粉末等离子弧堆焊技术
- 格式:docx
- 大小:13.86 KB
- 文档页数:2
等离子粉末堆焊精密氩焊粉末堆焊1、数字型采用CPU处理器,输出准确精确控制。
采用优质的元件制造,性能可靠。
2、“单键飞梭“功能,一个数字按钮控制多个数字表,减少故障率,克服了电位器故障频繁的现象。
3、能量密度大,电弧方向性强。
融透性强。
可以产生稳定的小孔效应,通过小孔的效应可以获得良好的单面焊双面成型。
4、焊缝的质量对弧长的变化不敏感,这是由于等离子弧的形态接近圆柱形。
发散角很小(约5度)且挺直性好,弧度变化时加热斑点的面积影响很小,因此容易获得均匀的焊缝状态。
5、钨极缩在水冷喷嘴内部,不与工件接触,因此可以有效的避免焊缝金属的夹钨现象。
另外电弧的搅动性好,融池温度高,有利于融池内气体的释放。
6、等离子电弧由于压缩效应及热电离度较高,电流较小时仍很稳定,焊接电流可以小到0、1A稳定燃烧,特别适合焊接微型精密零件。
通过电弧的压缩,导电弧柱集中为一条细线,电流小,电弧稳定,溶池小,热影响区很窄,电极和喷嘴的孔径细小,并使弧柱收缩的更细,同时也提高热效率。
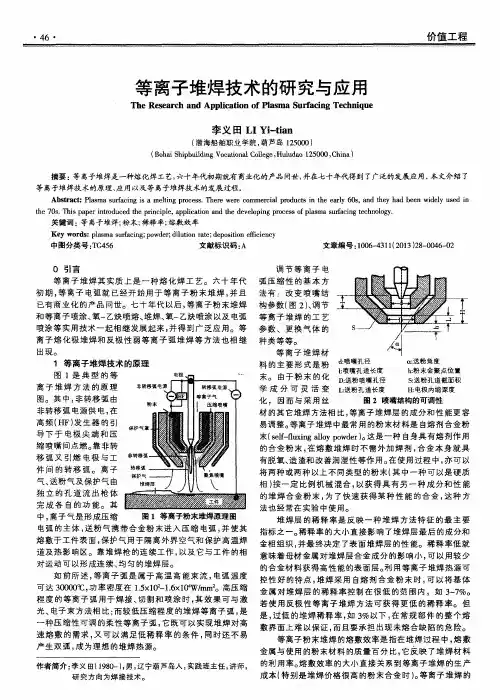
参数:型号DML-VO2B离子焊氩焊输入电源AC220V额定功率6KVA输出电流范围1-100A1-200A脉冲电流时间1-99ms1-999ms间隔时间0、1-2s0、1-2s重量100kg体积275x470x400mm基本原理:等离子粉末堆焊是以等离子弧作为热源,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、凝固,等离子束离开后自激冷却,形成一层高性能的合金层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。
等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。
1.等离子转移弧堆焊等离子转移弧堆焊硬面装置是利用电弧电离气体在压缩电弧区形成物质第四态“等离子体”作为热源(负极),合金粉末(堆焊材料)通过等离子弧区输送到工件(正极)表面建立熔池,并快速冷却形成金相组织均一与工件呈冶金结合的合金焊层的先进设备。
等离子转移弧堆焊的优点(1)弧柱区温度高,电流密度、堆焊线能量大;保证在高堆焊速度条件下,能形成与基体呈冶金结合,金相组织均一的焊层。
(2)热影响区小:基体材料机械强度损失少,对高合金基材,焊后残余应力和焊后开裂倾向小。
(3)焊层晶粒细化,呈树枝状:相同堆焊材料,PTA 工艺焊层耐磨性高。
(4)焊层稀释率低:焊层稀释率与氧-乙炔工艺相当,比惰性气体钨极焊TIG (GTA)要低,稀释率的高低对常温硬度、高温硬度和耐磨性都有显著影响。
(5)焊层平整,加工量小(省料、省工)(6)便于自动控制,适于大批量、多品种流水作业。
粉末等离子弧堆焊主要工艺指标(1)熔敷率:熔敷率是指单位试件内熔焊在工件上的合金粉末重量。
计量单位是:kg/h 或g/min 。
熔敷率越高则生产效率越高。
(2)粉末利用率:粉末利用率是指单位时间内,从焊枪送出的合金粉末量和熔敷金属重量之比,用百分数表示。
堆焊时,不可能使焊枪送出的合金粉末全部熔敷在工件上,部分粉末由于飞溅而未落入熔池,或以熔珠的形式而流失,并有少量粉末在堆焊过程中氧化,所以粉末利用率很难达到100%。
(3)冲淡率:冲淡率是指工件(基体金属)熔化后混入堆焊层,对堆焊合金的冲淡程度,即:冲淡率=焊层中基体金属总量/焊层合金总量,由于堆焊层成形较平整,熔深基本一致,因此,冲淡率还可以按下式表示:冲淡率~工件熔深/堆焊层厚度。
(4)堆焊层质量:堆焊层质量包括外观质量和内部质量。
外观质量指成形好坏,宏观上有无明显弧坑、缩孔、裂纹、缺肉等缺陷。
内部质量是指堆焊层内部有无气孔、夹渣、裂纹、未焊透等缺陷,微观组织结构的均匀性。
在冲淡率和堆焊质量符合要求的情况下,堆焊层的物理化学性能,如:硬度、耐磨性、耐蚀性、金相组织等主要取决于粉末合金材料的性能,而工艺规范的控制也会对焊层性能产生一定的影响。
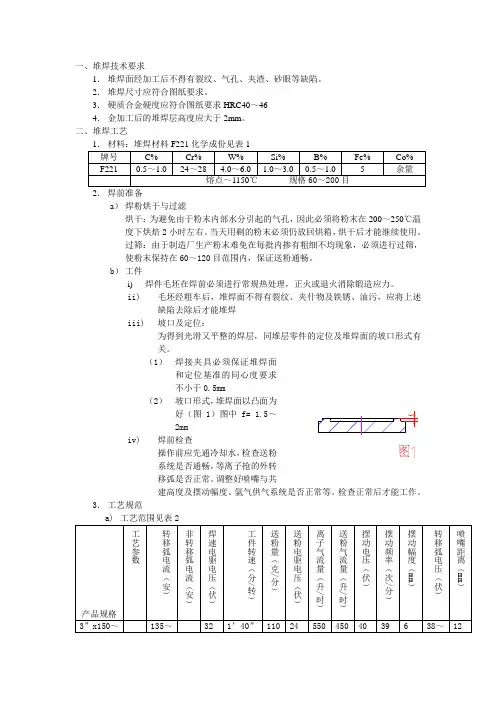
一、堆焊技术要求
1.堆焊面经加工后不得有裂纹、气孔、夹渣、砂眼等缺陷。
2.堆焊尺寸应符合图纸要求。
3.硬质合金硬度应符合图纸要求HRC40~46
4.金加工后的堆焊层高度应大于2mm。
二、堆焊工艺
2.焊前准备
a)焊粉烘干与过滤
烘干:为避免由于粉末内部水分引起的气孔,因此必须将粉末在200~250℃温
度下烘焙2小时左右。
当天用剩的粉末必须仍放回烘箱,烘干后才能继续使用。
过筛:由于制造厂生产粉末难免在每批内掺有粗细不均现象,必须进行过筛,
使粉末保持在60~120目范围内,保证送粉通畅。
b)工件
i) 焊件毛坯在焊前必须进行常规热处理,正火或退火消除锻造应力。
ii)毛坯经粗车后,堆焊面不得有裂纹、夹什物及铁锈、油污,应将上述缺陷去除后才能堆焊
四、注意事项:
1.对每批号的粉末在开始投产前必须检查其化学成份和硬度合格后,才能投入生产。
2.焊前必须根据工艺对零件进行检查,若发现零件堆焊面发现裂纹、夹什物等缺陷,不能施焊。
3.起弧和收弧是硬质合金等离子粉末堆焊焊接过程中的重要环节,对电流、送粉等衰减部分的电器,必须经常保养、维修,发现问题应及时与有关部门反映,联系。
五、检验:
1.凡经过等离子粉末堆焊的零件,在精车后都要进行着色探伤检查,检查合格后才能转入磨制加工。
2.对阀座密封面硬度要求100%合格,故必须进行硬度检验。
零件的检验数作如下规定,可抽检零件数20%,若在抽检数中发现有一只零件不合格时,应作100%检验。
3.对在检查时发现的密封面缺陷,,允许将缺陷清除干净后,用估计硬质合金气焊丝,以气焊方式进行补焊。
等离子堆焊镍基合金粉1. 引言等离子堆焊是一种常用的金属焊接技术,可以在高温下将金属粉末熔化并沉积在基材上,形成涂层或修复受损部件。
镍基合金粉是一种常用的堆焊材料,具有优异的耐热、耐腐蚀和高强度等特点。
本文将介绍等离子堆焊镍基合金粉的相关知识。
2. 镍基合金粉的特点镍基合金粉是由镍和其他合金元素组成的微细粉末,具有以下特点: - 耐热性:镍基合金粉具有优异的耐高温性能,能够在高温环境下保持较好的力学性能和化学稳定性。
- 耐腐蚀性:镍基合金粉对酸、碱、盐等腐蚀介质具有较好的耐蚀性,可以在恶劣的腐蚀环境中使用。
- 高强度:镍基合金粉具有较高的强度和硬度,能够在高应力条件下工作,不易变形和磨损。
- 良好的可塑性:镍基合金粉可以通过堆焊等加工工艺进行成型,适用于各种形状和尺寸的部件。
3. 等离子堆焊工艺等离子堆焊是一种热源焊接方法,通过利用等离子体产生的高温熔化金属粉末,并将其沉积在基材上。
该工艺包括以下步骤: 1. 准备工作:选择合适的镍基合金粉和基材,对基材进行清洁和表面处理,以提高涂层与基材的结合强度。
2. 等离子体产生:通过高频电源产生等离子体,将金属粉末加热到高温状态。
3. 粉末熔化:等离子体的高温能量使金属粉末熔化,形成熔池。
4. 沉积涂层:将熔化的金属粉末沉积在基材上,形成涂层或修复部件。
5. 冷却固化:等离子堆焊后的涂层或修复部件进行冷却,固化成为坚固的结构。
4. 等离子堆焊镍基合金粉的应用等离子堆焊镍基合金粉在各个领域都有广泛的应用,主要包括以下方面: - 航空航天领域:镍基合金粉可用于制造航空发动机部件、燃气涡轮叶片等高温耐磨件。
- 化工领域:镍基合金粉可用于制造化工设备、催化剂等耐腐蚀部件。
- 石油领域:镍基合金粉可用于制造油井套管、管道等耐腐蚀部件。
- 电子领域:镍基合金粉可用于制造电子元器件、电池等高温耐磨部件。
5. 镍基合金粉的选择与性能评估在选择镍基合金粉时,需要考虑以下因素: - 温度要求:根据使用环境的温度要求选择合适的镍基合金粉,以保证涂层在高温下具有良好的性能。
有色金属材料与工程第42卷第1期NONFERROUS METAL MATERIALS AND ENGINEERING Vol.42No.12021文章编号:2096-2983(2021)01-0031-08DOI:10.13258/ki.nmme.2021.01.005316H不锈钢表面等离子粉末堆焊Tribaloy®T400涂层的性能研究任森1,2,叶祥熙2,3,蒋力2,3,梁建平2,3,李志军2,3,陈泽中二戴志敏2,3(1.上海理工大学材料科学与工程学院,上海200093; 2.中国科学院上海应用物理研究所,上海201800;3.中国科学院洁净能源创新研究院,大连116023)摘要:采用等离子粉末堆焊工艺在316H不锈钢表面堆焊Tribaloy®T400(T400)合金涂层,研究焊接时不同焊接热输入对堆焊件表面形貌、成分、维氏硬度、摩擦因数以及磨损质量的影响。
结果表明:当焊接热输入为840J/mm时,堆焊件表面没有明显的缺陷,维氏硬度以及耐磨性能达到最佳,且Cr元素含量最低;对316H不锈钢和堆焊件的磨损机制进行研究发现,316H不锈钢的磨损机制主要为剥层磨损,伴随有少量氧化磨损,堆焊件的磨损机制主要为磨粒磨损,伴随有黏着磨损。
对焊接热输入为840J/mm的堆焊件在700°C的环境中进行时效实验,堆焊件的维氏硬度随着时效时间的延长而增大,堆焊件经1000h时效后,维氏硬度由原来的528增加到602,堆焊层具有较高的高温力学稳定性。
关键词:等离子粉末堆焊;焊接热输入;维氏硬度;高温时效;摩擦磨损中图分类号:TG455文献标志码:AStudy on the Properties of Tribaloy®T400Coating on316H Stainless Steel Surface by Plasma Powder Welding REN Sen",YE Xiangxi2,3,JIANG Li",LIANG Jianping2,3,LI Zhijun2,3,CHEN Zezhong1,DAI Zhimin2,3(1.School of Materials Science and Engineering,University of Shanghai for Science and Technology,Shanghai200093,China;2.Shanghai Institute of Applied Physics,Chinese Academy of Sciences,Shanghai201800,China;3.Dalian National Laboratory for Clean Energy,Dalian116023,China)Abstract:Tribaloy®T400(T400)alloy coating were prepared by plasma powder welding method onthe316H stainless steel surface.The effects of different welding heat inputs on the surface morphology, composition,Vichers hardness,friction coefficient,and wear mass loss of the cladding specimens were studied.The results show that when the welding heat-input is840J/mm,there is no visible defect on the surface of the cladding specimens,the Vichers hardness and wear resistance are the best,and the Cr content is the lowest.The wear mechanism of316H stainless steel is mainly delamination wear,收稿日期:2020—06—01基金项目:中科院A类战略性先导科技专项“变革性洁净能源关键技术与示范”资助项目(XDA21080100);国家重点研发计划项目(2016YFB0700404);宁波市“创新2025”重大专项(2019B10084);中国科学院青年创新促进会基金项目(2020260);上海市基金面上项目(19ZR1468200和18ZR1448000)作者简介:任森(1991—),男,硕士研究生,研究方向:316H不锈钢的表面改性。

1.目的规定等离子弧焊的焊接工艺及焊接操作技术要求,2.范围适用于低碳钢、低合金钢、不锈钢、银及银基合金、钛及钛合金、铜及铜合金的等离子弧焊。
工艺文件如无特殊要求,可按本守则规定进行焊接,有特殊要求时按工艺文件的要求施焊。
3.等离子弧焊设备等离子弧所采用的电源,大多数为具有陡降外特性的直流电源(如弧焊发电机、硅弧焊整流器)。
根据工艺或材料焊接的需要,有的要求有垂直下降外特性的直流电源微弧等离子焊接:有的则需要交流电源(等离子粉末堆焊-喷焊:用微弧等离子焊接铝及铝合金)。
常用国产等离子弧焊设备有:等离子弧焊机LH-300,自动等离子弧焊机LH-300,微束等离子弧焊机LHT6、LH-63,自动微束等离子弧焊机LH5-16,脉冲微束等离子弧焊机LH8T6、LHZ-300o4.焊接材料4.1根据焊件材质及工艺文件正确选用焊丝牌号,焊丝必须符合国家标准。
4.2等离子弧常用的工作气体是氮、氮、氢以及它们的混合气体。
用的最广泛的氮气,其纯度应不低于99.5%;氯气在焊接化学活泼必性较强的金属时是良好的保护介质,一般要求纯度在95%以上;氢气具有最大的热传递能力,在工作气体中混入氢,会明显地提高等离子弧的热功率,但氢是一种可燃性气体,与空气混合后易燃或爆炸,故不单独使用,多与其它气体混合使用。
4.3等离子弧电极材料是含少量⅛t(2%以内)的鸨极或许极。
5.焊接等离子弧焊接按焊缝成形机理,可分为:5.1大电流等离子弧焊接大电流等离子弧焊接分穿透型和熔透型两种方法。
5.1.1穿透型等离子弧焊它是以电弧在熔池前穿透工件形成小孔后形成焊道的一种焊接方法。
又称穿称焊或锁孔焊。
在焊接厚度大于ZOmm以上的奥氏体型不锈钢焊件时,利用高温等离子弧将焊件待焊处加热窝经至烧穿,如果焊接规范参数调节适当,可以穿透工件形成小孔。
此小孔面积较,熔化金属靠表面张力托往而不至于从小孔中跌落,这就是等离子弧焊接小孔效应。
在焊接厚为5.2~8.0mm的奥氏体型不锈钢时,可以不开坡口,不留间隙或留间隙小于0∙5mm,依靠小孔效应实现单焊双面成形。
等离子粉末熔覆堆焊操作流程及故障检修一、操作流程1、装粉:把送粉器上盖拧开,粉用小漏斗倒入,然后把盖拧紧,不要漏气,注:粉末150目左右;2、水箱:水箱要加纯净水,水位高度距离上端3-5mm,少了再加,要经常检查;堆焊枪的两个水管接头要拧紧,不要漏水,也要保证两个水管的水循环正常,水管不能折叠,水箱没开或水管水循环不好会烧铜嘴,应特别注意;3、调枪:调枪的重点是钨针,钨针的针尖要尽量居中(磨钨针的时候要注意),这样不会偏弧;装枪时钨针的针尖距离铜嘴内壁0.5-1mm,这样起弧好,装卸钨针时要注意钨针上的钨极夹不要弄丢,焊枪的长帽要拧紧。
更换铜嘴时要注意,换铜嘴时注意枪内有白色的居中换(陶瓷的)不要掉下踩碎,上铜嘴时铜嘴一定要拧紧,铜嘴拧不紧会很快烧坏,特别注意;换好铜嘴后,要把白色垫片和白色陶瓷保护罩装好拧紧,4、调气体:气体用氩气和氢氩混合气(氢5-10%,氩气95-90%),氩气用三通分开,一根接到主机电源后面上方的接口,一根接到控制器后面下方的接口;氢氩混合气是一根管,接到主机电源后面下方的接口,接气管时要保证接口的气密性,如气密性不好,可加密封带;堆焊时氩气流量调到一个格,混合气调到一个格(这一个格是指在维弧已启动,再踩脚踏开关时两个钢瓶上流量表内小球所上升的位置);如无氢氩混合气可用氩气代替,在使用时要相应加大气体的流量和相应加大电流,这样才能保证熔覆的好。
5、调焊机:把焊机后面的空开打开,按功能键,调到离子焊的显示灯亮,间隔时间显示CC状态,调解旋钮把电流调到相应的数值(一般65A左右);焊机正面的气体流量计一般调到10左右(调这个气体流量时,一定要把维弧打开,即维弧显示灯要亮,按维弧按钮就可以打开维弧);堆焊枪的另两个接头主弧(大的)和维弧(小的)要和焊机的接头接好,不要漏气;脚踏开关要接好;接地线要接好(接地线要夹到工件上,要夹好夹实),不要松动,以免烧坏。
6、调送粉:调送粉是调送粉控制器,把送粉器的电源开关打开,调解旋钮(一般调到25-35),送粉控制器上的气体流量计一般调到25以上(调这个流量计时要按送粉按钮,红色表示停止送粉,绿色表示送粉);送粉器下的送粉管要和堆焊枪上的细的送粉管接好,不要漏粉漏气。
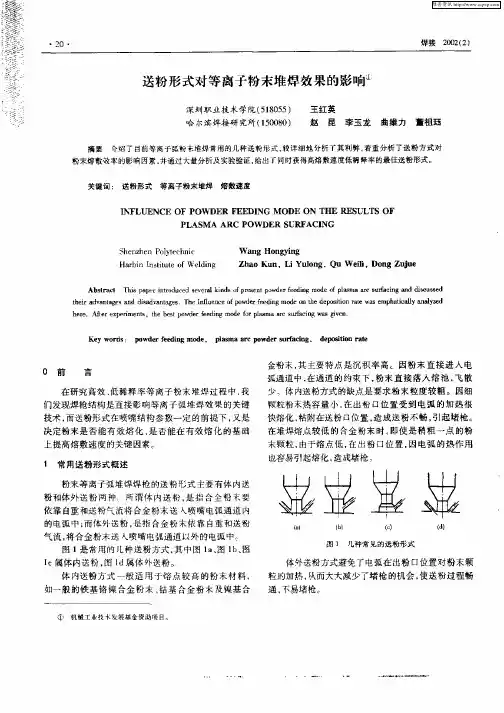
等离子焊接与堆焊工艺关键词:等离子焊机、耐磨板堆焊机、堆焊机、多功能等离子焊接机、阀门堆焊设备、等离子焊机、磨具修复机、等离子粉末熔覆堆焊,等离子粉末堆焊机、等离子耐磨片粉末等离子弧堆焊技术1.原理与特点1.1原理粉末等离子弧堆焊(亦称等离子喷焊,国外称为pta工艺),是采用氩气等离子弧作高温热源,采用合金粉末作填充金属的一种表面熔敷(堆焊)合金的工艺方法。
粉末等离子弧堆焊的基本过程,利用等离子弧焊枪(或称喷枪,等离子弧发生器),在阴极和水冷紫铜喷嘴之间,或阴极和工件之间,使气体电离形成电弧,此电弧通过孔径较小的喷嘴孔道,弧柱的直径受到限制,在压缩孔道冷气壁的作用下,产生热收缩效应、机械压缩效应、自磁压缩效应,使弧柱受到强行压缩,这种电弧为“压缩电弧”,称为等离子弧。
电弧被压缩后,和自由电弧相比会产生很大的变化,突出的是弧柱直径变细,促使弧柱电流密度显著提高,气体电离很充分,因而电弧具有温度高、能量集中、电弧稳定、可控性好等特点。
等离子弧焊枪产生的等离子弧分非转移型弧(阴极与喷嘴间建立的电弧)和转移型弧(阴极与工件间建立的电弧)。
等离子弧堆焊的主要热源是转移型等离子弧。
在采用联合弧堆焊时,一般采用两台独立的直流弧焊机作电源,分别供给非转移弧(简称“非弧”)和转移弧(简称“转弧”)。
两个电源的负极并联在一起,通过水电缆接至焊枪的钨电级(阴极)。
非弧电源的正极通过水电缆接至焊枪的喷嘴。
转弧电源的正极接至工件。
循环冷却水通过水电缆引至焊枪,冷却喷嘴和电极。
氩气通过电磁气阀和流量调节器进入焊枪。
非弧电源接通后,借助在电极和喷嘴之间产生的高频火花引燃非转移弧。
转弧电源接通后,借助非弧在钨极和工件间造成的导电通道,引燃转弧。
转弧引燃后,可保留或切断非弧,主要利用转弧的热量在工件表面产生熔池和熔化合金粉末。
合金粉末按需要量连续供给,借助送粉气流送入焊枪,并吹入电弧中。
粉末在弧柱中被预先加热,呈熔化或半熔化状态落入熔池,在熔池里充分熔化,并排出气体和浮出熔渣。
等离子粉末堆焊简介等离子粉末堆焊是一种高新技术表面修复工艺,通过利用等离子场中的高温等离子体束流对粉末材料进行加热熔融,然后瞬间凝固形成新的表面层,从而达到修复和加固材料表面的目的。
工艺原理等离子粉末堆焊的工艺原理建立在等离子体的基础上。
等离子体是由高温离子和自由电子组成的高度电离的气体状态。
在等离子体喷涂过程中,粉末材料首先被喷涂到待修复的基材表面上,然后通过等离子场的高温等离子体束流对粉末进行加热熔融,形成液态金属粒子,最后液态金属粒子迅速凝固形成新的表面层。
应用领域等离子粉末堆焊技术在航空航天、汽车制造、电子设备、石油化工等领域得到广泛应用。
在航空航天领域,等离子粉末堆焊技术可以修复和修理飞机发动机叶片、涡轮叶片等重要部件,提高其使用寿命和性能。
在汽车制造领域,等离子粉末堆焊技术可以修复汽车发动机缸盖、凸轮轴等部件,提高汽车零部件的耐磨性和耐腐蚀性。
优势和局限等离子粉末堆焊技术具有操作简单、效率高、成本低的优势,可以实现复杂表面的修复和加固。
然而,由于等离子粉末堆焊技术对设备和操作人员要求较高,所以在应用过程中需要严格控制操作参数和工艺流程,以确保制造出的产品符合高质量的要求。
发展趋势随着科学技术的不断进步,等离子粉末堆焊技术在材料制备、表面修复等领域的应用范围将会不断扩大。
未来,等离子粉末堆焊技术有望实现与3D打印、激光熔覆等其他表面修复技术的整合,共同推动表面修复技术的发展。
结论综上所述,等离子粉末堆焊是一种高新技术表面修复工艺,具有广泛的应用前景和发展潜力。
通过不断的技术革新和工艺优化,等离子粉末堆焊技术将为现代制造业的发展带来更多的机遇和挑战。
等离子粉末堆焊与激光熔覆比较关键词:等离子焊机、耐磨板堆焊机、堆焊机、多功能等离子焊接机、阀门堆焊设备、等离子焊机、磨具修复机、等离子耐磨片等离子粉末堆焊与激光熔覆之比较一、激光熔覆特点1.技术特点激光熔覆最重要特点是热量集中,加热快冷却快热影响区小,特别对不同材质之间熔融有着其它热源无法比拟的特点,也正是这一特殊的加热和冷却过程,在熔铸区域产生的组织结构也不同于其它熔覆(喷焊·堆焊·普通焊接等)手段,甚至可以产生非晶态组织,特别是脉冲激光更为明显。
这就是所谓激光熔覆不变形无退火的原因。
但我以为这只是从工件整体宏观讲,而当你对熔覆层和热影响区进行微观分析时,你会看到另一种景象,这一点我将在后面讲到。
2.设备特点激光熔覆目前国内采用采用两种机型;CO2激光器,YAG激光器。
前者为连续输出,熔覆用机一般在3KW以上;YAG激光为脉冲输出,一般在600W左右。
对于设备,一般使用者很难吃透,严重依赖生产方的服务,购买价格昂贵,维护成本、零部件价格很高,再加上设备稳定性和耐受性与国外比较普遍都有差距。
因此激光熔覆机一般用在特殊领域,普通工业制造、维修领域难有效益。
3.工艺特点第一前期处理:激光熔覆一般只需将工件打磨干净,除油,除锈,去疲劳层等,比较简单。
第二送粉:CO2激光器功率较大,一般用氩气送粉;YAG激光功率小,一般用自然落粉的方式。
这两种方式在熔覆时都基本在水平位置形成熔池,倾斜稍大粉末便不能正常送达,激光的使用范围受到限制,特别是YAG激光器。
第三从熔池形成的状态看:由于激光的控制精度高,输出功率恒定,且没有电弧接触,所以熔池大小深度一致性好。
第四加热快冷却快:影响金属相形成的均匀度,也对排气浮渣不利,这也是造成激光熔覆形成气孔,硬度不均的重要原因,特别是YAG激光倾向更严重。
第五材料选择:由于不同材料对不同波长激光的吸收能力不同,造成激光熔覆材料选择限制较大,激光更适于镍基自熔性合金等一些材料,对碳化物,氧化物的熔覆更困难一些。
粉末等离子弧堆焊技术
1. 产生背景
粉末等离子弧堆焊技术是现代工业生产中能适应各种高合金高性能材料堆焊要求的一种焊接方法,而且稀释率可控制在5%~15%之间。
但如果使用常规的粉末等离子孤堆焊技术,希望得到小于5%稀释率时,所能获得的熔敷速度均在6kg /h以下。
随着现代工业的发展,特别是对大面积高性能耐磨堆焊的需求,国内外开展了先进的高效,低稀释率粉末等离子弧堆焊技术研究。
70年代美国曾研究了“高能等离子孤堆焊技术”,其功率达80kW,后捷克又发展了一种液稳等离子孤堆焊设备,熔敷速度达56kg/h。
但稀释率仍在20%以上,90年代德国成功地研制了熔敷速度高达70kg/h稀释率能控制在10%以下的粉末等离子孤堆焊技术;国内90年代中也开始研究该技术,并已取得熔敷速度达15kg/h,稀释率能控制在l%以下的可喜成果。
2. 技术内容和技术关键
传统的粉末等离子孤堆焊技术没能很好地解决熔敷速度和稀释率之间的矛盾,主要由于:第一,对焊接过程熔化粉末和母材的能量来源只注意来自电弧的热能,对其他形式的能量,如粉末飞行的动能注意不够。
其次,以往偏重研究能量的来源而忽视对能量消耗的研究。
国内最近通过对等离子弧的压缩特性、焰流特性及粉末在等离子孤束中的运动和加热规律的研究了解了喷嘴直径、粉末会交点到工件的距离等因素对粉末飞行速度和粉末吸收热量的影响规律(见图1,图2),在此基础上得出了高效低稀释率粉末等离子弧堆焊技术与常规粉末等离子孤堆焊技术的不同点,即它的关键技术参数是:焊枪喷嘴的压缩孔径D和粉末会交点到工件的距离L。
传统的粉末等离子弧堆焊技术为了获得小的稀释率,往往采用喷嘴内径较大,甚至接近自由电弧的直径(4.0~8.0mm),压缩比较小(0.8~0.14)的弱压缩等离子弧。
但如果考虑粉末飞行速度对结合效果的影响,则当粉末具有较高的速度和动能时,母材只须一微层处于熔化状态(即“发汗”状态),以高速飞行的粉末打到母材上,会产生良好的结合,此时母材的稀释率极低。
从图1可见,为了获得高的粉末飞行速度,希望采用小的喷嘴直径和大的粉末会交点到工件的距离。
另外,从图2可看出,为了减小熔化单位重量粉末所消耗的热量,以达到在相同电流条件下,可加大送粉量,从而提高熔敷速度的目的可以有二条途径:采用小的吸嘴压如孔径,低的粉末会交点;或大的压缩孔径,高的粉末会交点。
但后—种途径由于喷嘴孔径过大,等离子弧的温度,热量将减小,等离子弧发散,能量不集中,无法满足熔化大量粉末的需要。
因此当电流即热输入固定的前提下,取小压缩孔径和适中的粉末会交点为宜。
当然压缩孔径也不能过小,不然极易引起双弧,目前推荐D在2.0~4.0mm之间为宜。
粉末会交点到工件距离也不能过大,否则不利电弧的稳定燃烧,更严重时会产生未熔合或焊道中部分粉末未熔化等现象。
推荐L取10~20mm为宜。
其次,在焊枪的设计上还需注意阴极和喷嘴有良好的同心度,枪体无漏水现象,易损件使用寿命长,能长时间稳定工作等问题。
同时还需配备有足够大送粉量的送粉系统。
再配以合理的堆焊规范参数,可实现优质、高效、低稀释率的目的。
3.优缺点及应用范围
高效低稀释率粉末等离子弧堆焊技术与常规粉末等离子弧堆焊技术相比,在相同
的焊接电流下,它具有低的稀释率的同时,具有比常规方法高2~5倍的熔敷速度(见表1),而且最大堆焊高度可达6~8mm,较易实现一次堆焊成功,减少堆焊层数量,降低产生缺陷的可能性
目前,该技术在国外已用于生产,如德国已将熔敷速度20kg/h,稀释率<2%的技术成功地用于汽车、化工、煤炭、核电等领域,尤其在大面积堆焊中更具特色。
熔敷速度30kg/h,稀释率<2%的技术也已成熟。
国内该技术已研究达到熔救速度15kg/h,稀释率<1%,目前正在向更高的熔敷速度和生产应用方向努力。