龙门刨床改造
- 格式:pdf
- 大小:208.61 KB
- 文档页数:3
龙门刨床电气控制部分改造郭显智【期刊名称】《金属加工:冷加工》【年(卷),期】2010(000)003【总页数】2页(P62-63)【作者】郭显智【作者单位】黄河水利委员会黄河机械厂,河南郑州,450006【正文语种】中文我公司有台HA2020A龙门刨床是20世纪70年代的产品,由床身、工作台、立柱、横梁、垂直刀架及侧刀架等机械部分和电动机、发电机、直流电动机以及电器控制柜等电气部分组成,主要承担大型结构件、箱体等重要零件的加工。
由于使用年限长,电气部分经常出现故障,电气元件根本买不到配件,严重影响到我公司的生产,所以我们对其电气部分进行改造。
1.经常出现的故障点由于该机型产于20世纪70年代,机械部分至今还比较可靠,但电气部分由于采用了交流电动机驱动直流发电机,再由直流发电机驱动直流电动机,利用直流电动机放大机进行控制的方式来驱动,功耗较大;且部分电器采用分离元件,可靠性差,故障率较高;另外,该控制系统由于调速范围较窄,因而不能完全发挥该设备的效率,在工作台的运行速度以及控制精度上都受到局限,无法进行提高。
主要故障点有:①电气元件经过近30年的使用,相当部分出现老化,经常出现接触不好、元件损坏等故障。
②控制调整用行程开关,经常损坏,平时每星期都要更换。
③由于电气元件的老化使控制进刀不均匀,有时大有时小。
④回程振动很大,将会加速其他机件的损坏。
⑤减速箱经常损坏,维修周期长。
2.在维修中容易出现的问题(1)使用中由于采用行程开关进行行程控制,调整非常困难。
每上一个工件,行程控制调整就需要一两个小时,若同时调整中稍有差别就有可能造成减速机或其他部件损坏。
(2)由于机身以及电控柜上的许多电气元件损坏后,因型号已淘汰无法购买,造成生产停工,在万般无奈的情况下,维修电工只能进行临时修改代用,严重影响了生产。
(3)减速机由于回程振动较大,经常损坏,而且维修时间较长。
该减速机由于型号较老,许多配件只能靠外协加工获得,曾经出现过一台变速箱维修时间超过半个月的现象。
通过对B2012A型国产龙门刨床进行PLC改造,以及变频技术的改造以适应现代化的生产要求,改造中涉及PLC的技术应用,变频技术的应用从而使龙门刨床适应现阶段的生产需要,改造中涉及电机的速度的平滑性,电机的正反转龙门刨床的基本结构,以及龙门刨床的总体性能基本要求:1. 改造后的龙门刨床应能正确执行操作步骤进行工件加工。
2. 工作台能实现自动循环工作和点动,可实时精确调节工作台速度,平稳换向,并有自动和点动工作时的极限保护.3.垂直刀架可方便地在水平和垂直两个方向快速移动和进刀, 并能进行快速移动和自动进给的切换.左右侧刀架可在上、下方向快速移动和进刀,能进行快移/自动切换.并有左右侧刀架限位开关,防止其向上移动时与横梁碰撞.4.横梁可方便地上下移动和夹紧放松,加紧程度可调;横梁下降时有回升延时,延时时间可调.5.改造后用的变频技术,应有较好对手滑行和广泛的调速空间。
6.改造后的刨床应能达到价格低廉和应用广泛。
7.改变中不能改变其基本的操作步骤,不能改变龙门刨床的设计要求。
8.通过改造进一步熟悉和掌握各种刨床的改造工艺和改造过程及改造的注意事项。
主要参考资料:1田春霞数控加工工艺机械工业出版社2于立彪, 郑慕侨, 张英负重轮多体接触问题有限元分析北京理工大学学报3胡学林。
电气控制与plc。
冶金工业出版社4林奕鸿。
机床数控技术及应用。
机械工业出版社5卓迪仕。
数控技术及应用。
国防工业出版社6原魁。
变频器基础及应用。
冶金工业出版社7钟肇新。
可编程控制器原理及应用。
华南理工大学出版社完成期限:2012-6-5指导教师签名:课程负责人签名:2012年 6 月 5 日郑州华信学院课程设计说明书题目:龙门刨床PLC、变频器控制系统改造姓名:苏如如院(系):机电工程学院专业班级: 09电气工程一班学号: 0902120137指导教师:成绩:时间:年月日至年月日目录1.龙门刨床的运动形式及技术改造 (2)1.1龙门刨床的结构及运动形式 (2)1.1.1结构及特点 (2)1.1.2运动形式 (3)1.2龙门刨床电气控制的目的及意义 (5)1.3龙门刨床电气控制改造的总体要求 (6)1.4龙门刨床电气控制改造方案 (6)2.工作台变频调速及PLC控制 (7)2.1工作台运动及调速要求 (7)2.2工作台调速方案 (7)2.3入输出的确定 (8)2.4工作台电气控制接线图电机设置 (9)3.刀架变频调速及PLC控制 (14)3.1刀架运动及调速要求 (14)3.2刀架调速方案 (15)3.3刀架输入输出分配 (16)3.4 刀架电气控制接线图 (17)4.龙门刨床的横梁、磨头及其他辅助设备 (22)4.1龙门刨床的横梁控制 (22)4.2横梁的输入输出分配 (23)4.3横梁运动形式梯形图 (24)4.3龙门刨床的磨头控制 (25)5.变频技术和PLC在龙门刨床中的应用 (28)5.1变频技术的选型和电机及其他辅助设备的选择和设定 (28)5.2 PLC的选择及应用 (28)5.2.1PLC容量的选择 (28)5.2.2 PLC未来发展前景及改造后的总体样本图 (29)6.B2012A型龙门刨床的改造。
B/16龙门刨床改造方案B/16机床为济南二机七十年代生产龙门刨床, 电气拖动采取G-M 拖动系统, 设备使用时间长, 磨损严重, 精度非常差; 在使用过程中能耗高, 噪音大, 效率低, 且F-D 拖动系统现已淘汰。
现针对该设备现实状况拟改为刨铣两用机床, 并对设备机械进行检修, 对电气系统进行更新换代及PLC改造, 具体改造方案以下:一、机械检修1 拆除横向进给箱。
2 拆检垂直刀架传动机构清洗、换油。
3 拆检侧刀架传动机构, 清洗、换油。
4 疏通、清洗、调整工作台及变速箱润滑油路, 使整个润滑系统工作稳定、可靠, 润滑到位, 出油量满足要求。
5 检修过程中更换失效元件, 更换全部密封件, 并恢复其原有功效二、机械改造方案一(刨改铣):1、去掉机床工作台移动主电机, 保留原有刨床减速箱, 并新增加一套行星减速机, 减速比1: 10, 增加一套全数字安川交流伺服电机7.5KW, 用于工作台铣削加工, 调速范围在10~mm/分。
2、去掉机床上左右侧刀架及横梁上两个立刀架, 增加济南产一套立铣头及左右两套侧铣头, 铣削功率为7.5KW, 变频调速, 将机床改造成既能平面铣削又能侧面铣削铣床;3、去掉横向刨削减速箱, 增加一套铣削专用减速箱, 6级机械手动调速, 调速范围40~1600mm/分;方案二(刨改刨铣):1、保留机床工作台移动主电机, 去掉原有刨床减速箱, 并新增加一套刨、铣两用减速箱, 用于工作台刨、铣加工, 刨削保持原有速度不变, 铣削调速范围在10~mm/分。
2、去掉机床上左右侧刀架及横梁上一个立刀架, 保留一个立刀架, 增加济南产一套立铣头及左右两套侧铣头, 铣削功率为7.5KW, 变频调速, 将机床改造成既能刨削, 又能平面铣削及侧面铣削刨铣床;3、去掉横向刨削减速箱, 增加一套铣削专用减速箱, 6级机械手动调速, 调速范围40~1600mm/分;三、电气改造方案一(刨改铣):1、原电气拖动采取F-D 拖动系统, 该系统能耗高, 噪音大, 现已淘汰。
摘要龙门刨床是一种用于加工大型、狭长机械零件的大型加工设备。
刨台在刨削过程中不断地作往复运动每往复一次即为一个周期。
在这一个周期内,刨台的速度是变化的。
在刨刀初接触工件时,要低速,防止刀具崩坏;切削段的速度是操作者选定的切削速度;返回段属于空行程,为了提高工作效率,返回速度尽可能高一点;返回结束前,为了减少冲力,又应将速度降至零后转向进入下一周期。
往复运动的速度变化,由刨台下面的无触点接近开关控制。
辅助部分包括润滑泵、横梁升降、抬刀与进刀、左右刀架、垂直刀架控制回路等。
其电气控制系统主要用于控制工作台按要求速度自动往复循环运动,刀架进刀、退刀、横梁升降以及他们之间的连锁控制。
传统龙门刨床的控制系统通常为继电一接触器控制,该系统连线复杂,体积大,自动化水平低。
因而造成了使用企业的生产率低下,效益差。
现采用PLC改造B2012A系列龙门刨床的电控系统,取得了较好的效果。
ABSTRACTDouble housing planer is a kind of long and narrow mechanical parts used for machining large, large processing equipment. Planer constantly in the process of planing for reciprocating shipment move every reciprocating is a cycle. In this period, the speed of the planer is changing. At the beginning of the cutter contact workpiece, low speed, prevent tool collapse; The operator selected cutting speed isthe speed of the cutting section; Return period belongs to air travel, in order to improve the work efficiency, higher return rate as far as possible; Return before the end, in order to reduce impact, and speed should be reduced to zero after turning into the next cycle. Reciprocating motion velocity changes, the stage by the plane the non-contact proximity switch control. Auxiliary parts including lubrication pump, beam lifting, carrying a knife and feed, left and right tool carrier, rail head control circuit, etc.Its electric control system is mainly used to control the workbench speed automatic reciprocating cycle movement, according to the requirement, recede cutter, tool rest feed beam hoist and chain control between them. The traditional control system of double housing planer is usually a relay contactor control, the system of attachment is complex, large volume, low automation level. Low productivity, and thus caused the use the enterprise benefit. We use PLC series of B2012A gantry planer transformation of the electric control system, good results have been achieved.关键字:龙门刨床控制PLC控制电器控制变频调速目录摘要........................................................................................................................... 第一章绪论...................................................................................................... - 1 -1.1 绪论..................................................................................................... - 1 -1.2本文研究的目的及意义...................................................................... - 3 - 第二章龙门刨床简介.................................................................................... - 5 -2.1 龙门刨床简介..................................................................................... - 5 -2.2 龙门刨床基本结构与运动情况......................................................... - 6 -2.2.1主电路组成............................................................................... - 6 -2.2.2交流控制电路........................................................................... - 7 -2.2.3主拖动调速系统工作原理..................................................... - 13 -2.2.4主拖动的电气控制电路......................................................... - 16 - 第三章龙门刨床改造方案............................................................................ - 20 -3.1龙门刨床对控制系统的要求............................................................ - 20 -3.1.1 要求有宽广的调速范围........................................................ - 20 -3.1.2 电气控制电路能保证机床可靠地自动工作........................ - 21 -3.1.3工作台能够按照需要实现自动往返循环............................. - 21 -3.1.4 工作台速度调整,且无须停车............................................ - 21 -3.1.5 刀架能自动进给和快速移动................................................ - 21 -3.1.6系统的机械特性要有一定的硬度......................................... - 21 -3.1.7有必要的联锁保护................................................................. - 22 -3.2 元件清单........................................................................................... - 22 -3.3 I/O分配表.......................................................................................... - 23 - 第四章龙门刨床PLC控制系统改造........................................................... - 25 -4.1龙门刨床运动特点............................................................................ - 25 -4.2 PLC的类型的选定............................................................................ - 26 -4.2.1 PLC类型的选择..................................................................... - 26 -4.2.2 PLC型号的选定................................................................... - 27 -4.2.3西门子S7-200 PLC ................................................................ - 28 -5.1变频器型号的选定............................................................................ - 29 -5.2变频器的选型.................................................................................... - 30 -5.2.1SIMENS MICROMASTER简介............................................ - 30 -5.2.2 SIMENS MICROMASTER 420的特点................................ - 33 - 第五章程序调试............................................................................................ - 35 -5.1程序流程图........................................................................................ - 35 -5.2 PLC程序......................................................................................... - 35 - 附录................................................................................................................ - 44 -总结.................................................................................................................. - 47 - 答谢辞.............................................................................................................. - 48 - 参考文献.......................................................................................................... - 49 -第一章绪论1.1 绪论龙门刨床是机械工业的主要工作母机之一,在工业生产中占有重要的位置。
龙门刨改造方案龙门刨改造方案我公司可提供多种龙门刨改造方案并提供各种刨改铣以下方案可供用户参考:A 更换所有电器控制系统,采用SRD控制系统<电柜即直流拖动发电机构>性价比使用可靠投入较大受益较常.B 利用原有配电柜,拆除现有直流电机既发电机组.采用SRD控制系统,性价比节约电器柜成本对于老化电器以后故障多.C 采用变频调速技术使用交流电机拖动.次方案是轻型机皮带刨床的最家使用方案.改造后效率高投入较少可增加铣磨等进给功能.D 利用原有直流电机去掉发电机组.使用直流调速控制系统.使用于大型刨床改造.以下以SRD改造方案为例详细介绍了改造前后的优略国内各机加工企业有大量以直流机组为主拖动系统的设备,其中以龙门刨床为典型代表,多为二十世纪六、七十年代产品,使用至今,电气部分很多都处于严重老化的状态,主要的问题有:·系统耗能高,占地庞大,利用效率低。
·启动时冲击电流大,影响到同一电网中其他设备的正常运行。
·存在高噪声污染,对人身健康影响较大。
·电机磨损严重,高速重载时电刷上火花较大,需经常维护。
·电气柜以继电器控制为主,分立元件较多,电气线路复杂,故障频繁,维修工作量大。
·机械式行程开关,触点寿命有限,故障频繁。
上述问题已经严重影响到正常的加工生产。
对其进行现代化技术改造已经迫在眉睫,对于设备维护管理人员来说,面临的核心改造任务便是找出一种新型优质的调速装置来进行替换。
SRD控制系统·电机空载电流小,约为满载电流的1%。
·综合效率高,在转速转矩大范围变化时,均保持高效率运行,节能明显,同比原来机组节约电能在30%-70%。
·同比大大减小噪声,极大改善工作环境。
节能分析:以广州某厂B215刨床为例,采用55KW SRD系统改造前后节能对比,从数据看,比原机组节约电能为:[(18-4.5)]/18×100%=75%。

开关磁阻电动机调速系统在龙门刨床上的应用1 引言现有龙门刨床的电气控制系统主要包括工作台的主传动和进给机构的逻辑控制两大部分。
目前,国内龙门刨床主要采用的主传动系统有两种:一种是50年代的电机扩大机——发电机——电动机组(A——G——M)系统,第二种是70年代改型的晶闸管——电动机组(V——M)系统,这两种系统的逻辑控制普遍采用继电器控制,故障率高,低速时损耗大,功率因数低,并且对电网和机械的冲击很大,维修麻烦。
也有部分电机采用变频调速系统代原有的主传动系统,但由于变频器存在低速下性能不好的情况,因此也不能完全解决存在的问题。
因此需要采用一种新的动力系统来取代现有的龙门刨床的传动系统,以提升龙门刨床的性能。
随着电力电子技术和计算机、微电子技术的发展,一种新型的传动系统——开关磁阻电动机调速系统产生了,由于其具有独有的优秀性能,使得其可以代替龙门刨床原有的动力系统,结合可编程控制器(PLC)可以为龙门刨床提供一种新的、更好的控制系统。
使用这种控制系统,龙门刨床不仅克服了以上其它控制系统的缺点,还大为提高了控制精度和加工质量,节约了能源。
2 开关磁阻电动机调速系统简介开关磁阻电动机调速系统由电机及控制器两大部分组成,开关磁阻电机与传统电机差别很大,为双凸极结构,其定、转子均由普通硅钢片叠压而成,转子上既无绕组也无永磁体,定子齿极上绕有集中绕组。
控制器包括嵌入式微处理器、可编程逻辑器件、IGBT驱动电路、电力电子器件、软件及通信接口,完成电动机的驱动与控制。
如图1、图2所示。
电机装有位置传感器,位置信号反馈给控制器,控制器按程序数字化控制电机运转。
如图2所示,当绝缘栅双极晶体管(IGBT)S1、S2导通时,A相绕组从直流电源U吸收电能,而当S1、S2关断时,绕组电流经续流二极管D1、D2继续流通,并回馈给电源U。
因此,SRD的特点是具有再生作用,系统节电、效率高。
因此开关磁阻电动机调速系统可以数字化控制设备的工作执行机构,属于数控调速和数控伺服系统。
6m B201 6A龙门刨床工作台及横梁的改造摘要本文从不同角度分析了6m B201 6A龙门刨床工作台及横梁的改造技术,结合当前的实际情况提出了自己的解决方案,为龙门刨床的改造提供了广阔的途径。
关键词龙门刨床工作台;直流电动机;优化刨削性能当前,我国机械加工的实力比较强,拥有一大批具有自主产权的生产设备,龙门刨床作为机械加工的主要设备,已是所有机械加工领域不可或缺的产品,然而我国部分企业的机械设备都是20世纪中期的产品。
工作台拖动还是依靠交流电动机-直流发电动机-直流电动机这种老式的系统,电气控制相比落后,从而导致了效率低、耗能高,加上强大的噪声不但严重地污染车间的环境,同时也大大影响了工人们的工作效率和身心健康。
鉴于此,我们必须对所有的设备进行改造,为龙门刨床的改造提供可靠性发展前景。
1 优化龙门刨床刨削性能龙门刨床主在拖动过程中对电气的驱动有着特殊的要求,它的特点就是小精度差、快速平稳过渡、宽调速范围、大力矩低速切削等指标。
根据操作情况我们设计了如下图所示的拖动调速系统的负荷性质:图中n1为切削速度,Nm为最大切削力矩,Pm为最大切削功率,n2为最大转矩时的最高速度,在n2-n3范围内进行横功率调速,而在n1-n2范围内进行恒转矩调速。
基于以上分析,我们设计了以下4种改造方案,实施利用交流变频器调速、KBS-Ⅲ型晶闸管调速柜、数字直流调速器加PLC和数字直流调速器进行了试验。
实验表明,4种方案节能效果都比较明显,不过也存在一些细微上的差异。
如利用交流变频器调速方案要把直流电动机换成交流电动机不经济;KBS-Ⅲ型晶闸管调速柜方案属于早期产品,体积大,调速控制复杂,分立元件多,现已不宜推广;数字直流调速器方案调速系统改造升级,但是电控部分未改造,所以故障率还未降低;所以还是数字直流调速器加PLC的方案改造龙门刨床效果最好。
原刨床属于继电器组成的控制系统,所以元件数量比较多,出现故障的概率也就很高,对于这种情况,我们在电路图的设计上选用PLC作为核心,用PLC 直接控制调速装置,从而取得稳定性和可靠性的保障。
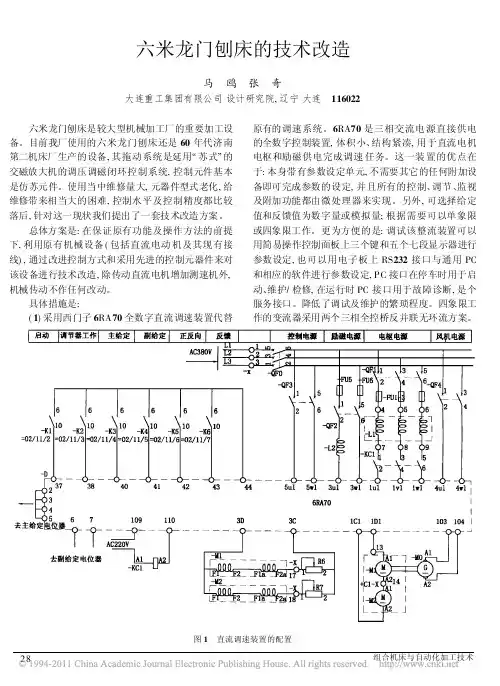
六米龙门刨床的技术改造马 鸥 张 奇大连重工集团有限公司设计研究院,辽宁大连 116022图1 直流调速装置的配置六米龙门刨床是较大型机械加工厂的重要加工设备。
目前我厂使用的六米龙门刨床还是60年代济南第二机床厂生产的设备,其拖动系统是延用 苏式 的交磁放大机的调压调磁闭环控制系统,控制元件基本是仿苏元件。
使用当中维修量大,元器件型式老化,给维修带来相当大的困难,控制水平及控制精度都比较落后,针对这一现状我们提出了一套技术改造方案。
总体方案是:在保证原有功能及操作方法的前提下,利用原有机械设备(包括直流电动机及其现有接线),通过改进控制方式和采用先进的控制元器件来对该设备进行技术改造,除传动直流电机增加测速机外,机械传动不作任何改动。
具体措施是:(1)采用西门子6RA 70全数字直流调速装置代替原有的调速系统。
6RA 70是三相交流电源直接供电的全数字控制装置,体积小、结构紧凑,用于直流电机电枢和励磁供电完成调速任务。
这一装置的优点在于:本身带有参数设定单元,不需要其它的任何附加设备即可完成参数的设定,并且所有的控制、调节、监视及附加功能都由微处理器来实现。
另外,可选择给定值和反馈值为数字量或模拟量;根据需要可以单象限或四象限工作。
更为方便的是:调试该整流装置可以用简易操作控制面板上三个键和五个七段显示器进行参数设定,也可以用电子板上RS 232接口与通用PC 和相应的软件进行参数设定,PC 接口在停车时用于启动、维护/检修,在运行时PC 接口用于故障诊断,是个服务接口。
降低了调试及维护的繁琐程度。
四象限工作的变流器采用两个三相全控桥反并联无环流方案。
28 组合机床与自动化加工技术图2 主、副给定电位器K 7 主给定继电器 K 8 主给定反向继电器 K 9 正向额定速度给定继电器K 10反向额定速度给定继电器图3 I/O 系统图励磁供电采用单象半控桥方案。
电枢和励磁前馈控制及电流控制的优化参数,如:电枢回路电阻、电枢回路电感、电枢电流调节器比例增益、电枢电流调节器积分作用时间、励磁电流调节器比例增益等自动地被设定。
目录1.龙门刨床运动形式及改造要求 (1)1.1龙门刨床结构及运动形式 (1)1.2龙门刨床电气控制改造目的及意义 (2)1.3龙门刨床电气控制改造总体要求 (3)1.4龙门刨床电气控制改造方案 (4)2.工作台变频调速及PLC控制 (5)2.1工作台运动及调速要求 (5)2.2工作台调速方案 (7)2.3工作台电气控制输入、输出确定 (7)2.4工作台电气控制接线图 (7)3.刀架变频调速及PLC控制 (8)3.1刀架运动及调速要求 (8)3.2刀架调速方案 (8)3.3刀架电气控制输入、输出确定 (9)3.4刀架电气控制接线图 (9)3.5刀架PLC电气控制程序 (10)4.横梁及辅助运动控制 (11)4.1横梁运动形式及拖动方式 (11)4.2油泵控制 (11)4.3铣磨头变频调速控制方案 (11)4.4横梁及其它辅助运动电气控制输入、输出确定 (11)4.5横梁及其它辅助运动PLC控制原理图 (12)4.6横梁及其它辅助运动控制程序 (13)4.7变频器设置 (13)5.课程设计总结 (14)5.1龙门刨床电气控制改造意义与可行性分析 (14)5.2龙门刨床电气控制改造效果和解决的主要问题 (14)5.3心得体会与建议 (15)5.4结束语 (15)1.龙门刨床运动形式及改造要求1.1龙门刨床结构及运动形式龙门刨床主要由七部分组成,如图1所示。
其中床身为箱体型零件,其上有V形导轨。
工作台安放在床身上,工作台下面有斜齿条与传动机构齿轮相啮合,可作往复运动。
横梁用于安装垂直刀架,刨削加工时严禁动作,只在工作台停止运动时才能移动,以调整刀架高度。
两个垂直刀架可沿横梁导轨在水平方向,或沿刀架本身的滑板导轨在垂直方向作快速移动或工作进给。
左右侧刀架及进给箱可沿立柱导轨上下快速移动或自动进给。
图1龙门刨床B2012A的组成:图2运动形式主要有工作台的往复运动,刀架的移动为进给运动。
横梁上的刀架,可在横梁导轨上作横向进给运动,以刨削工作的水平面;立柱上的侧刀架,可沿立柱导轨作垂直进给运动,以刨削垂直面。
目录目录_____________________________________________________________________ 0摘要 _________________________________________________________________________ 1前言 _________________________________________________________________________ 11龙门刨床的运动形式及改造要求_________________________________________________ 21.1龙门刨床结构及运动形式___________________________________________________________ 21.2龙门刨床电气控制改造目的及意义___________________________________________________ 21.3龙门刨床电气控制改造总体要求_____________________________________________________ 31.4龙门刨床电气控制改造方案_________________________________________________________ 52工作台变频调速及PLC控制____________________________________________________ 62.1工作台运动及调速要求_____________________________________________________________ 62.2工作台调速方案___________________________________________________________________ 72.3工作台电机变频器接线_____________________________________________________________ 92.4工作台变频器设置_________________________________________________________________ 93.刀架变频调速及PLC控制_____________________________________________________ 103.1刀架运动及调速要求______________________________________________________________ 103.2刀架调速方案____________________________________________________________________ 103.3刀架电机变频器接线及参数________________________________________________________ 114.横梁及辅助运动控制__________________________________________________________ 134.1横梁运动形式及拖动方式__________________________________________________________ 134.2油泵控制________________________________________________________________________ 134.3横梁及油泵电机接线图____________________________________________________________ 144.4铣磨头电机控制__________________________________________________________________ 144.5铣磨头电机变频器接线及参数______________________________________________________ 155.PLC程序及地址分配 _________________________________________________________ 165.1 PLC输入输出地址分配___________________________________________________________ 165.2PLC梯形图程序 __________________________________________________________________ 175.3PLC外接线示意图 ________________________________________________________________ 226.龙门刨床电气改造意义与效果__________________________________________________ 237.课程设计总结________________________________________________________________ 25摘要分析了龙门刨床的运动特点,利用PLC和变频技术对B2012A型龙门刨床进行自动化改造,以提高其加工效率和精度。
维修 改造 HD12 5龙门刨床的修理及电气改造浙江汽车齿轮厂(金华 321007) 丁景民摘要:介绍了HD12 5龙门刨床横梁、齿轮箱修理及电气系统改造方案。
关键词:龙门刨床;修理;电气改造Abstract:An idea of crossrail and geaxbox maintenance and electric system renovation for HD12.5planer.Key words:planer;maintenance;electric renovation中图分类号:TG551 文献标识码:B 文章编号:1006-0316(2000)05-0044-03我厂一台捷克50年代出产的HD12 5龙门刨床,已使用40年,零部件磨损、电气元件老化严重、故障频率高、精度丧失,无法满足生产的需要。
针对该设备的实际使用情况,为减少维修时间、节约资金和提高设备的使用性能,我们对机械部件、液压部件采用项目修理,电气部件应用可控硅技术改造。
1 机械部件修理修前检查表明,HD12 5龙门刨床易损件(如工作台主传动齿轮、横梁走刀丝杆螺母等)磨损严重,需更换或修复。
而床身导轨由于前几年在工作台导轨面镀装了夹布胶木板,提高了耐磨性能,因而磨损量少,且无拉伤现象,所以仅作精度调整即可满足要求。
两根立柱在使用时不太移动,调整好后一般固定不动,导轨面磨损量少,也不用拆卸刮削或磨削。
根据上述情况,决定在原地对设备进行修理。
在机械部件修理中,除了拆卸刀架、走刀进给箱、工作台主传动箱,清洗以及修复更换易损件外,主要对下列零部件进行了修理。
1 1 横梁的修理横梁一方面受自身及两只垂直刀架重力的作用,引起下挠变形;另一方面,在使用过程中,横梁导轨面产生磨损,中部导轨面使用多,磨损较大,在刨削加工时,使工件平面产生中凹较多,并引起垂直刀架走刀不稳。
拆卸横梁前,要先作如下检查:测量重力作用下横梁的下挠变形量和导轨使用后的磨损量,以确定磨削量;用塞尺检查横梁与立柱的贴合面、横梁导轨与滑座的贴合面以及各镶条滑动面等的间隙,以确定横梁夹紧装置是否失效并决定其修理方案,了解镶条的间隙并决定其调整方法;检查立柱升降丝杆与横梁走刀丝杆的磨损情况及是否弯曲,确定修复方法。