自制-- 电火花穿孔机
- 格式:doc
- 大小:20.00 KB
- 文档页数:2

自制万能打孔机方法万能打孔机是一种能够针对不同尺寸、形状和材质的材料进行打孔的机器。
它的功能非常广泛,可以用于家居装饰、制作工艺品、办公用品以及其他需要打孔的场合。
虽然市面上有各种各样的打孔机,但有时候我们可能需要一个非常特殊的孔洞,或者是临时需要一个打孔机来完成一项任务。
在这种情况下,我们可以尝试自制一个万能打孔机。
首先,我们需要明确一些原则和目标。
自制的万能打孔机需要具备以下几个特点:1. 实用性:打孔机需要能够适用于不同材质和尺寸的材料。
我们需要考虑到能够通过调整打孔机的参数来实现这一点。
2. 稳定性:打孔机需要具备足够的稳定性,以确保我们能够准确地打出所需的孔洞。
为此,我们需要选择合适的结构材料和设计。
3. 灵活性:打孔机需要具备一定的灵活性,以适应不同的打孔需求。
我们需要设想出一个可调节参数的机构,并确保能够及时、方便地调整。
接下来,我们可以开始设计和制作自制的万能打孔机。
1. 设计框架:我们可以选择一块坚固的板材作为打孔机的框架。
这个框架可以是长方形、正方形或其他形状,取决于我们所需的打孔任务。
在框架的上方,我们可以制造一个可以移动的横杠,用于调整孔洞的位置和间距。
2. 调节机构:为了实现打孔机的灵活性,我们需要设计出一个可调节的机构。
我们可以使用螺旋杆和螺母来实现孔洞的垂直移动。
通过旋转螺旋杆,我们可以将打孔机向下移动或向上移动,从而调整孔洞的深度。
此外,我们还可以采用其他调节机构来实现孔洞间距的调整。
3. 打孔头部:打孔头部是打孔机的关键部分。
我们可以在打孔头部设计一个可调节的夹具,用于夹持材料。
这个夹具可以是移动的,以便于调整孔洞的位置和间距。
此外,我们还需要在打孔头部设计一个合适的孔洞刀具,用于实现打孔功能。
4. 动力来源:为了使打孔机能够运作,我们需要考虑一种合适的动力来源。
这可以是手摇的、电动的或者其他形式的动力。
如果是手摇的动力来源,我们可以通过一个摇杆来带动打孔头部的运动。
简易电火花实验打孔
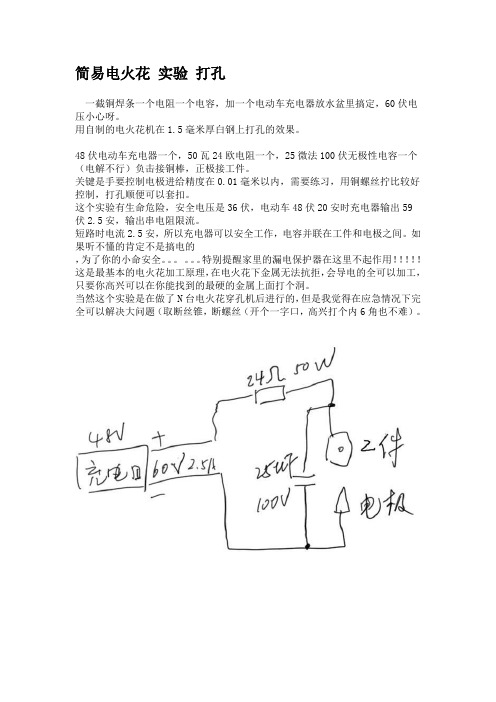
一截铜焊条一个电阻一个电容,加一个电动车充电器放水盆里搞定,60伏电压小心呀。
用自制的电火花机在1.5毫米厚白钢上打孔的效果。
48伏电动车充电器一个,50瓦24欧电阻一个,25微法100伏无极性电容一个(电解不行)负击接铜棒,正极接工件。
关键是手要控制电极进给精度在0.01毫米以内,需要练习,用铜螺丝拧比较好控制,打孔顺便可以套扣。
这个实验有生命危险,安全电压是36伏,电动车48伏20安时充电器输出59
伏2.5安,输出串电阻限流。
短路时电流2.5安,所以充电器可以安全工作,电容并联在工件和电极之间。
如果听不懂的肯定不是搞电的
,为了你的小命安全。
特别提醒家里的漏电保护器在这里不起作用!!!!!这是最基本的电火花加工原理,在电火花下金属无法抗拒,会导电的全可以加工,只要你高兴可以在你能找到的最硬的金属上面打个洞。
当然这个实验是在做了N台电火花穿孔机后进行的,但是我觉得在应急情况下完全可以解决大问题(取断丝锥,断螺丝(开个一字口,高兴打个内6角也不难)。

电火花穿孔机采用电蚀原理去除折断刀具,非接触加工,加工中不受力,能够方便无损的去除折断在工件里的工具、刀具、丝锥、断钻头。
1. 取断丝锥机适用范围:(1)去除折断在工件中的各种直径的丝锥、钻头、绞刀、螺钉、塞规等工具、刀具;(2)可在各种大小、形状的工件上加工;(3)工件上各种角度位置的加工;(4)加工非精度要求孔,工作液为煤油、自来水。
电极材料采用黄铜丝、黄铜棒和铜管等。
极简单的东西一个电阻一个电容,一个充电器做电源,电路图上面有,把要打孔的地方泡在水里,慢慢地拧螺丝。
针头上打孔1。
2毫米不锈钢针头打0.5毫米孔15秒一个,3X8X200白钢条打4毫米孔,15分钟一个。
1_zo1Z.jpg(50.29 KB, 下载次数: 140)1111_8hES.jpg(30.22 KB, 下载次数: 161)20091112_8f73efd919b7716f6113pW2R8fVFhmA2.jpg (87.23 KB, 下载次数: 213)20091112_69c14f014fa6a47679d0weqMkHiYVqkT.jpg(57.26 KB, 下载次数: 168)20091112_294d8488ee21778e37cdVcWMIn6eYmwD.jpg (44.43 KB, 下载次数: 135)20091112_8415e73375eda25c86e1cKwt8XKDKDBN.jpg (38.75 KB, 下载次数: 122)20091112_8553a139a7876760a40bXT26UZRjo2os.jpg(37.87 KB, 下载次数: 108)e3_GDr2.jpg(38.75 KB, 下载次数: 97)e4_DcgA.jpg(37.87 KB, 下载次数: 112)e5_ByMa.jpg(44.43 KB, 下载次数: 110)可以用铜管打孔20091115_1b2a70c320a6291cb9f3PO4ccfE9iF8T.jpg(79.78 KB, 下载次数: 143)20091115_854cf4bd9430c2008029o39zUu27ftde.jpg(24.28KB, 下载次数: 115)在2.3毫米的滚珠上打0.5毫米孔,电容用1微发就可以了,0.5毫米黄铜电极管可以作微型台灯20091126_295afe24c91529b998a6zYrks5yYBdZY.jpg(8.1 KB, 下载次数: 136)20091126_db80b0483d45bcb11b1bydZ19KwtrtE2.jpg(14.46 KB, 下载次数: 95)a5_yotR.jpg(15.33 KB, 下载次数: 116)电脑机箱里的那个铜柱做电极头48伏电动车充电器一个,50瓦24欧电阻一个,25微法100伏无极性电容一个(电解不行)负击接铜棒,正极接工件。

电火花打孔机工作原理
《电火花打孔机工作原理》
嘿,今天我来给大家讲讲电火花打孔机的工作原理哈,这可真是个有意思的玩意儿。
就说有一次我在工厂里看到这个电火花打孔机在工作,那场面可神奇了。
它呀,就像是一个小魔法师一样。
你看哦,它上面有个电极,这个电极就像一根特别厉害的魔法棒。
然后呢,当要打孔的时候呀,这个电极就会靠近要打孔的地方。
这时候呀,电流就开始“滋滋”地流动起来,就好像是电流在施展魔法一样。
接着呢,在电极和工件之间就会产生电火花啦,这些电火花可厉害了,就像小小的闪电一样,“噼里啪啦”地闪着。
它们就开始一点一点地把工件给“啃”出一个孔来。
就好像是小虫子在慢慢地啃咬一样,一点一点地,孔就出现啦。
哎呀呀,这个过程真的是太有趣啦。
而且哦,它还特别精确呢,能打出各种形状和大小的孔。
你说神奇不神奇呀!
总之呢,电火花打孔机就是通过这种电流产生电火花,然后用这些电火花来打孔的原理工作的啦。
是不是很简单易懂呀!哈哈,下次你们要是看到电火花打孔机,可就能知道它是怎么工作的咯!
以上就是我对电火花打孔机工作原理的描述啦,希望你们也能觉得有趣哦!。

电火花穿孔机原理(一)电火花穿孔机原理解析1. 什么是电火花穿孔机?电火花穿孔机是一种常用于金属材料加工的设备,通过电火花放电技术,在金属工件上产生微小的放电火花,以实现穿孔或加工的目的。
它广泛应用于模具制造、航空航天、汽车制造、电子器件等领域。
2. 电火花穿孔机的工作原理电火花穿孔机的工作原理可以分为以下几个步骤:2.1 电极放电电火花穿孔机通常由两个电极组成,一正一负。
在工作时,电极与金属工件保持一定的间隙。
通过加大电压差,形成电场。
当电压达到一定值时,电极之间的介质被击穿,电流开始流动,产生放电火花。
2.2 离子阵列形成放电火花产生高温和高压环境,将周围的液体或气体分子击穿,产生离子。
这些离子逐渐形成离子阵列,并随着放电时间的延长,离子阵列不断增强。
2.3 离子撞击与腐蚀离子阵列以极高的能量撞击到工件表面,产生强烈的冲击力和热能。
这些离子在撞击过程中会瞬间融化或蒸发金属工件的一小部分,形成微小的穿孔孔径。
这个过程被称为离子腐蚀。
2.4 穿孔加工通过控制电极之间的间隙、电压、电流和放电时间等参数,可以在金属工件上精确控制离子腐蚀的范围与深度,从而实现所需的穿孔效果。
这种加工方式具有高精度、高效率、无需切削和低机械应力等优点。
3. 电火花穿孔机的应用领域由于电火花穿孔机具有高精度、高效率的特点,它在许多领域中得到了广泛应用。
•模具制造:在模具制造过程中,电火花穿孔机可以用来制作复杂的内孔、外凸台、花键等结构。
•航空航天:电火花穿孔机被用于加工航空发动机中的涡轮叶片孔径、燃烧室孔径等关键零部件。
•汽车制造:电火花穿孔机可用于汽车发动机缸体的散热孔、气门座孔等加工。
•电子器件:电火花穿孔机在电子器件制造中,可以用于微孔板、微细固体燃料电池等器件的加工。
4. 总结电火花穿孔机是一种利用电火花放电技术,实现金属工件穿孔加工的设备。
它的工作原理包括电极放电、离子阵列形成、离子撞击与腐蚀以及穿孔加工。
电火花穿孔机在模具制造、航空航天、汽车制造、电子器件等领域中具有重要的应用价值,为相关行业提供了高精度、高效率的加工解决方案。
![[整理]DIY迷你电火花机.](https://img.taocdn.com/s1/m/06abd01e647d27284b73515c.png)
DIY迷你电火花机电容代替,电源30-50V 50-100W,加工时要泡在水里简易电火花实验打孔(10月28日~635楼~有手动在0.8毫米轴上打0.3毫米孔的方法)不怕死得跟我学,一截铜焊条一个电阻一个电容,加一个电动车充电器放水盆里搞定,60伏电压小心呀。
用自制的电火花机在1.5毫米厚白钢上打孔的效果。
2009-11-8 18:26z1.JPG(80.32 KB)2009-11-8 18:2648伏电动车充电器一个,50瓦24欧电阻一个,25微法100伏无极性电容一个(电解不行)负击接铜棒,正极接工件。
关键是手要控制电极进给精度在0.01毫米以内,需要练习,用铜螺丝拧比较好控制,打孔顺便可以套扣。
3 毫米螺丝在4毫米厚板锉上套个扣,这个方法比较安全,也好控制。
2009-11-9 08:30工作液可以用油和水,油灰冒烟有味,就用自来水吧。
手工只能打个洞,漂亮的是DIY火花机干的,0。
5毫米电极在1.2毫米不锈钢针头上打孔。
2009-11-9 12:00下面那个RLC图据说可以加快打洞速度,不知道是不是哎,朋友们对在针头上打孔极感兴趣,我专门设计了一个手动的打孔器。
15秒一个孔2009-11-9 20:38家里玩电火花首先考虑的是电源成本问题,用流行的高频电源好像不太现实(以K 为单位起跳),RC,RLC电路效率低一些,但是简单可靠便宜,直流电源便宜量又足首选48伏20安时电动车充电器,59伏2.5安培输出,淘宝加邮费50元不到。
经过试验2.5安培限流条件下(充电器安全工作需要)3毫米黄铜电极对钢连续放电效果相当理想,以此推算3X3=9平方毫米,要加工10毫米电极(10X10=100)需要10个电源并联。
要加工100毫米电极(100X100=10000)需要1000个电源并联。
这就是工业火花机都是3相电几十个千瓦功率的原因。
电源定了加工范围就是0。
5到3-4毫米棒材,或者0.5毫米厚20毫米长片状电极(可以弯成任意形状)因为用自来水做工作液漏电严重,加工深度有限制,如果想打深的孔只能用会冒烟的油(煤油,柴油,缝纫机油)注意:黄铜对钢效果最好,其它也可以,只是加工时间恐怕要长10倍。
用个充气筒焊上钻头,就做成了带压开孔器。
自制冲击钻打孔,用一个钢管做钻头,钢管的一端做几个齿牙,另一端焊一只钻头,卡在冲击钻上,即能打孔了。
你好,材料,方木,不锈钢管,工具,钢锯,手电钻,圆锉步骤,在木料上划线,那个角度16°,把钢管放在划好线的木料上,比着木料的边缘在钢管上划上切割线,用钢锯沿画好的切割线把钢管锯开。
锯好了,再用平锉锉平切割口,打磨去毛刺,把方木锯成等大的两块,划好线,先锯出与孔中心线垂直的那个面,再把两块木料夹在一起,用钻在中间打个孔,钻钢管定位孔,这个孔的外圆要与钢管孔的外圆有1-2mm的相交,锉钢管定位槽。
简介:
一种万用型打孔机,包括机架,打孔刀及用以驱动打孔刀打孔作业的驱动装置,所述机架上侧设置有刀架固定装置,所述打孔刀安装于刀架固定装置上,所述刀架固定装置通过驱动装置驱动上下动作。
在所述机架下侧设置有放置物料的平台,所述平台上设置有呈三角状布置的用以固定纸板的三个定位座,进一步的,所述刀架固定装置包括两根平行设置的固定架,所述固定架垂直方向上设置有至少一根导轨。
所述固定架设置有中空的第一条形槽且/或所述导轨设置有第二条形槽,所述导轨通过第一螺栓配合螺母与固定架连接,所述第一螺栓设置于固定架的第一条形槽内且可沿第一条形槽移动,所述导轨的第二条形槽内设置有刀架。
进一步的,所述打孔刀可拆卸安装于刀架上,所述刀架通过第二螺栓配合螺母与导轨连接,所述第二螺栓设置在导轨的第二条形槽内且可沿第二条形槽移动。
进一步的,所述定位座与平台配合部位设置有第三条形槽,所述定位座通过第三螺栓配合螺母与平台连接,所述第三螺栓设置在定位座的第三条形槽内且可沿第三条形槽移动。
自制的电火花穿孔机转贴的,我也回答不了具体总体。
感谢Zhang56网友提供的电路图。
电火花打小孔工具摆轮是手表最重要部件,其上下两个轴尖因不停来回转动,在润滑不良情况下,很易磨损,一些老旧表特别是无防震功能的老怀表更是主要损坏件之一,修复方法主要有:1;更换整个摆轮~有原厂摆轮最好,但要注意其惯性距要一样,不然在调整走时快慢会有麻烦,最好是连游丝(整个震荡系统)一同更换~2;锡焊摆轴尖,早年有配件厂专生产一种轴尖,状如铆钉,先将旧轴适当磨短,然后将轴尖大头与摆轴锡焊接,但焊后很难达到同轴度要求,摆轮容易变色不是好办法~3;碰焊法;该法除要求焊接规范(压力,电流,时间)参数适当外,还有一大缺点,就是摆轴材质为炭素工具钢(相当于国内牌号T10A)由於含炭高,焊核因急剧冷却导致晶粒粗大,内应力增加,硬和碎都给后期修磨轴尖带来困难,该法在工业中只适用於低炭钢和镍合金如不锈纲等材质~4;只更换摆轴,此法更多缺点,由於摆轴除与摆轮配合,还要与游丝,下摆碟配合,在冲下旧摆轴和铆合新摆轴时,极易将摆轮弄变形,给后续调较带来更多问题,如果不是原厂配件,则更不宜采用~5;裁轴尖(广东人叫种车芯)方法是在已断轴尖根部打钻一小孔,压打入小钢丝,有时孔深不够还要焊锡以求牢固,优点是影响部位小,原断处下部凸台可作参考点,手艺好的师傅修后一般难以看出差别,缺点是需对摆轴退火,温度不足难钻孔,温度过高镀金摆轮将变色,钻头难磨,如果折断钻头则麻烦大了!早年搞了个电火花打孔工具,上图与朋友交流由于要打之孔很小,又是盲孔,不能用晶体管电路,只能用原始的RC电路,变压器功率为10W,输出电压40VDC,50VDC两挡,电容为金属化纸介电容,分0.01nF.0.22nF.0.47nF按要求组合工具1基座为后置导柱.周界为80x80模架,稳定性高可保证电极与摆轮工作时的垂直度和平行度要求1;为电极头,用DQK电磁先导伐改装,线圈不变由220VAC供电,下部静铁芯长度比线圈长度一半再少1.5mm,中间有孔,压装于线圈导磁套内,上部动铁芯长度一样,但外径少1.5mm,端部装轴承,由0.15mm3J1恒弹性十字簧片固定于线圈外壳,下部也有轴承,同样由十字簧片固定干外壳,转轴由两轴承支承,下部为夹头,夹持紫铜电极,上端有小皮带轮,也是导电入口,再由220VAC/500转同步电机带动,整个电极头垂直装于上模扳,并与之绝缘,工作时电极边旋转边上下震动~2;为旋转平台,内有轴承,外部装有煤油承液盘,摆轮平放干平台上,由一金属环通过三个簧片以重力轻压摆轮,使其导电,整个平台垂直装于下模板上,并与上电极同轴~ 3;为电极修正器,装于下模扳,可作水平摆动和固定,旋转手轮可使电极座3前后移动~4;为修正电极,实为一废手锯片,电蚀不平时可折下重磨~5;为摆轮调正对中器,装于上模扳并与之绝缘,可水平摆动和固定,旋动手轮带动一刀口片,推动摆轮轴颈以调节同轴度~6;为电容插座,实为IC测试座,不同电容量组合均装夹干此,此种布置不同于常规,如将电器元件均装于电箱内通过电线引出,则因电容量少,电压低而放电回路长,电阻大,放电电流下降不陡,火花效率就差,所以一定要将电容尽量靠近电极,减少回路电阻很关键,否则必失败~7;为上模扳升降旋纽,旋纽下部有刻度,分为100格,每格0.01mm~电路图:使用方法先将摆轮轴尖根部园弧处端面稍磨平,放置于平台上,由重力压块将摆轮轻压于平台,注意要导电良好~将紫铜电极装夹于电极头,尽量调少旋转偏摆,电箱右上角选择旋纽置于(修极)位,电容量选0.47nF,电压选高,左下边开关打向上,将电极修正器置于适当位置并固定,打上电源开关,此时电极又旋又震,转动各旋纽,用反烤法烧蚀电极,当直径接近要求时,改用精规范,以提高电极表面不平度,可降低打孔时电极损耗,见图三电极修正后关电源,将电极升高,不使影响调中工作,移开电极修正器,将摆轮调中器5调到适当位并固定之,电箝右上角旋纽置于(调中)位,电压开关打向低端,旁边开关置於中间位置,调节旋纽7和摆轮调中器5上白色手轮,使刀口接近已断摆轴下凸台,电箱内通过分压器取得的2VDC在串入蜂鸣器后加于刀口与轴颈之间,一边慢漫转动平台2,通过听声音确定摆轴对中与否,(见下图)对中后关电源,移开调中器,电箱右上角旋纽置於(打孔)位置,电压开关扳向下方(低)此时电压为40VDC,电容取0.022-0.22nF,频率取高点,规范取精,左下边第三个开关扳向下方(铭牌有误,应为震动)此时打孔电极只震动不旋转,调节旋纽7使电极接近摆轴,开始打孔,可通过电压表指示协助进级,无火花时指示最高,当电压低于25VDC时应停止进级,到指针上升后再进级~(图五)在修电极和打孔时应用毛笔粘媒油湿润火花处,打孔直径大可用粗规范反之则取精规范,孔深可由旋纽7之刻度读取,由于电极也损耗,实际深度约为刻度值0.6,一般孔深为孔径2.5-3倍即可~由于有可重置的规范,减少个人手艺因素,免去磨钻头,断钻头的麻烦,加上无需退火,摆轮不会变形变色,巳用十数次,不失为较好的修复方法~一点个人心得,算是抛砖引玉~修电极时先用粗规准,40V,0.22-0.47微法,精修电极时用30V,0.01-0.047微法,打孔时只用精规准,孔径大电容取大,反之取小.电容器安装尽量靠近电极和工件处,以减少放电回路的电阻!A Mini-EDM SystemOverviewI built a small EDM system, primarily for burning out broken-off taps in aluminum parts. But, now that I see how easily it works, I can see many other things that it could be used for. I built this whole system over a weekend, entirely out of parts I had laying around. (I do have a lot of pieces, both electronic and mechanical.)ElectrodeThe electrode I made up consisted of apiece of .060 brazing wire soldered intothe socket of an 8-32 socket-head capscrew. I threaded this into a nylon spacerthat I happened to have, that already hadan 8-32 threaded hole in it. I put thespacer into the drill chuck on my mill.The nylon spacer is the insulator thatprevents the electrode from groundingout to the chuck, and the rest of themilling machine. I connected the powersupply to the electrode by way of a softstranded wire, so that the wire wouldn'tdeflect the brazing rod. The end of thewire was stripped back about one inch,and the wire strands were looselywrapped around the brazing rod. Thismade a remarkably good electricalcontact, while allowing the brazing rodto turn freely. I could put just a slightbend in the rod so that it would make avery slight (ie. .010") orbit if the spindlewere rotated. This seemed to get the bestmetal removal and depth progress beforethe hole got filled with removed metaland shorted out.A view of the EDM electrode assemblyin a Jacob's chuck.Power SupplyThe power supply I threw together was quite simple. A variac (variable autotransformer) is used to adjust output voltage. A 200 Watt variac (1-2 Amps at 110 V) is quite adequate. A step-down transformer, which provides isolation, is the next component. The one I used was center-tapped, allowing the use of 2 rectifiers. If your choice of transformer does not have the center tap, or the voltage is too low when using it, you could use a bridge rectifier on the two outer connections of the secondary to get higher voltage. A filter capacitor provides smoothing of the DC voltage produced. A resistor allows the electrode to short to the work without blowing fuses, and also moderates the flow of current from the raw DC supply to the EDM capacitor and electrode. Choose a resistance that will cause a short circuit current at least twice the desired EDM current at the selected voltage. Then, make sure the wattage is sufficient to prevent the resistor burning up during a few seconds of short circuit. With the DC supply set to 30 V olts, a short would draw approximately 1 Amp, and since P=I^^2 * R, that is about 30 W, using a 30 Ohm Resistor. The ammeter shows current into the EDM capacitor. The EDM capacitor delivers short bursts of very high current whenever the insulating film of the EDM fluid gets very thin between the electrode and workpiece.EDM FluidNot having distilled water around, I tried tapwater. It was boiled away very quickly by electrolysis, and didn't do much good even when it was there (perhaps all that bubbling got in the way of the EDM process). I then tried the nearest thing at hand, which was "Alum-Tap", a light, clear tapping fluid for aluminum. It must be pretty close to EDM fluid, because it worked so well! It lasted a long time before being spattered away by the gases generated by the EDM action. Most of the time, I only had to add a few drops before the hole became filled with removed metal.OperationThe way I set this up was pretty much by trial and error. But, here are my settings: I set the power supply for 30 Volts. This seemed to give a very strong discharge action without producing too much gas or heat. I lowered the electrode with my NC control's jog buttons until I got electrode contact (indicated by about 1 Amp current suddenly appearing on the ammeter). I then raised the electrode with a very slow jog until the current dropped to zero. I then entered a manual command to advance the electrode at a rate of about .010" / minute, and after a few seconds, the ammeter would show a current of 1/4 to 1/2 amp. I would modulate the feedrate with the feedrate override controls, attempting to keep the current within these limits. By bending the electrode just a tiny bit, and running the mill's spindle at the slowest speed (80 RPM), I could get any diameter hole I wanted. I set it to just keep a tiny bit of the flank of the tap, but to burn out the entire web (central portion) of the tap. This allowed me to pick the remaining part of the tap's cutting edge out of the aluminum easily with a fine needle when the EDM electrode had cut all the way through. Progress all the way through was evident when the tool was still advancing with no EDM current.Since I didn't have a means of providing a flow of EDM fluid through such a small electrode, I had to pull the electrode up every .025" or so, wipe out the contaminated fluid with a paper towel, and then drip a few drops of the Alum-Tap into the hole.。
电火花穿孔机本系列机床主要用于加工不锈钢、淬火钢、硬质合金、铜、铝等导电材料工件上的深小孔。
如电火花线切割工件的穿丝孔、化纤喷丝头、喷丝板的喷丝孔、滤板、筛板的群孔、发动机叶片、缸体的散热孔、液压、气动阀体的油路、气路孔、静压轴承节流孔等。
可直接对工件的斜面、曲面进行加工。
加工孔径在0.1~5.0mm 之间,最大深径比可达300:1以上,最大加工速度10~60mm/min(指定电极和加工材料)。
本系列机床也可用蚀除折断在工件中的钻头、丝锥,而不会损坏原孔或螺纹。
主要技术参数Parameters/参数Unit/单位Model/型号DK703F-1DK703F-2DK703F-3Travel X×Y×ZX、Y、Z行程mm350 x 250 x 250370 x 270 x 280370 x 270 x 280 Worktable dimension工作台尺寸mm450×250400×300400×300 Electrode diameter电极直径mmΦ0.1-Φ3.0Φ0.2-Φ3.0Φ0.3-Φ3.0 Max. workpiece weight最大工件重量kg300Max. drilling depth最大加工深度mm300W-axis travel主轴头辅助行程mm200Z-axis travel主轴伺服行程mm280Pump operating pressure工作液最大压力Mpa7.0Max. drilling speed最大穿孔速度mm/min 10-60Dielectric unit capacity水箱容积Liters 20×2-Work tank工作液槽mm650×490700×550700×550 Machine dimensions(W×D×H)主机尺寸(长×宽×高) mm1150×1050×2300960×805×185960×805×1850Machine floor area机床占地面积mm1250×11501150×11501150×1150 Total weight机床重量kg850650650 Electrical supply动力源Standard power supply-380V±10%/50Hz/4KVA标准电源Other supply其它电压-200V-480V(on request) Room condition环境条件-15-30℃/40-80% Generator & Control控制系统Max. machining current最大加工電流-30ATechnologies 加工材料-steel/copper/aluminum/carbideDielectric 工作液-Water自来水Monitor显示屏幕-LCD NC axes控制轴-ZCoordinate mode 坐标模式-IncrementalDimension (option)尺寸单位-Metric & Inch公制-英制Min. command最小设定尺寸mm0.005Max. command最大设定尺寸mm±999.995﹡The content of this catalogue is subject to be changed by the factory.信息来源:东莞市拓普机械有限公司原文地址:/Product-20.html。
电火花穿孔机原理
首先,电火花是指在高电压的作用下,通过电极之间的放电形成的一
道弧光。
当两个电极之间的电压超过了材料的击穿电压时,会在两个电极
之间形成一个放电通道。
在通道中,电流通过电极间的等离子体体积导电,放出的热量会使材料烧蚀并形成穿孔。
其次,材料烧蚀是指在电火花放电的作用下,材料表面局部区域的温
度升高,达到热融化或气化的温度,进而使材料在通道区域被腐蚀或剥离。
在电火花放电过程中,热量集中在放电通道附近,通过高温使金属材料部
分热融化或气化,从而形成穿孔。
最后,电极磨损是指在电火花放电过程中,两个电极之间的物质被烧
蚀或破坏。
由于电流在电极-工件间通过产生等离子体,放电通道会使电
极产生电弧放电烧蚀,电极表面会发生烧痕和溶解,进而导致电极磨损。
为了减少电极磨损,通常采用电极内冷却和电极自动补偿装置。
综上所述,电火花穿孔机是通过电火花放电、材料烧蚀和电极磨损等
过程来实现金属材料的穿孔加工。
这种加工方法可用于加工各种难以加工
的硬度和厚度的金属材料,并且能够在材料表面形成高质量的穿孔孔径。
自制-- 电火花穿孔机
.pcb{margin-right:0}用坛子里“特种部队”的穿孔机电器套件做了一个电火花穿孔机,效果很好,“特种部队”做的东西非常好,人也很热情。
套件包括电源主板、机头调速板、LED板,其他东西要自己按照线路图找,机械部分见仁见智,靠个人发挥,下面是制作细节,老规矩上图。
零件集中。
机头底板
为确保进给稳定及垂直度,机头进给部分用直径8mm螺距2mm的滚珠丝杆和直线导轨制作,都是二手NSK的。
机头控制部分。
机箱面板
面板贴纸
机箱电气部分
机箱电气部分
机箱电气部分
机箱电气部分
组装完成
穿孔测试。
穿孔测试。
白钢条穿孔铸钢穿孔。
完成品。
完成品。