CL010无缝钢管的热处理生产
- 格式:pdf
- 大小:712.69 KB
- 文档页数:16
无缝钢管的一般热处理过程和热处理目的1..1无缝钢管退火处理过程:将无缝钢管加热到一定温度,保温一定时间,然后缓慢冷却到室温。
目的:①降低硬度、提高塑性,以利于切削加工及冷变形加工;②细化晶粒,均匀钢的组织,改善钢的性能及为以后的热处理作准备;③消除钢的内应力,防止零件加工后变形及开裂。
1.2无缝钢管退火类别:1.2.1完全退火过程:将钢件加热到临界温度(不同钢材临界温度也不同,一般是710~750℃,个别别合金钢的临界温度可达800~900℃)以上30~50℃,保温一定时间,然后随炉缓慢冷却(或埋在沙中冷却)。
目的:细化晶粒、均匀组织、降低硬度、充分消除内应力完全退火适用于碳含量(质量分数)在0.8%以下的锻件或铸钢件。
1.2.2球化退火过程:将钢件加热到临界温度以上20-30C,经过保温以后,缓慢冷却至500℃以下再出炉空冷。
目的:降低硬度,改善切削性能,并为以后淬火做好准备,以减少淬火后变形和开裂。
球化退火适用于碳含量(质量分数)大于0.8%的碳素钢和合金工具钢。
1.2.3去应力退火过程:将钢件加热到500~650℃,保温一定时间,然后缓慢冷却(一般采用随炉冷却)消除钢件焊接和冷校直时产生的内应力,消除精密零件切削加工时产生的内应力,以防止以后加工和使用过程中发生变形。
去应力退火适用于各种铸件、锻件、焊接件和冷挤压件等。
2.1无缝钢管正火处理过程:将钢件加热到临界温度以上40~60℃,保温一定时间,然后在空气中冷却热处理。
目的:①改善组织结构和切削加工性能;②对力学性能要求不高的零件,常用正火作为最终热处理;③消除内应力3.1无缝钢管淬火处理过程:将钢件加热到淬火温度,保温一段时间,然后在水、盐水或油(个别材料在空气中)中急速冷却。
目的:①使钢件获得较高的硬度和耐磨性;②使钢件在回火以后得到某种特殊性能,如较高的强度、弹性和韧性等3.2无缝钢管淬火类别3.2.1单液淬火过程:将钢件加热到淬火温度,经过保温以后,在一种淬火剂中冷却。
厚壁12Cr1MoVG高压锅炉管热处理工艺优化研究摘要:针对已有的12Cr1MoVG高压锅炉管在热处理过程中出现机械性能不达标的问题,提出“间歇淬火+回火”的热处理方法。
通过对12Cr1MoVG厚壁管进行正火后冷却速率的调控,获得以铁素体+贝氏体为主要成分的厚壁型12Cr1MoVG高压锅炉管材,是确保其综合力学性能优良的关键。
经大规模生产实践证明,采用“间歇淬火+回火”的方法,可以生产12Cr1MoVG高压锅炉钢管,达到国标GB/T5310-2017及用户的技术指标。
关键词:高压锅炉管;12Cr1MoVG钢;厚壁;热处理引言12Cr1MoVG为一种常用的低合金热强钢,其综合性能优异,尤其在中温条件下表现出优异的热强度。
由于高压锅炉钢管工作条件苛刻,需要在高温、应力条件下长时间服役,因此,对钢管的强韧性能提出了更高的要求,并对其进行了抗蠕变处理。
为此,《高压锅炉用无缝钢管》GB/T5310-2017对其材质的化学成分、性能和热处理工艺等提出了较高的要求,并提出了相应的改进措施。
另外,根据国家规范的要求,国内许多锅炉厂都对其某些性能提出了更高的要求,例如:提高抗冲击能力,限定硬度范围。
在国内规范中规定的淬火温度区间较窄时,其淬火温区的限定将进一步减小,这为规模化生产造成了一定难度。
内蒙古包钢钢联钢管有限责任公司(包钢)在已有装备条件下,通过多次实验、探索,创新地采用"间歇淬火+回火"的热处理方法,获得了性能优异的12Cr1MoVG高温锅炉管材,并在多家锅炉厂得到应用,获得了较好的经济效益。
1合金材料热处理概述目前,传统的冶炼方式是熔炼+二次重熔,即熔炼+二次重熔,以减少夹杂、优化夹杂、提高铸坯晶体结构。
经熔炼后,有锻开坯、热轧、冷轧或冷拉等工艺,也可以采用水压或快锻油压设备进行锻造。
高温合金的性能不仅取决于材料的成分和微观结构,而且还与熔炼、成形过程密切相关。
不同种类的合金,其内部结构差别很大,即使是同一种合金,由于加工工艺的不同,所形成的微观结构也会有很大的差别,因此,通过热处理,可以有效地调控合金的微观结构,从而提高材料的综合性能。
目前冷拔无缝钢管热镀锌生产工艺镀锌冷拔无缝钢管具有较强的耐腐蚀性和强度、刚度,广泛应用于煤气、暖气和水的运送管道。
工艺流程为:黑管——碱洗——水洗——酸洗——清水漂洗——浸助剂——烘干——热浸镀锌——外吹——内吹——空冷——水冷——钝化——水漂洗——查验——称重——入库。
详细为:1、镀前处置工序有碱洗、酸洗、漂洗、浸助剂、烘干5个工序。
1)有些冷拔无缝钢管外表有油污,需进行碱洗。
2)选用盐酸进行酸洗,以去掉冷拔无缝钢管外表的氧化皮。
3)为除掉冷拔无缝钢管外表附着的残酸及铁盐,需对冷拔无缝钢管进行2次漂洗。
4)助熔剂作用是从冷拔无缝钢管外表除掉一切杂质,确保冷拔无缝钢管与锌液洁净触摸,构成杰出镀层。
5)为避免冷拔无缝钢管浸入锌锅发作放炮表象,需对涂上熔剂的冷拔无缝钢管进行烘干,烘干温度在120-200℃,时刻不低于150s。
2、热浸镀锌工序1)锌锅内锌液温度严厉操控在450±5℃。
2)烘干处置的冷拔无缝钢管通过烘干炉链条逐根移出,浸入炉辊道,然后运送至镀锌炉,滚入镀锌机中的3根浸锌螺旋内。
3)3根螺旋相位不一样,使冷拔无缝钢管在螺旋上成歪斜状况,跟着螺旋转动,冷拔无缝钢管一面向下移动一面构成歪斜角,然后进入锌液,并持续向下移动。
4)冷拔无缝钢管主动跌落在锌锅内的滑轨上,由拨料组织将其拨至外侧,再由提管机提出锌液。
5)冷拔无缝钢管提升至磁力辊辊面时,被吸住并移动到曳出辊道上。
3、镀后处置工序镀后处置工序包含:外吹、曳出、内吹、水冷、查验、钝化、打印。
1)冷拔无缝钢管通过外吹环,其上有一排小孔,通过压缩空气,将冷拔无缝钢管剩余锌液吹去,取得光亮外表。
2)在满意出产节奏下,下降曳出速度,能够操控上锌量,下降锌耗。
3)内吹可除掉冷拔无缝钢管内外表剩余的锌液,取得光亮的内外表,被除掉的锌液构成锌粉,被收回。
4)水冷槽的温度操控在80℃,冷却水用泵送到冷却塔进行冷却后进行循环运用。
5)水冷后移出水冷槽,落在查验台架上,查验后将漏镀管放入废品筐内,成品管送入输出辊道。
C110级油井管钢微观组织、力学性能和抗SSC性能研究高性能C110级抗硫化物应力开裂(SSC)无缝油井管是支撑严酷腐蚀环境油气资源开发的关键材料。
目前对该材料热处理工艺、马氏体微结构与使用性能之间关系的研究还不深入,认识尚不明晰,性能稳定性尚待提升。
为此,本文设计制备了C110级抗SSC油井管用28CrMo48VTiB钢,对试验钢进行了890℃淬火+(600<sup>7</sup>20℃×30<sup>9</sup>0 min)系列回火处理。
针对各样品,采用光学显微镜(OM)、扫描电镜(SEM)、电子背散射衍射(EBSD)、透射电镜(TEM)和X射线衍射仪(XRD)等方法,对马氏体各微结构进行了表征;测试了拉伸、冲击和硬度等常规力学性能;通过双悬臂梁(DCB)试验,测试了SSC 扩展长度Δa<sup>浸</sup>泡时间t关系曲线、SSC扩展速率da/dt<sup>瞬</sup>时应力强度因子(K<sub>Iapplied</sub>)关系曲线,测定了SSC停止扩展的临界应力强度因子K<sub>ISSC</sub>;采用Devanathan-Stachurski氢渗透试验,分析了氢的扩散行为。
通过定量表征马氏体各微结构的强化贡献,揭示了强化机制,通过定量表征马氏体微结构与氢扩散、SSC萌生之间、晶界与SSC扩展之间的关系,揭示了抗SSC机理。
据此,开展了高性能C110级抗SSC油井管的工业试制。
结果表明:28CrMo48VTiB试验钢经890℃淬火+(600<sup>7</sup>20℃×30<sup>9</sup>0 min)系列回火处理,形成了回火马氏体组织。
该马氏体由Packet、Block和Lath各级亚结构组成。
聚氨酯无缝钢管耐蚀钢的热处理工艺
聚氨酯无缝钢管耐蚀钢的热处理工艺
无缝钢管除要求其具有优良的耐磨性、切削加工性、耐热性及高的厚壁无缝钢管强韧性外,针对某些无缝钢管在熔融状态下,会分解出氯化氢、氟化氢和二氧化硫等气体,故模具要有一定的耐腐蚀性。
目前,国内无缝钢管用户一般选用4Cr13型不锈钢。
本次研究了两种无缝钢管钢经不同温度淬火、回火后的硬度和显微组织,并对两种钢的抛光性能,及在使用条件下的耐腐蚀性能进行了对比分析。
结果表明:
(1)两种试验无缝钢管钢经适当热处理后,均具有相对较高的硬度,B钢的淬火、回火硬度高于A钢,但均可以满足无缝钢管模具的需求。
(2)根据实验结果及模具对材料的使用要求,推荐1040℃油淬+610℃两次回火的热处理工艺。
(3)两种试验钢在同一状态,相同条件下B钢的抛光性能要优于A钢。
(4)两种试验无缝钢管钢在相同的调质工艺及相同腐蚀条件下,B钢的耐蚀性要优于A钢,平均年腐蚀深度比A钢降低34.28%。
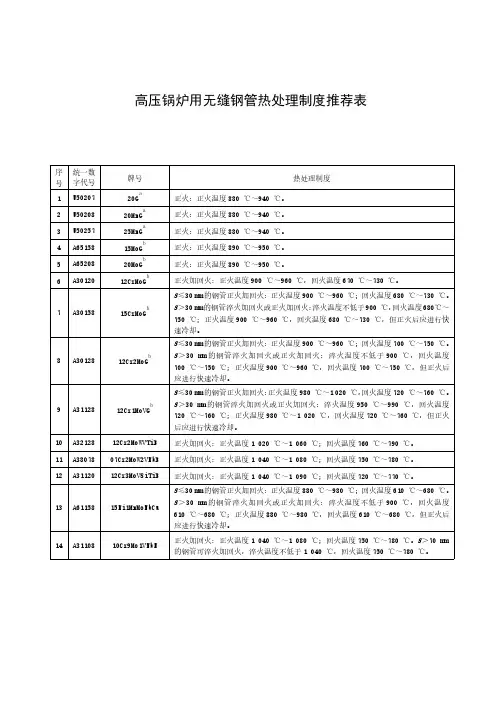
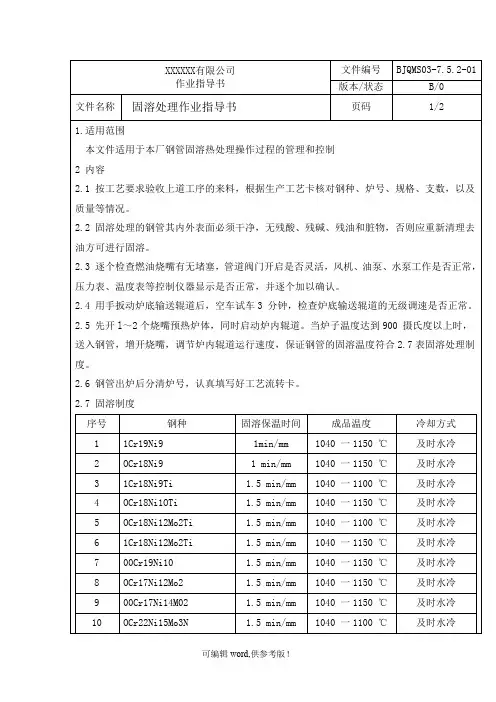
高压锅炉用无缝钢管热处理制度推荐表序号统一数字代号牌号热处理制度1U5020720G a 正火:正火温度880℃~940℃。
2U5020820MnG a 正火:正火温度880℃~940℃。
3U5025725MnG a 正火:正火温度880℃~940℃。
4A6515815MoG b 正火:正火温度890℃~950℃。
5A6520820MoG b 正火:正火温度890℃~950℃。
6A3012012CrMoGb 正火加回火:正火温度900℃~960℃,回火温度670℃~730℃。
7A3015815CrMoG b S ≤30mm 的钢管正火加回火:正火温度900℃~960℃;回火温度680℃~730℃。
S >30mm 的钢管淬火加回火或正火加回火:淬火温度不低于900℃,回火温度680℃~750℃;正火温度900℃~960℃,回火温度680℃~730℃,但正火后应进行快速冷却。
8A3012812Cr2MoG b S ≤30mm 的钢管正火加回火:正火温度900℃~960℃;回火温度700℃~750℃。
S >30mm 的钢管淬火加回火或正火加回火:淬火温度不低于900℃,回火温度700℃~750℃;正火温度900℃~960℃,回火温度700℃~750℃,但正火后应进行快速冷却。
9A3112812Cr1MoVG b S ≤30mm 的钢管正火加回火:正火温度980℃~1020℃,回火温度720℃~760℃。
S >30mm 的钢管淬火加回火或正火加回火:淬火温度950℃~990℃,回火温度720℃~760℃;正火温度980℃~1020℃,回火温度720℃~760℃,但正火后应进行快速冷却。
10A3212812Cr2MoWVTiB 正火加回火:正火温度1020℃~1060℃;回火温度760℃~790℃。
11A3807807Cr2MoW2VNbB 正火加回火:正火温度1040℃~1080℃;回火温度750℃~780℃。