8 电弧炉设计
- 格式:pdf
- 大小:1.11 MB
- 文档页数:40
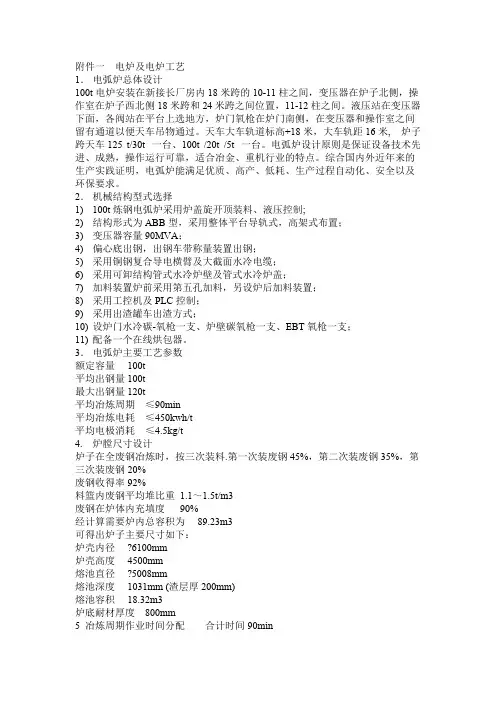
附件一电炉及电炉工艺1.电弧炉总体设计100t电炉安装在新接长厂房内18米跨的10-11柱之间,变压器在炉子北侧,操作室在炉子西北侧18米跨和24米跨之间位置,11-12柱之间。
液压站在变压器下面,各阀站在平台上选地方,炉门氧枪在炉门南侧,在变压器和操作室之间留有通道以便天车吊物通过。
天车大车轨道标高+18米,大车轨距16米, 炉子跨天车125 t/30t 一台、100t /20t /5t 一台。
电弧炉设计原则是保证设备技术先进、成熟,操作运行可靠,适合冶金、重机行业的特点。
综合国内外近年来的生产实践证明,电弧炉能满足优质、高产、低耗、生产过程自动化、安全以及环保要求。
2.机械结构型式选择1)100t炼钢电弧炉采用炉盖旋开顶装料、液压控制;2)结构形式为ABB型,采用整体平台导轨式,高架式布置;3)变压器容量90MVA;4)偏心底出钢,出钢车带称量装置出钢;5)采用铜钢复合导电横臂及大截面水冷电缆;6)采用可卸结构管式水冷炉壁及管式水冷炉盖;7)加料装置炉前采用第五孔加料,另设炉后加料装置;8)采用工控机及PLC控制;9)采用出渣罐车出渣方式;10)设炉门水冷碳-氧枪一支、炉壁碳氧枪一支、EBT氧枪一支;11)配备一个在线烘包器。
3.电弧炉主要工艺参数额定容量100t平均出钢量100t最大出钢量120t平均冶炼周期≤90min平均冶炼电耗≤450kwh/t平均电极消耗≤4.5kg/t4. 炉膛尺寸设计炉子在全废钢冶炼时,按三次装料.第一次装废钢45%,第二次装废钢35%,第三次装废钢20%废钢收得率92%料篮内废钢平均堆比重 1.1~1.5t/m3废钢在炉体内充填度90%经计算需要炉内总容积为89.23m3可得出炉子主要尺寸如下:炉壳内径?6100mm炉壳高度4500mm熔池直径?5008mm熔池深度1031mm (渣层厚200mm)熔池容积18.32m3炉底耐材厚度800mm5 冶炼周期作业时间分配合计时间90min非通电作业时间37min(全废钢)其中:装料18min(装料为三次,每次6min;)出钢8min,出钢口处理及添加填料6min,补炉和电极调整5min。
电热设备电力装置设计规范(电弧炉和矿热炉装置)第一节电炉装置的主电路系统1电炉应设置与供电系统连接的专用变压器。
电炉变压器的容量选择,应符合工艺规定的用电制度和变压器允许的过负荷能力,其二次电压和调压方式,应符合工艺过程的要求,其一次电压的选择,应根据供电的技术经济比较确定。
2电炉的供电系统应简单,并应操作方便。
单台电炉装置宜由一回路供电。
电炉变电所不宜引接向外部供电的高压线路。
3三相电弧炉工作短路引起供电母线的电压波动值不应超过2.5乐但专供电弧炉用的变电所二次母线的电压波动不应受此限制。
当不能满足上述要求时,应采取将电弧炉接到短路容量更大的电网点上等降低电压波动的措施。
4有工作短路的电炉装置,应采取限制工作短路电流在电气设备允许范围内的措施。
三相电弧炉装置的工作短路电流,不应大于电炉变压器额定电流的3.5倍。
当采用电抗器限制短路电流时,电抗器应设旁路开关。
5三相电弧炉装置主电路系统的导体载流量应按变压器额定容量的120%计算;开关设备和互感器的额定电流可按大于120‰½择。
6三相电弧炉装置应采用具有频繁操作性能的操作断路器。
7电弧炉和矿热炉变压器应采取下列限制操作过电压的措施:a.在电炉变压器与操作断路器间装设氧化锌避雷器或压敏电阻;b.在三绕组电炉变压器的三次侧装设氧化锌避雷器或压敏电阻和阻容吸收装置;c.在电炉变压器的二次侧装设阻容吸收装置。
8有二台及以上三相电弧炉的工厂宜装设最大电力需量的电子计算机控制装置。
9三相电弧炉高压电源电缆的截面选择应计入高次谐波电流的影响。
第二节保护、控制、信号和测量1电炉变压器应装设故障短路的电流速断保护、变压器过负荷保护和变压器及其有载分接开关的瓦斯保护,并应符合下列规定:a.故障短路的电流速断保护,其整定值应躲开电炉的最大工作短路电流。
b.变压器过负荷保护,应采用反时限特性的过电流继电器,保护的整定值应考虑电极的提升速度,宜在3倍额定电流时6s左右动作;对矿热炉的整定值应防止长时间不大的过负荷。

普通电弧炉的一般设计与电极升降控制摘要:为了提高所熔炼速度和钢水的质量、减少电能及电极的消耗量、保证维持规定的电气工作条件,使设备获得较高的生产率。
从电弧炉的一般设计概况,到电弧炉电极的升降控制。
系统了解电弧炉中存在的缺点与不足。
通过分析,更好的提高电气控制的稳定性,提高电网提高熔炼速度。
关键词:电弧炉、短网电流、电极升降。
目录一、电弧炉的简介及特点1.电弧炉简介2.电弧炉特点、电弧炉的一般设计1.电弧炉组成部分2.炉体设计3.变压器设计4.短网电流的计算5. 电极直径计算6. 电极升降计算7.其他相关参数三、电极升降自动控制1. 调节器的组成及工作原理2. 调节器的结构原理四、小结五、参考文献一、电弧炉的简介及特点1.电弧炉简介电弧炉是利用电极间电弧产生的热能冶炼金属的一种设备。
电弧炉炼钢就是靠电极与炉料之间放电产生的电弧,使电能在弧光中转变为热能,并借助辐射和电弧的直接作用加热并熔化金属和炉渣,冶炼出各种成分的钢和合金。
现代化炼钢电弧炉均为直接加热、炉底不导电式电炉。
该电炉按直接加热金属的原理工作,电弧发生在每一电极与炉料之间,己熔化的金属则形成负荷的中心点。
2.电弧炉的特点电弧炉进行冶炼,电弧炉是一个多变量、非线性、大滞后、强藕合、时变、随机干扰较强的系统,使得系统电极位置、电弧长度、电弧电流以及系统功率很难保持最佳工作状态。
电极升降调节系统是电弧炉的重要组成部分,其工作性能的好坏直接影响钢的产量、质量和能源消耗。
在电弧炉冶炼过程中,三相交流电弧炉的电力负载是不稳定的、不对称的;无功冲击及闪变;产生谐波电流。
电弧炉的整个炼钢过程一般分为熔化期、氧化期、还原期三个时期,由于各个时期所完成的任务不同,因而相应地对冶炼温度和功率的要求也不同。
(熔化期)开始熔化阶段,固体炉料熔化,能量需求最大。
(氧化期)初精炼及加热阶段。
(还原期)精炼期,此阶段输入能量只需平衡热损耗。
在废钢冶炼时电弧炉的工作特性为:在开始熔化时电弧频繁出现截断和重新燃弧。
电弧炉设计1.炉型设计新设计的电炉应具有如下特点:具有较高的生产率,电能、耐火材料和电极消耗低,满足多种钢种冶炼时冶金反应的要求。
一个新的电炉炼钢车间设计,第一应依照车间的生产规模和钢种要求合理的确定炉子容量和座数,然后进行电炉设计,包括以下内容:确定电弧炉的形状和尺寸,并选择变压器的变量和确定合理的电力参数。
设计步骤:①求出炉内钢液和熔渣的体积。
②运算熔池的深度和直径;③确定熔炼室空间的高度和直径; ④确定炉顶的拱高和炉盖的厚度; ⑤确定炉衬尺寸和炉壳直径;⑥确定变压器的功率与电压的级数和大小; ⑦求出电极直径; ⑧确定电极心圆直径。
1.1熔池的形状和尺寸电弧炉的大小以其额定容量(公称容量)来表示,所谓额定容量是指新设计的电炉熔池所能容纳的钢水量。
熔池:容纳钢液和熔渣的那部分容积。
熔池的容积应能足够容纳适宜熔炼的钢液和熔渣,并留有余地。
熔池的形状:其形状应有利于冶炼反应的顺利进行,砌筑容易、修补方便。
目前使用的多为锥球形熔池,上部分为倒置的截锥,下部分为球冠(如下图所示)。
球冠形电炉炉底使得熔化了的钢液能积蓄在熔池底部,迅速形成金属熔池,加快炉料的熔化并及早造渣去磷。
截锥形电炉炉坡便于补炉、炉坡倾角45°。
熔池尺寸运算: ① 熔池容积V 池。
依照渣液池V V V +=;液液ρTV =式中 T —出钢液量;ρ液-钢液密度,6.8~7.0t/m 3。
渣渣渣ρG V =式中 G 渣-按氧化期最大渣量运算,钢液量的7%(碱性); ρ渣—3~4t/m 3② 熔池直径D 和深度H 。
当选定炉坡倾角45°时,一样取D/H=5左右较合适。
由截锥体和球冠体的体积运算公式可知,熔池的运算公式为:)()(池2121222h 4d 3h 6d d h 12+⨯+++=ππD D V 式中 h 1—球冠部分高度,一样取h 1=H/5;h 2—截锥部分高度,h 2=H-h 1=4/5H ;D —熔池液面直径,通常采取D/H=5,即D=5H ; d —球冠直径,因d=D-2h 2=5H-8/5H=17/5H ,整理得:330968.01.12D H V ==池1.2熔炼室尺寸熔炼室指熔池以上至炉顶拱基的那部分容积,其大小应能一次装入堆积密度中等的全部炉料。
电弧炉炼钢课程设计一、课程目标知识目标:1. 学生能理解电弧炉炼钢的基本原理,掌握其工作流程及关键参数。
2. 学生能描述电弧炉的构造及其在炼钢过程中的作用。
3. 学生能掌握电弧炉炼钢的主要技术指标及影响炼钢质量的因素。
技能目标:1. 学生能运用电弧炉炼钢的基本原理,分析实际生产中的问题,并提出改进措施。
2. 学生能在教师的指导下,设计简单的电弧炉炼钢实验方案,并独立操作完成实验。
3. 学生能通过小组合作,完成电弧炉炼钢的案例分析,提高解决问题的能力。
情感态度价值观目标:1. 学生培养对钢铁工业的兴趣,增强对电弧炉炼钢技术的研究热情。
2. 学生认识到电弧炉炼钢在国民经济中的重要作用,树立节能减排、绿色发展的意识。
3. 学生通过学习电弧炉炼钢,培养团队合作精神,增强沟通与交流能力。
课程性质:本课程为高中年级物理与技术实践相结合的专题课程,注重理论知识与实际应用相结合。
学生特点:高中年级学生对炼钢技术有一定了解,具备基本的物理知识和实验技能,但缺乏实际操作经验。
教学要求:结合学生特点,通过理论讲解、实验操作和案例分析,使学生在掌握电弧炉炼钢基本知识的同时,提高实际操作能力和解决问题的能力。
将课程目标分解为具体的学习成果,便于教学设计和评估。
二、教学内容1. 电弧炉炼钢原理及流程:- 炼钢基本概念:钢的成分、炉渣的作用。
- 电弧炉工作原理:电弧产生、热效率、电弧炉的构造。
- 炼钢流程:炉料准备、熔化、氧化、还原、精炼、出钢。
2. 电弧炉设备与操作:- 设备结构:电极、炉壳、炉盖、冷却系统等。
- 操作技巧:电极调节、炉压控制、温度控制。
- 安全生产:电弧炉操作的安全规程及事故预防。
3. 电弧炉炼钢技术指标:- 炼钢速度:影响炼钢速度的因素及优化措施。
- 能耗与成本:降低能耗、提高效率的途径。
- 炼钢质量:钢水纯净度、成分控制、夹杂物处理。
4. 电弧炉炼钢案例分析:- 选择具有代表性的案例,分析炼钢过程中的问题及解决方法。
第一章总论一、设计的目的掌握有关钢铁厂设计的基本知识,处理有关的技术和经济问题。
二、设计的主要内容1、钢铁厂设计的基本原则;2、钢铁厂主要生产工艺及布置;3、车间的主要设备和选择与计算以及有关技术及经济指标;三、基本原则1、贯彻国家的有关规定;2、设计中的技术决定与方案应结合我国的实际情况;3、充分利用当地的物质资源和民挥现有的工业基地的物资资源;4、合理的提高产品质量;5、减少污染,保护环境。
四、厂址的选择要求:1、所选厂址的面积和外形要满足生产工艺的过程的需要;2、厂址的地势要平整,并且有向外倾斜的坡度,以防雨水大,向厂外排水不至于注入车间;3、良好的工程地质和水利条件;4、钢铁厂的选择要接近原料、燃料的基地;5、处于城市的下风向;6、渣料的堆场选择在河流、山谷等低洼地带;7、合理地利用土地,尽量减少占用农用耕地。
第二章设计方案一、依设计任务提出具体钢种及冶炼的方法1、具体钢种轴承钢 GCr152、冶炼方法轴承钢:GCr15 氧化法二、冶炼作业指标的确定1、冶炼周期的确定冶炼周期受炉子的吨位、冶炼方法、钢种、供电制度、原材料情况、加料方式和操作水平等因素的影响。
初选冶炼周期为1.5小时。
其中:扒渣炉———10min 装料———5min熔化期———50min 氧化期——10min扒渣————5min 还原期——10min2、炉衬寿命及材料炉衬寿命受钢种、冶炼方法、供电制度、操作水平、炉衬材质及砌筑方法等因素的影响。
炉盖:一级高铝砖110炉;炉墙:镁砖80炉;炉底:镁砖80炉3、停炉时间及停工的影响因素本设计取停工率s=10%,则:总停炉时间=10%×365×24=876小时停工的影响因素:停工有热停工和冷停工。
热停工的影响因素:换炉盖、换炉壳、换水冷圈、抢修炉电气、机械故障(大、小修)、天车调度和炉料配置。
冷停工的影响因素:大修、小修、修变压器和停产。
4、作业率:a=1-s=1-10%=90%,作业天数取330天。
摘要本文涉及内容为年产70万吨良锭电弧炉炼钢车间设计。
依照高等院校冶金工程专业《钢铁厂设计原理》,通过普遍参考有关文献资料,简要介绍了我国炼钢技术的进展历程、电弧炉炼钢的特点、以后的进展趋势。
本文的重点是,通过物料平稳和热平稳的计算、炉型设计与计算,确信了合理的生产工艺,完成了要紧设备的选择与计算、烟气净化系统的选择与设计,绘制了电弧炉和炼钢车间等剖面图纸,最后成功完成年产70万吨良锭电弧炉炼钢车间设计。
关键词:物料平稳,热平稳,炉型,车间设计,电弧炉,连铸第一章绪论电弧炉进展史电炉是在电发明以后的1899年,由法国的海劳尔特在玻利维亚发明的。
它被建在阿尔卑斯山的峡谷中,缘故是在距它不远处有一个火力发电厂。
电能具有清洁、高效、方便等优势,是工业进展的优选能源。
19世纪中叶以后,大规模实现电——热转换的冶炼装置陆续显现:1879年,William Siemens第一次进行了利用电能融化钢铁炉料的实验,1889年显现了一般感应炼钢炉,1900年法国人设计的第一台炼钢电弧炉突入生产。
从此电弧炉炼钢在一百年中取得了充分的进展,目前已经成为最重要的炼钢方式之一。
电弧炉的显现,开发了煤的替代能源使废钢开始能回收再利用,为可持续进展做出了庞大奉献。
[1]在国际上,电弧炉装备技术的进展大体经历了以下几个时期,20世纪70年代,常规交流超高功率电炉及其配套技术的开发应用,使电炉的生产效率大大提高,技术经济指标大大改善。
20世纪80年代,直流电弧炉取得大规模的工业应用。
20世纪80年代后期至90年代中期,利用高温废气对废钢和CO进行预热后再燃烧的技术,和用化学能代替部份电能的各类节能电炉技术被成功开发并应用。
我国电炉炼钢在20世纪80年代以前一直处于掉队的状态,那时全国有3000多座容量为3吨--30吨的小电炉,功率水平普遍不大于350kVAt。
这些小电炉多采纳掉队的“老三段”冶炼工艺(即在电炉内完成熔化、氧化、还原三步冶炼任务),电炉生产效率低、产品质量差、能源消耗高、生产进程污染严峻。
×××钢铁有限公司35kV动态无功补偿(SVC)成套装置技术方案书×××有限公司目录1.整体方案说明 (4)2. TCR型SVC (5)2.1控制原理说明及框图 (5)2.2 SVC系统的组成及控制原理 (7)3.1电弧炉供配电系统和设备参数 (9)3.2电能质量技术指标 (10)4. SVC系统设计 (11)4.1 SVC容量计算 (11)4.2 SVC容量确定 (13)4.3 负荷实测数据分析对比 (15)4.4 滤波器FC设计 (16)5.1SVC保护配置 (20)6SVC招标范围及供货清单 (22)1.整体方案说明本工程所需补偿负荷为8M的电弧炉一台及4M精炼炉一台,负荷电压等级为35kV。
EAF炉和LF炉为特殊的冲击性负荷,在冶炼过程中快速的无功波动及冲击将会在电网中产生电压波动和闪变,另外由于EAF 炉和LF炉为非线性负荷,在运行过程中将产生各种高次谐波,污染电网,对电网中其它机电设备造成危害。
为此需在该工程的35kV母线上设置一套静止型动态无功补偿(SVC)成套装置。
TCR部分安装容量为8.5Mvar。
FC部分设置2、3、4次三个滤波通道,基波补偿容量8.5Mvar,安装容量12.6Mvar。
滤波装置(FC)配置滤波支路2HP 3HP 4HP 系统额定电压(kV)35 35 35 三相电容器装机容量(kvar)3600 4200 4800 额定调谐频率(HZ)100 150 200 接线方式单星单星单星单台电容器额定容量(kvar)300 350 400单台电容器额定电压(kV)8 6.75 5.75 每相电容器串并联数1并4串1并4串1并4串滤波电抗器额定电流(A)37.5 51.8 69.5滤波电抗器额定电感(mH)679.06 184.17 65.782. TCR 型SVC2.1控制原理说明及框图2.1.1一般电力系统用户负荷吸收有功功率L P 和无功功率L Q 。
电弧炉炉型设计电弧炉是一种利用电弧高温作用的冶炼设备,它可以将废钢和废铁等回收材料加热至高温状况下,溶解成可重新用于冶炼的原材料。
而炉型设计是电弧炉的核心之一,能够直接影响电弧炉的生产效率、炉龄和产品质量等方面。
本文将从以下三个角度探讨电弧炉炉型设计。
一、电弧炉炉型设计的基本原则1.电弧炉的炉型应该具备良好的隔热性和氧化性能,以减少能量损失以及金属氧化损失。
2.炉型应该考虑到在全过程中的安全性、可维护性和易操作性。
3.炉型应该保持与电力供应系统相对衔接的技术特性与可以满足小到大的工作开度。
二、电弧炉炉型设计的常见形式1.圆形炉型由于圆形与球体是光滑自然形体,使炉壳内的炉料得以充分靠拢,加热面积大,变焦作用好,热损失小。
电弧炉采用高圆形炉型在节省用地方面具有很大优点和经济效益,能够使废钢的熔化更完整,并且可以有更广阔的化学平衡区,使炉壁的温度参数均衡,减轻热应力和力波的影响,得到更加优质的炉料和金属产品。
2.矩形炉型矩形炉型外形通常都采用矩形形状,其内部空间可以充分利用,而且维修方便,炉门升降设备可以更加方便的装置,提高了作业效率和安全程度,在废钢冶炼的过程中能够得到更加均匀的加热和氧化。
3.椭圆形炉型椭圆形炉型可以使料层等厚度更均匀,受加热更完整,良好的投料稳定性和快速换料,而且使得炉内空气上升的避难区域尽量靠近高温区域内的产品与炉料。
三、电弧炉炉型设计的优化方向1.提高反应效率可以在炉板设计采用隔板结构或新式导焦系统,也可以增加炉身缩颈区,有效提高炉边温升和加热效果,缩短冶炼周期,提高反应效率。
2.加强炉壳密封性密封性差的炉型会导致腐蚀和氧化,影响炉体寿命,所以需要增加炉壳密封性到隔热材料,同时也可以隔绝炉壁温度场。
3.提高电弧稳定性电弧的稳定性能够直接影响电弧炉的熔化效率以及电极的寿命,所以需要完善电弧炉电极移动系统及保护装置和引弧系统,同时也需要配备优质的电极材料和电源设备。
总之,电弧炉炉型设计的重要性不言而喻,设计合理的炉型形式能够提高工作效率,延长炉体寿命,降低产品成本,进而增强企业的核心竞争力。
目录绪言第一章设计方案 (1)1.1 设计概述 (1)1.2 产品方案 (2)1.3 产量计算 (4)1.4 新技术、新设备的选择说明 (14)1.5 工艺流程及车间的组成………………………………………….………15第二章电弧炉设计 (17)2.1 电弧炉炉型及其尺寸计算 (17)2.2 炉子变压器功率和电参数的确定 (22)第三章连铸设计 (26)3.1 车间设备及参数的选定 (26)3.2 连铸机基本参数的确定 (27)3.3 连铸车间的工艺布置 (31)第四章车间布置及主要设备的选择 (33)4.1 炉子跨 (35)4.2 原料跨 (42)4.3 浇铸跨 (45)4.4 精炼跨间布置 (48)第五章电炉炼钢的经济技术指标 (53)5.1 产量方面 (53)5.2 质量方面 (53)5.3 品种方面 (53)5.4 成本方面 (54)第六章专题研究 (55)6.1 开发背景 (55)6.2成形耐火涂料的特性和性能 (56)6.3耐火涂料层的涂敷作业 (58)6.4结束语 (58)参考文献 (59)绪言本次设计是根据娄底地区条件设计年产量为70万吨电弧炉炼钢车间,该地区矿藏丰富,水源充沛,交通发达,设计炼钢车间条件比较合理。
同时在该地区建厂不仅是本地区工业发展的需要,也为本地区重工业的发展提供拉可靠保证在本次设计中。
考虑到我国的钢铁工业的发展现状,及未来钢铁行业发展的方向,更加为能够创造出最大的经济效益,在行业竞争中处于有利地位,同时根据市场需求,重点发展优质钢,合金钢等特钢品种,本次设计中采用现在比较先进的炼钢技术。
尽量做到经济上合理,技术上先进,减轻工人的劳动强度,改善工人的工作环境,建设一流的现代炼钢车间。
如:在本次设计中。
电炉中采用二次燃烧技术,吹氧自动系统。
连铸车间中,采用全程保护浇注,电磁搅拌系统,结晶器液面控制仪,汽水喷雾冷却等先进技术,为企业的高产量,高质量发展创造拉条件,将为企业本身和地方经济发展做出不可磨灭的贡献,创造丰富的经济效益。
2电弧炉炉型设计2.1电弧炉炉型设计电弧炉是电路炼钢车间的核心设备,电炉设计的好坏直接影响到炼钢生产的顺利与否。
如果设计不合理造成先天性缺陷,一旦投产就很难再做改动,所以对于电炉设计应予以重视。
2.1.1电弧炉炉型电弧炉炉型是指炉子内部空间的形状和尺寸,不同的熔炼炉因工作条件不同,供热热源不同而有不同的内部空间。
电弧炉近于球形体,从减少散热面出发,以球形为最好。
现代电弧炉炉体中部是圆筒形,炉底为弧形,炉顶为拱形。
作为发热体,电极端部的三电弧位于炉内中心部位。
电弧炉设计应保证高的生产率,电能、耐火材料、电极等消耗要低,同时要满足冶金反应顺利进行,故应考虑以下因素:(1)选用大功率变压器;(2)保证高的热效率和电流效率;(3)采用高质量的耐火材料砌筑材料;(4)炉子各部分形状和尺寸设计布局合理;(5)炉子熔炼室容积能一次装入堆比量中等的全部炉料;(6)炉子倾斜10°~20°能保证钢液顺利流出。
2.1.2熔池的形状和尺寸电弧炉的大小以其额定容量来表示,所谓额定容量是指新设计的电炉熔池所能容纳的钢水量。
实际生产过程中,随着熔炼炉数的增多,熔池容积逐渐增大,装入量或者出钢量也就不断增加。
另外生产中还经常用提高炉门槛即造假炉门槛的办法来增加炉产量,这样就出现了超装问题,一般认为吵装20%50%为宜,不宜超装太多,大电弧炉基本上都不超装。
熔池:容纳钢液和熔渣的那部分容积。
熔池的容积应能足够容纳适宜熔炼的钢液和熔渣,并留有余地。
(1)池的形状其形状应有利于冶炼反应的顺利进行,砌筑容易,修补方便。
目前使用的多为锥球型熔池,上部分为倒置的截锥,下部分为球冠。
球冠形电炉炉底使得熔化了的钢液能积蓄在熔池底部,迅速形成金属熔池,加快炉料的熔化并及早造渣去磷。
截锥形电炉炉破便于补炉,炉坡倾角45°,其优点如下○145°角叫自然锥角,砂子等松散材料成堆后的自然锥角正好也是45°(2)熔池尺寸计算○1熔池容积V池。
有利于热能的充分利用,包括电弧热和其他氧-
D/H是确定炉型的基本参值愈大,则渣钢截面积越
太大,则炉壳直径也大,
;
电弧炉炉壳
炉壳要承受炉衬和炉料的质量,抵抗部分衬砖在受热膨胀时产生的膨胀力,承受装料时的撞击力。
炉壳厚度δz一般为炉壳直径D壳的1/200,炉壳厚度δz与炉壳直径D壳的关系见表5-3。
后燃烧室
¾废钢连续预热与连续装入技术
¾废钢平均预热温度可达400~500℃
¾熔池内始终保持40~50%的钢水量,废钢完全在钢水内熔化,电弧热量始终稳定的传给钢水,整个过程相当于常规电炉的精炼期。
(3)竖窑式电弧炉(FUCHS)
¾能够实现部分或全部废钢预
热和最短的非通电时间;
¾在电炉炉盖上原来废气孔区
域设置一个能容纳60% ~
100%废钢的竖井
实现对初装废钢预热/全废钢预热
功率水平划分
功率水平式电弧炉的主要技术特征,它通常是指每吨钢占有的变压器额定容量,即:
t /k t k A V A V ⋅⋅=)
(公称容量或实际出钢量)变压器额定容量(功率水平功率水平的划分并没有严格的界限与统一的标准.
三极心
炉体倾动机构
坯断面、拉坯速度(理论拉速、
布置形式。
1992199419961998200020022004。
攀枝花学院本科毕业设计(论文)2t滚动轴承钢电弧炉炉体设计学生姓名:**学生学号:************院(系):材料工程学院年级专业:2008级冶金工程一班指导教师:王能为讲师助理指导教师:二〇一二年六月摘要电弧炉炼钢是靠电弧进行加热的,其温度可以高达2000℃以上,热效率比平炉、转炉炼钢高。
由于没有可燃烧气体,根据工艺要求可在各种不同的气氛中进行加热,这能保证冶炼含磷、硫、氧低的优质钢,用各种元素来使钢合金化,也炼出各种类型的优质钢和合金钢。
本课题针对产量为2t滚动轴承钢进行电弧炉炉体设计,设计的内容包括电弧炉炉型的尺寸和耐火材料的厚度、辅助的水冷壁、偏心底出钢的位置、变压器功率和电参数、配料计算等,利用CAD软件完成电弧炉炉体及耐火材料的图形绘制。
设计的电弧炉用材经济节省,结构合理,尺寸设计准确,能满足滚动轴承钢小规模化生产要求。
关键字:电弧炉,炉体,耐火材料,滚动轴承钢,CADABSTRACTSteel making by electric arc furnace depends on electric arc heating, its temperature can be up to more than 2000 degrees centigrade, and thermal efficiency is higher than Martin furnace and converter steel-making. Lack of combustible gas, steelmaking can be processed according to technique requirements in the heated atmosphere of various gases, which will guarantee high-quality steel with low amount of phosphate, sulfur and oxygen. Meanwhile, with different kinds of elements added to the steel-making, this process can refine a variety of types of high quality steel and alloy steel. This paper aims to make a design of electric arc furnace for 2t rolling bearing steel, which includes size of the electric arc furnace, the thickness of the refractory matter, auxiliary water-cooling wall, location of the eccentric bottom tapping, transformer power, electrical parameters, ingredients calculation and so on. CAD software will be taken in the drawing procedure of the electric arc furnace and refractory matter. The designed electric arc furnace has some features such as economical and timber saving, properly structured and accurate size of the design and it can meet the small-scale production requirement of rolling bearing steel.Keywords: Electric arc, Furnace, Refractory matter, Roll bearing steel, CAD目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1前言 (1)1.2关于电弧炉的概述 (1)1.2.1 电弧炉的优缺点 (1)1.2.2电弧炉的分类 (2)1.2.3电弧炉的特征及组成 (3)1.2.4电弧炉对耐火材料的要求 (3)1.2.5电弧炉的冶炼工艺 (4)1.3 滚动轴承钢的概述 (4)1.4本课题研究的意义及内容 (5)2 电弧炉炉型尺寸设计 (6)2.1电弧炉设计要求 (6)2.2熔池的形状 (7)2.2.1熔池直径和深度设计 (8)2.2.2熔炼室尺寸设计 (8)2.3电弧炉炉衬及厚度的确定 (10)2.3.1电弧炉炉墙、炉底用耐火材料设计 (11)2.3.2炉盖用耐火材料 (14)3 水冷炉壁设计 (17)3.1水冷壁的主要参数及特点 (18)3.2水冷组件材质选择 (19)3.3水冷炉壁冷却水耗量的确定 (19)3.3.1炉壁最大热流的选择 (19)3.3.2水冷面积的确定 (20)3.3.3冷却水流量的确定 (20)3.3.4炉壁水冷组件管径的选择 (21)3.3.5 平衡挂渣层厚度设计 (21)3.3.6水冷炉壁结构 (22)3.4水冷炉盖 (23)3.5水冷炉壁、水冷炉盖的安装 (23)4 偏心底出钢(EBT)设计 (24)4.1出钢口偏心距E的确定 (24)4.2出钢箱切角 (24)4.3出钢箱高度 (24)5 变压器功率和电参数的确定 (25)5.1变压器功率的确定 (25)5.2电极直径设计 (25)5.3电极心圆直径设计 (26)5.4电压级数设计 (26)6 配料计算 (28)6.1对配料的基本要求 (28)6.1.1准确配料 (28)6.1.2钢铁料的使用原则 (28)6.2配料计算公式 (29)6.2.1炉料成分的配定原则 (29)6.2.2配料计算公式 (30)6.2.3 配料计算 (31)6.2.4配料组成 (32)结论 (33)参考文献 (34)致谢 (36)1 绪论1.1前言近现代主要冶炼钢方法包括转炉炼钢、平炉炼钢法和电炉炼钢法法。
1 设计总述1.1 电弧炉 (Electric Arc Furnace) 简介电弧炉是继转炉、平炉之后出现的又一种炼钢方法。
电弧炉的出现,开发了煤的替代能源,使得废钢开始了经济回收,这最终使得钢铁成为世界上最易回收的材料。
100多年来,电弧炉炼钢的发展速度虽然不如20世纪60年代前的平炉,也比不上60年代后期转炉发展得那样快,但随着科技的进步,电弧炉的钢产量及其比例始终在稳步增长。
20世纪60年代,电弧炉开始采用吹氧熔炼,特别是超高功率(UHP)电弧炉的兴起,使电弧炉炼钢技术进入了快速发展的时期。
自80年代中后期以来,电炉炼钢领域一直在加速发展并不断出现变革性的进步。
在钢产量上,尽管全球粗钢总量自20世纪70年代中期以来一直徘徊在7.0~7.8亿t之间,但电炉炼钢产量比例一直在稳步上升。
近年来,电弧炉钢产量增长速率超过了钢总产量的增长速率。
2000年全世界钢总产量为841154万t,其中电炉钢产量为28352万t,占钢总产量的33.7%,与1995年相比,钢总产量增长13.2%,电炉钢产量增长了16.8%。
2001年,全世界钢总产量为843797万t,其中电炉钢产量为29587.9万t,占钢总产量的35.07%。
有些国家废钢资源丰富,电价低廉,电弧炉炼钢发展迅速。
2000年美国电炉钢比达到46.8%。
而我国由于废钢资源短缺,电价较高,2000年电炉钢产量为2020万t,占全国总产量的15.9%。
2001年,,我国的钢总产量为15163万t,其中电炉钢产量为2400.5万t,电炉钢比为15.8%。
较早年代,我国电弧炉以冶炼合金钢为主,多集中于特殊钢厂,电弧炉容量小。
上世纪90年代起,我国相继建设了多座大容量超高功率电弧炉。
据统计,1990年至1999年我国新建设60~150t电弧炉19座,总容量为1645t。
目前,我国投入运行的50t以上电弧炉有39座,其中单炉出钢量100t以上的电弧炉有10座。