均值极差控制图讲解学习
- 格式:ppt
- 大小:904.50 KB
- 文档页数:30

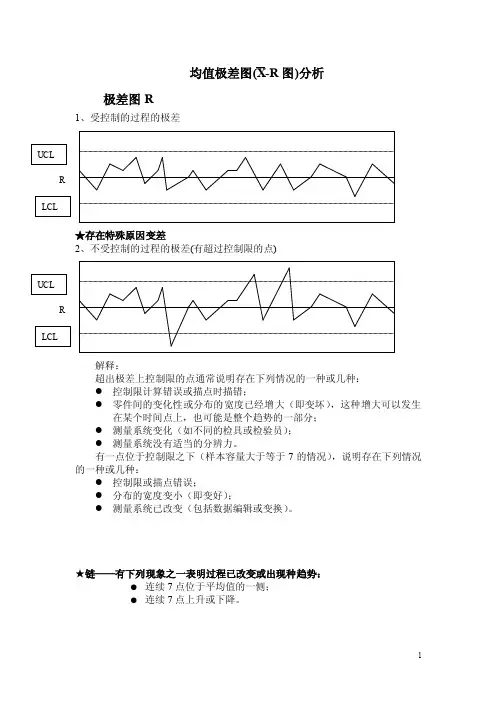
均值极差图(X-R 图)分析极差图R1、受控制的过程的极差★存在特殊原因变差2、不受控制的过程的极差(有超过控制限的点) 解释:超出极差上控制限的点通常说明存在下列情况的一种或几种: ● 控制限计算错误或描点时描错;● 零件间的变化性或分布的宽度已经增大(即变坏),这种增大可以发生在某个时间点上,也可能是整个趋势的一部分; ● 测量系统变化(如不同的检具或检验员); ● 测量系统没有适当的分辨力。
有一点位于控制限之下(样本容量大于等于7的情况),说明存在下列情况的一种或几种:● 控制限或描点错误;● 分布的宽度变小(即变好);● 测量系统已改变(包括数据编辑或变换)。
★链——有下列现象之一表明过程已改变或出现种趋势:● 连续7点位于平均值的一侧; ● 连续7点上升或下降。
(存在高于和低于极差均值的两种链)4、不受控制的过程的极差(存在长的上升链)解释:高于平均极差的链或上升链说明存在下列情况的一种或全部:●输出值的分布宽度增加,其原因可能是无规律的(如设备工作异常或固定松动)或是由于过程中的某个要素变化(如材料变化),是常见问题,需纠正;● 测量系统变化(如不同的检具或检验员);低于平均极差的链或下降链说明存在下列情况的一种或全部:● 输出值的分布宽度减小,这常常是一个好状态,应研究以便推广应用和改进过程;●测量系统改变,这会掩盖过程的真实性的变化。
★其它明显的非随机的图形 5、不受控制的过程的极差 (点离极差均值太近)(点离控制限太近)解释:各点与极差均值R 的距离:一般地,大约2/3的描点应落在控制限的中间1/3的区域内,1/3的描点应落在其外的2/3的区域内。
a )如果显著多于2/3以上的描点落在离极差均值R 很近之处(超过90%的点落在控制限1/3的区域内),说明存在下列情况的一种或全部: ● 控制限计算错误或描点时描错;● 过程或取样方法被分层;每个子组系统化包含了从两个或多个具有完全不同的过程均值的过程流的测量值(如用几根测量轴每一轴测一个数); ● 数据已经过编辑。

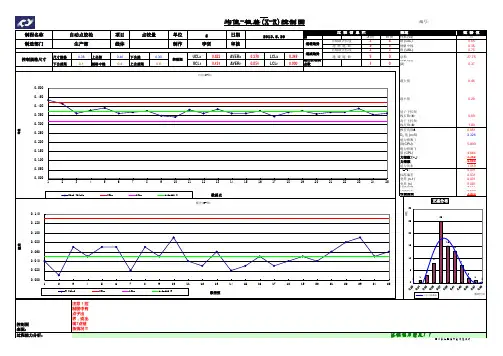
均值-极差(X-R)控制图编号:过 程 信 息 栏统计特性描述数 据 值数据重要趋势X 图R 图样本容量7534工程规范下限 (LSL)0.0599规格中线0.3533工程规范上限 (USL)0.75尺寸规格0.35上公差0.40下公差0.30UCLx 0.422AVERx 0.370LCLx 0.31899总和27.75下公差限0.1规格中线0.4上公差限0.8UCLr0.131AVERr0.051LCLr0.000超出控制线点数1读数均值 (X)0.37最大值0.45最小值0.29低于下控制线点数(X)0.00高于上控制线点数(X) 1.00极差均值R 0.051D 2 值 (n=5) 2.326能力指数上限(CPU) 5.800能力指数下限 (CPL) 4.884稳定过程能力指数 (C p ) 5.342稳定过程能力指数 (C pk ) 4.884能力比率 (CR) 1.013标准偏差(n-1)0.031标准偏差 (n)0.031变异 (n-1)0.001变异 (n)0.001性能指数 (P P ) 3.777性能比率 (PR)0.265性能指数 (P pk )3.453控制图表现:注意!控制图中有点子出界,或出现7点链条情况!!!日期n 1234567891011121314151617181920212223242510.4500.4100.3700.3500.3500.3200.3600.3300.3500.2900.3800.3500.3900.3500.3500.3500.3600.3500.3500.340######################20.4100.4100.3900.3800.4000.3700.3600.3900.3700.3500.4000.3800.4100.3600.3800.4000.3400.3900.3700.380######################30.4400.4200.3200.4000.4200.3900.3800.4000.3200.3800.3600.3500.3500.3700.3500.3700.3300.3600.4000.350######################均值0.4330.4130.3600.3770.3900.3600.3670.3730.3470.3400.3800.3600.3830.3600.3600.3730.3430.3670.3730.3570.367#########0.3530.360极差0.0400.0100.0700.0500.0700.0700.0200.0700.0500.0900.0400.0300.0600.0200.0300.0500.0300.0400.0500.040######################过程能力特足!!备注:控制规格尺寸过程能力分析:2013.5.29制造部门生产部李训控制限日期审核递增趋势递减趋势制程名称点较量自动点胶枪g 点数最大长度递 增 链 数点数最大长度递 减 链 数项目线体单位制作0.0000.050 0.100 0.150 0.200 0.250 0.3000.350 0.4000.450 0.50012345678910111213141516171819202122232425均值数据点均值(X-图)Data ValuesUCLxLCLxAverage X0.0000.020 0.040 0.060 0.0800.1000.120 0.140 12345678910111213141516171819202122232425极差极差值极差(R-图)R ValueUCLrLCLrAverage R13825151372151015202530频数数据区间正态分布正态分布曲线四川长虹包装印务有限公司。

平均数—极差控制图控制图是控制连续型质量特性数据最常用的控制图,其中指样本平均数,R指极差。
它可用于控制对象为长度、重量、强度、纯度、时间和生产量等计量值的场合。
1一、相关的数理统计原理1、总体与样本在实际工作中,我们将所研究对象的全体称为总体,例如某车间±产的电阻器的寿命、某地区所有邮电所每天的营业额等。
组成总体的每一个基本单位称为个体,如每件产品的寿命、每个邮电所每天的营业额等。
总体所包含的个体的数目,可以是有限的也可以是无限的,对于无限多的个体,一一考察其某个质量特性数据,显然是不可能的。
有时即使是有限多个个体,但由于某些原因,如数量较大或考察方法是破坏性的,也就不可能全数进行考察,而只能通过抽取总体中的一小部分样本来了解和分析总体的情况,称为抽样检验。
对于来自总体的容量为n的样本观察值:,,…,在数理统计中定义样本的数字特征值如下:称为样本平均值,描述样本的位置特征;称为样本标准差,样本方差或样本标准差描述样本的离散特征。
在数理统计中已经证明了:对样本平均值再求平均等于总体的平均值,即样本方差是总体方差的,即。
2、中心极限定理如前所述,正态分布是质量管理中连续型质量特性数据经常遇到的一种分布状态,但在生产中还存在许多非正态分布的质量特性数据。
这样的问题,可以通过对样本平均数分布状态特点的研究加以解决。
根据数理统计的中心极限定理,任意总体,不论其分布状态如何,若总体的平均数和标准偏差存在,则随机变量的样本平均数的分布状态,随着样本量n的增大而逐渐接近于正态分布(见图5-9)。
简而言之,不论总体分布状态如何,当n足够本时,它的样本平均数总是趋于正态分布。
这就是样本平均数分布状态的特点。
利用这个特点,可以把非正态分布的总体变成正态分布,从而运用正态分布的规律对生产过程进行控制。
总体z的分布图5-9任意分布变成趋近于正态分布2二、控制图的特点1、控制图的特点控制图主要用于观察和判断总体平均值μ是否发生变化,即控制概率分布密度曲线的中心位置。
X匀值:是通过每组样本的平均值得出的,然后把每组的平均值相加除以组数,得到总的平均值。
R 匀值:是通过每组两个极端值得到的,就是每组的最大值-最小值,等于每组的极差,再通过每组的极差值来计算总的极差平均值平均极差分布及控制图常数表2 用EXCEL软件绘均值一极差控制图(rR图)2.1 绘图方法2.1.1 EXCEL软件的作用随着计算机技术的不断发展,尤其是计算速度的不断加快,使其在办公领域得以充分应用.一些软件不但能制表,还能绘图,使质量管理工作也上了一个新水平。
近来,笔者尝试用EXCEL 绘均值一极差控制图( R 图),以使质量管理工作更方便、更快捷。
2.1.2 应用示例现以齿条总高为例,用EXCEL软件绘a—R 图.设共有25组数据,样本大小为5,其操作过程如下。
2.1.2.1 打开EXCEL软件中的一个工作薄,选择其中一个工作表.2.1.2.2 在第1行输入表头。
2.1_2.3 在第l列单元格输入样本编号:选定要填充的第1个单元格A2,输入1,A3格输入2,选择A2、A3格将鼠标移到A3格右下角的填充柄上,当鼠标指针变成小黑十字时,按鼠标左键在要填充的区域上拖动(即从A4到A26),松开鼠标左键,填充自动完成。
2.1.2.4 在第2列单元格输入标准值:选定单元格B2,输入2.8,将鼠标移到B2格右下角的填充柄上,当鼠标指针变成小黑十字时,按鼠标左键在B3到B26格上拖动,松开鼠标左键填充自动完成. 2.1.2.5 将收集到的数据输入表中。
2.1.2.6 计算均值:选定H2,选“常用”工具栏中的“粘贴函数"(即厂 ),出现“粘贴函数”对话框,在函数分类栏中选“常用函数”,在函数名栏中选“AV—ERAGE”,点“确定”,在“Number1"栏中输入“C2:G2”,点“确定”,即求得一个均值,选定H2格,点常用工具栏中的“复制”,再选定H3到H26,选“常用”工具栏中的“粘贴”,即求出其余24个均值. 2.1.2.7 计算极差的方法与计算均值大致相同,其公式为:R=max(B2:F2)~min(B2:F2)并将单元格的位置作相应变化。