轧辊管理
- 格式:doc
- 大小:2.47 MB
- 文档页数:7
轧辊管理
摘要:本文就酸轧厂近一年来轧辊的使用情况,从轧辊及其使用特征出发,提出对轧辊的管理方法,提高轧辊的使用寿命,从而提高轧机生产线的作业效率。
关键词:轧辊 管理 寿命
引言:冷轧机轧辊对产品的质量、成材率及轧制成本的高低起着非常大的作用,因而管理好轧辊是极为重要的。目前我们公司的对轧辊的管理在逐渐完善,主要分为磨辊厂磨削管理和酸轧厂使用管理两大部分。
1、轧辊定义及其分类
轧辊是使轧材金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊一般由工作部分(即辊身)、支承部分(即辊颈)和接轴部分组成。冷轧辊分为工作辊、中间辊和支承辊。中间辊、支承辊直径较大,为使其更好地承受工作辊所传的力,使二者更好地接触和防止工作辊的损伤,中间辊和支承辊表面硬度依次降低。轧辊的最大使用直径和最小使用直径之差,即轧辊直径的使用范围,称为轧辊的有效使用直径。其中,轧辊的最小使用直径,称为轧辊的报废直径。
2、轧辊管理的意义和目的
轧辊是轧钢生产的重要工具,轧辊的工作条件十分恶劣,在轧制过程中,它要承受压应力、弯曲应力、扭转应力、接触疲劳应力和热疲劳应力。而且制造一根轧辊很不容易,生产工序20道以上,生产周
期需要四个月以上,为了保证生产和降低成本,我们一定要维护管理好轧辊,延长轧辊的使用寿命,同时为轧辊厂家提供他们所需的一些数据资料,进一步提高轧辊的制造质量。加强轧辊管理的目的主要有:
(1) 合理利用轧辊轧出优质钢板。
(2) 降低轧辊单位消耗,降低轧钢成本。
(3) 考核生产班组每月对轧辊的使用情况。
(4) 提供相关资料给磨辊厂对轧辊收、发、存、用、废等数量统计的需要。
(5) 计算每月每年轧辊单位耗量(公斤/吨),提出订货依据。
(6) 密切结合轧辊生产厂家,达到互通情况,用户有责任提供轧辊全部使用资料,提高轧辊制造质量。积累可靠数据,这项工作是简单重复性的,也是艰苦细致的。
3、怎样管理好轧辊
3.1 掌握酸轧厂所使用轧辊的基本情况,包括支承辊、中间辊、工作辊的材质、直径、长度、单重、辊身硬度等。
3.2 新辊入库管理(磨辊厂)。
① 验收新轧辊:
a.查看轧辊出厂说明书,内容包括:化学成份、冷加工尺寸、硬度、探伤分析报告、金相组织分析;
b.辊端打好轧辊编号,字号清楚。
② 建立轧辊收、存、用、废统计表,每月末统计一次,达到轧辊收、存、用、废一目了然。
3.3 新辊使用前准备步骤。
① 去掉包装皮及防腐油;
② 车间编号;
③ 测量出厂硬度,记入轧辊登记卡片;
④ 研磨辊型;
⑤ 填写轧辊登记本,注明轧辊编号、硬度、弧度、磨床号、磨前后直径;
⑥ 按每对直径差不大于2mm的要求配好辊,写入备辊记录本上;
⑦ 将轴承座装好运往轧机使用。
3.4 对轧辊使用的管理(酸轧厂)。
○1 结合实际情况制定轧辊的使用周期,表1为最新修订下发的轧辊周期表:
轧 辊 类 型 机 架 轧制量(T) 备注
工作辊 1#机架 3500 软点、振纹、压伤、严重堆钢、该机架3次断带、急停、有粘钢、辊面挫伤、划伤等缺陷,立即更换工作辊。 2#机架 2500
3#机架 2000
4#机架 1500
5#机架 1500
中间辊 1#机架 9000 软点、振纹、压伤、严重堆钢、断带、急停、有粘钢、挫伤、爆辊、大面积凹坑现象,立即更换中间辊。 2#机架 8000
3#机架 7000
4#机架 6000
5#机架 5000
支撑辊 1#机架 30000-50000
点动轴承转动异常、有异响、温度偏高现象立即更换支撑辊。 2#机架 30000-50000
3#机架 30000-50000
4#机架 30000-50000
5#机架 30000-50000
○2 结合磨辊厂提供的磨削记录以及我们自己的轧辊记录对个别事故
辊进行跟踪灵活缩短其周期防止发生爆辊事故的发生。
○3 轧辊在轧制使用前,应当擦去表面的油污、灰尘和锈迹, 仔细检查辊身和辊颈表面是否有划痕、压痕、锈斑、裂纹、烧伤等缺陷,不允许把有表面缺陷的轧辊上机使用。
○4 在轧制前应仔细检查轧制坯料的质量,当发现酸洗不净,表面残留氧化皮或厚度不均、软硬不均、两边有碎边、破口,毛刺严重等的坯料时,应采取补救措旌后,方可进行轧制, 以免轧辊在轧制中受力不均,造成轧辊的局部严重损伤而降低轧辊的使用寿命。
○5 对使用一段时间(一般5~6个月)轧辊应进行低温消除应力回火处理,以降低轧辊的残余内应力。经某厂统计表明,按期对轧辊进行低温消除应力回火处理提高轧辊的使用寿命,辊耗可降低lO—20%。
○6 制定酸轧厂轧辊登记表、机架轧制吨数统计表、支承辊轧制吨数统计表轧制工艺参数表,详细的记录轧辊在使用期间的原始数据,为磨辊厂及轧辊制造厂家提供有效数据。
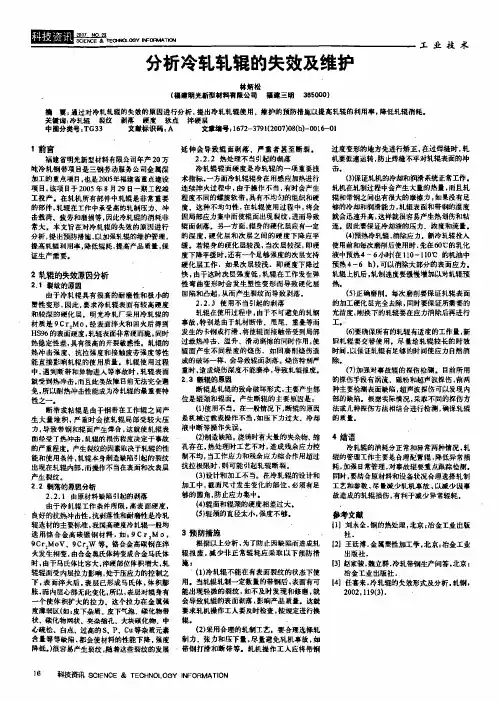
○7 实行三班倒对所有下机辊辊面进行检查、拍照,分析辊面情况,记录轧辊损伤位置。
图1二线2架下工作辊粘钢
○8 召开断带、爆辊事故分析会,集思广益寻求合理的预防解决措施。
○9 不定期的组织与各轧辊制造厂家的交流,互通信息,提高轧辊的制造质量。
○10 乳化液工艺技术员对乳化液各项指标进行调节控制,为轧辊提供良好的工作环境,预防发生烧辊及钢带打滑对轧辊的擦伤。
○11 成立油气润滑小组,对油气润滑系统进行检查维护保养,预防因轴承问题导致对轧辊的损伤。
○12加强轧辊使用的责任制, 定人负责检查、保管和维护,积极创造条件,定期对轧辊进行补充低温回火消除应力处理。
○13严格轧制辊耗的考核,充分发挥操作人员提高轧辊使用寿命、降低辊耗的主动性和积极性。
○14定期对失效轧辊进行轧制使用和修磨原始纪录的汇总,统计和分析各根轧辊的使用寿命,并把轧辊的使用结果反馈给轧辊制造厂家,供需双方密切合作,共同为提高轧辊的使用寿命,降低轧制辊耗,提高酸轧厂的经济效益而努力。
3.5 轧辊的重磨(磨辊厂)。
轧辊在轧制中出现以下问题必须重磨。
① 掉皮,产生原因,原品质量不好,以及使用时的急冷;
② 划伤,产生原因,轧机断带、磨削时砂轮粒划伤、倒运过程对轧辊造成的划伤
③ 辊印,产生原因,机架异物压入,以及乳化液中杂物带入轧机:
④ 粘辊,产生原因,人为因素、电气设备故障造成跑偏断带粘钢;
⑤ 勒辊,产生原因,辊身硬度低;
⑥ 裂纹,产生原因,原品质量不佳、磨削烧伤以及轧机事故造成;
出现以上缺陷之一者,必须换辊重磨,重磨前要使轧辊自然冷却到25℃—30℃,重磨后一定要仔细检查辊面,必要时进行涡流、磁粉、超声波或着色等表面探伤方法检测,确定缺陷完全消除后继续使用,缺陷严重当磨到最小直径缺陷,仍未消除即报废。
3.6 报废轧辊的管理。
① 当轧辊报废,记录员负责把轧辊登记卡片进行一次总结,把轧制时间、轧制吨位、报废日期、班别、磨削次数整理好。
② 记录员把已报废的帐页取出,按报废轧辊的月份重装订到废轧辊帐上。
③ 记录员把已报废轧辊的帐页上的总结情况填写到“历年轧辊报废统计表的帐上”。
④ 再根据历年轧辊报废统计表,按制造厂分数整理出轧辊使用情况,也就是历年轧辊消耗1mm所能轧制吨位的比。
⑤ 已报废的轧辊运入废轧辊场内存放,以便处理时还要记录去向。
总之一根轧辊从开始使用到报废都要有记录,以便存档查看。
4、做表比较
① 历年各厂家轧辊的使用情况;
② 历年各生产厂的轧辊,每消耗1mm轧出量的情况;
③ 历年轧辊报废量与磨削量的情况;
○4 历年来各生产线轧辊使用情况。
结束语:
希望通过对轧辊的规范及系统管理,为轧辊的合理使用提供依据,提高了轧辊的使用寿命。
[1] 付作宝 冶金工业出版社 冷轧薄钢板生产 2005.6
[2] 叶为德 锻钢轧辊的使用和维护 1991.4
酸轧厂技术改进系统
刘治民