1_NC基础编程
- 格式:pdf
- 大小:392.44 KB
- 文档页数:46

常用数控编程代码以及解释
1、编程主代码功能
G代码 功能通过编程并运行这些程序而使数控机床能够实 G00 定位(快速移动) G01 直线插补(进给速度)
G02 顺时针圆弧插补各进给轴的运动,如直线圆弧插补、进给控制 G03 逆时针圆弧插补 G04 暂停,精确停止
G09 精确停止现的功能我们称之为可编程功能。一般可编程 G17 选择X Y平面 G18 选择Z X平面
G19 选择Y Z平面各进给轴的运动,如直线圆弧插补、进给控制 G27 返回并检查参考点 G28 返回参考点
G29 从参考点返回现的功能我们称之为可编程功能。一般可编程 G30 返回第二参考点 G40 取消刀具半径补偿
G41 左侧刀具半径补偿功能分为两类:一类用来实现刀具轨迹控制即 G42 右侧刀具半径补偿 G43 刀具长度补偿+
G44 刀具长度补偿-现的功能我们称之为可编程功能。一般可编程 G49 取消刀具长度补偿 G52 设置局部坐标系
G53 选择机床坐标系通过编程并运行这些程序而使数控机床能够实 G54 选用1号工件坐标系 G55 选用2号工件坐标系
G56 选用3号工件坐标系各进给轴的运动,如直线圆弧插补、进给控制 G57 选用4号工件坐标系 G58 选用5号工件坐标系

试卷NCT-Python编程一级-模拟卷4(含答案练习
一、选择题
1.在Python中,用变量code存储学生的借书卡编码,例如:code=“NO.2020100502”,则变量code的数据类型应定义为( )
A.布尔型 B.整型 C.字符串型 D.浮点型
2.在python 语言中,下列表达式中不是关系表达式( )
A.m==n B.m>=n C.m or n D.m!=n
3.下列可以作为python变量名的是( )
A.5x B.x-1 C.if D.x_1
4.已知列表list1=[88,22,34,89,67],则python表达式min(list1)的值为( )
A.22 B.88 C.89 D.67
5.在Python中,显示出信息x,并要求输入数据的是( )。
A.abs(x) B.float(x) C.print(x) D.input(x)
6.下列Python程序运行后的输出结果是( )。
s=0
for i in range(1,10):
s=s+i
print("s=",s)
A.s=35 B.s=45 C.s=55 D.s=65
7.Python中,保留字写法正确的是( )
A.PRINT( )
B.Print( )
C.print( )
D.Int( )
8.在Python中,下面程序段的输出结果是( )
x=9
Print(“x=”,x+1)
A.9 B.10 C.x=9 D.x= 10
9.在Python中,已知a=3,b=5,运行下列程序段后,a和b的值为
a = a * b
b = a // b
a = a // b
A.a=3 b=5 B.a=15 b=3 C.a=5 b=5 D.a=5 b=3
10.以下属于计算机高级语言的是( )
A.Python B.自然语言 C.汇编语言 D.机器语言
数控铣床编程实例(参考程序请看超级链接)
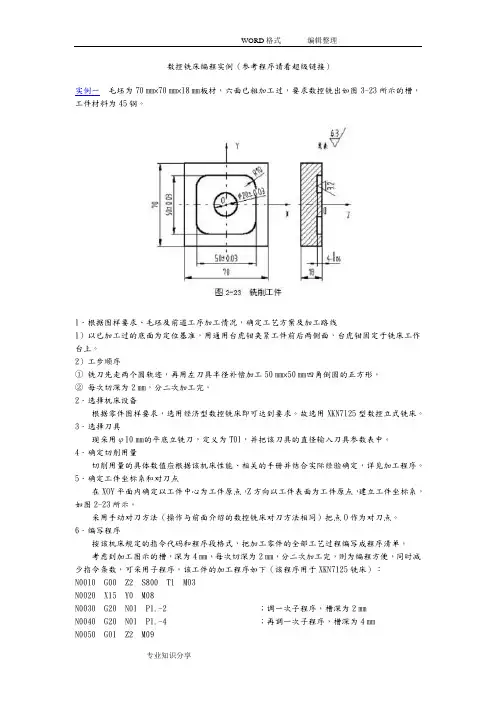
实例一 毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序
① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
② 每次切深为2㎜,分二次加工完。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用XKN7125型数控立式铣床。
3.选择刀具
现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。该工件的加工程序如下(该程序用于XKN7125铣床):
N0010 G00 Z2 S800 T1 M03
N0020 X15 Y0 M08
N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜
N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜
N0050 G01 Z2 M09
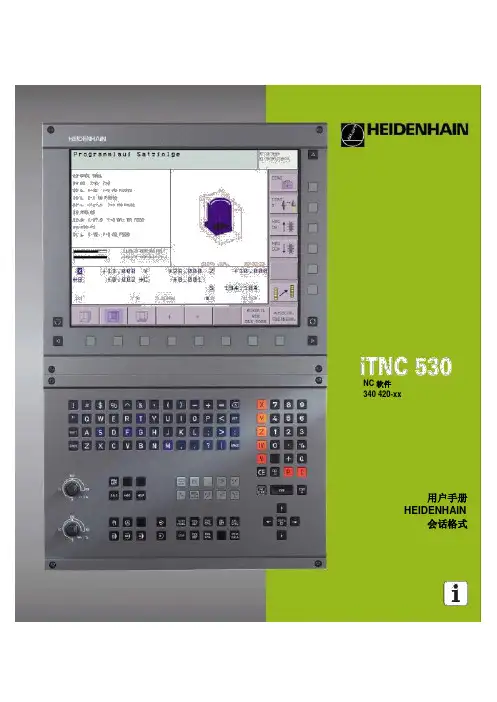
NC 软件
340 420-xx
用户手册 HEIDENHAIN 会话格式 可视显示器上的控制器
切换屏幕布局
在加工或编程模式之间切换
选择屏幕上功能的软键
切换软键行
输入字母和符号的打字键盘 文件名 注释 ISO
程序
机床操作模式
手动操作
电子手轮
通过MDI进行定位单步程序运行
连续程序运行
编程模式
编程和编辑
试运行
程序/文件管理器TNC功能
选择或删除程序或文件外部数据传输在程序中输入程序调用
MOD功能
显示NC错误信息的帮助文本
袖珍计算器
移动高亮区直接到程序块循环和参数功能
移动高亮区
直接到程序块循环和参数功能
进给速度/主轴速度倍率控制旋钮 编程路径移动
切入/切出轮廓
FK自由轮廓编程
直线
圆的中心/极坐标极心
圆及圆心
圆及半径相切连接的圆弧
倒角
圆角
刀具功能
输入和调用刀具长度和半径
循环子程序和程序段重复
定义和调用循环
输入和调用子程序和程序段重复标号
程序中间程序停止在程序中输入探头功能
坐标轴和编号输入和编辑
选择坐标轴或输入坐标轴到程序中编号
小数点
改变算术符号
极坐标
增量尺寸
Q参数
捕捉实际位置 跳过对话问题删除字
确认输入并恢复对话
结束块
清除数字输入或清除TNC错误信息 中止对话删除程序段 TNC 型号软件和特性
本手册说明了TNC按以下NC软件号提供的功能和特性
TNC型号 NC软件号
iTNC 530 340 420-xx
iTNC 530E 340 421-xx
后缀E表示TNC的出口版本TNC的出口版本具有以下限制
可同时在不超过4个轴上进行直线移动
机床制造商通过设置机床参数修改机床TNC可用特性
本手册中描述的一些功能可能在您的机床上没有提供
您的机床上可能没有提供的TNC功能包括
3维探头探测功能
使用TT 130进行刀具测量 攻丝刚性