铣床上进行。铣削时工作台偏转一个角度,使其 等于齿轮的螺旋角β,工件在随工作台进行进给 的同时,由分度头带动作附加旋转运动而形成螺 旋齿槽。
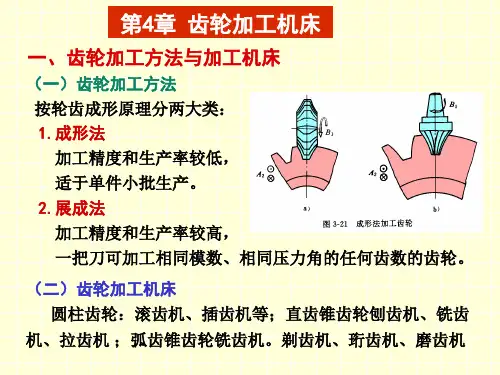
成形法铣削齿轮用的刀具有盘状铣刀和指 状铣刀,后者适用于加工大模数的直齿、斜齿, 特别是人字齿轮。
传统的铣削是通过镗杆进行加工,而现代铣削加工 ,多由各 种功能附 件通过滑 枕完成, 已有替代 传统加工 的趋势, 其优点不 仅是铣削 的速度、 效率高, 更主要是 可进行多 面体和曲 面的加工 ,这是传 统加工 方法无法 完成的。 因此,现 在,很多 厂家都竞 相开发生 产滑枕式( 无镗轴)高 速加工中 心,在于 它的经济 性,技术 优势很明 显,还能 大大提高 机床的工 艺水平和 工艺范围 。同时, 又提高了 加工精度 和加工效 率。当然 ,需要各 种不同型 式的高精 密铣头附 件作技术 保障,对 其要求也 很高。