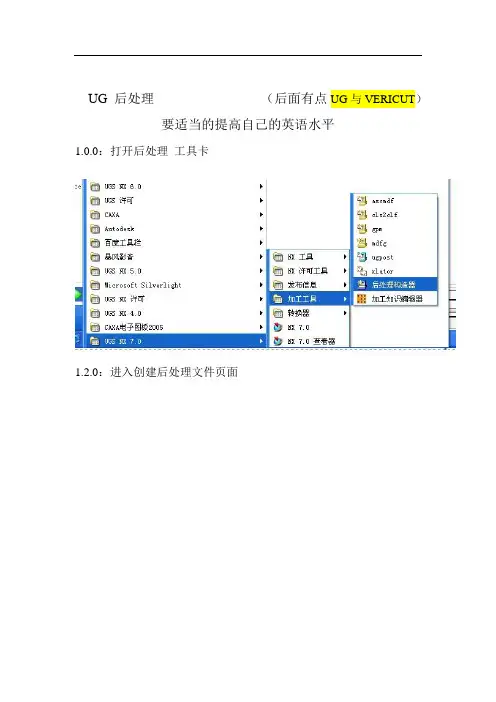
UG12.0数控车后处理文件
- 格式:docx
- 大小:6.49 KB
- 文档页数:1

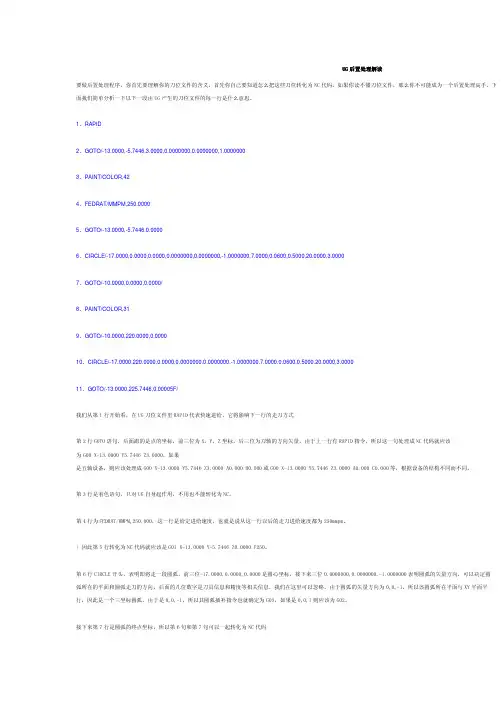
UG后置处理解读要做后置处理程序,你首先要理解你的刀位文件的含义,首先你自己要知道怎么把这些刀位转化为NC代码,如果你读不懂刀位文件,那么你不可能成为一个后置处理高手。
下 面我们简单分析一下以下一段由UG产生的刀位文件的每一行是什么意思。
1、RAPID2、GOTO/-13.0000,-5.7446,3.0000,0.0000000,0.0000000,1.00000003、PAINT/COLOR,424、FEDRAT/MMPM,250.00005、GOTO/-13.0000,-5.7446,0.00006、CIRCLE/-17.0000,0.0000,0.0000,0.0000000,0.0000000,-1.0000000,7.0000,0.0600,0.5000,20.0000,3.00007、GOTO/-10.0000,0.0000,0.0000/8、PAINT/COLOR,319、GOTO/-10.0000,220.0000,0.000010、CIRCLE/-17.0000,220.0000,0.0000,0.0000000,0.0000000,-1.0000000,7.0000,0.0600,0.5000,20.0000,3.000011、GOTO/-13.0000,225.7446,0.00005F/我们从第1行开始看,在UG刀位文件里RAPID代表快速进给,它将影响下一行的走刀方式第2行GOTO语句,后面跟的是点的坐标,前三位为X,Y,Z坐标,后三位为刀轴的方向矢量,由于上一行有RAPID指令,所以这一句处理成NC代码就应该为G00 X-13.0000 Y5.7446 Z3.0000,如果是五轴设备,则应该处理成G00 X-13.0000 Y5.7446 Z3.0000 A0.000 B0.000或G00 X-13.0000 Y5.7446 Z3.0000 A0.000 C0.000等,根据设备的结构不同而不同。


U GU G后处理实训案例本实训案例建立一个三轴数控铣床后处理(控制系统:FANUC),机床型号:MILLAC-761V。
客户要求: 1.NC程序自动换刀,并给出刀具基本信息,便于检查。
2.在每一单条程序结尾处将机床主轴Z方向回零,主轴停转,冷却关闭。
便于检查工件加工质量。
3.在每一单条程序前加上相关的程序名称,便于机床操作员检查。
4.在程序结尾处增加加工时间的显示,便于工时计算。
5.用户可以选择普通攻牙和刚性攻牙软件要求•UG NX v2.0.4.2•Post Builder v3.2.1硬件要求•Windows 2000 + Service Package 4,或者Windows XP + Service Package 1•CPU 1 GHz 以上,内存1 GB以上, 64 MB显存以上的图卡,并且支持OpenGL。
初始设置::初始设置1.在 ugii_env.dat文件中UGII_DEFAULTS_FILE=${UGII_BASE_DIR}\ugii\ug_metric.def2.装载选项Load option From directory3.文件目录将文件夹放在E:\…\post\mill\操作指导操作指导::步骤操作说明图例说明1启动后处理构建器启动NX/Post Builder2新建后处理新建后处理文件文件按File →New...图标3选择控制系统在Post Name 栏中输入MILLAC-761V在Post Output Unit 处选择Millimeters确认Machine Tool 选项在Mill 上点3-axis 选择条,选默认的3轴机床控制系统选Library ,并在下拉选项中选择fanuc_6M单击OK4显示轴机床简图在File 下拉菜单,选择Save找到E:\post\mill 点击OK单击Display Machine Tool ,显示出3轴机床简图。
单击Close 退出5设定机床行程极限将机床行程极限根据机床说明书设为X=1540 Y=760 Z=660将Traversal Feed Rate Maximum 设为160006程序头定义选择NX/Post Builder 的Program and Tool Path 中的Program 子页在左侧结构窗口中选择Program Start Sequence7删除%用鼠标右键单击“MOM_set_seq_on ”,在弹出的菜单中选择Delete8参数选择用鼠标左键单击“G40G17G90G71”在弹出来的对话框中将“G71”拖到回收桶从上方的下拉选项中选择G_adjust →G49加入 G_motion →G80加入G →G -MCS Fixture offset 加入用鼠标右键单击“G49”,选择 Force Output 。