塑料模具毕业设计PPT
- 格式:ppt
- 大小:1.48 MB
- 文档页数:21

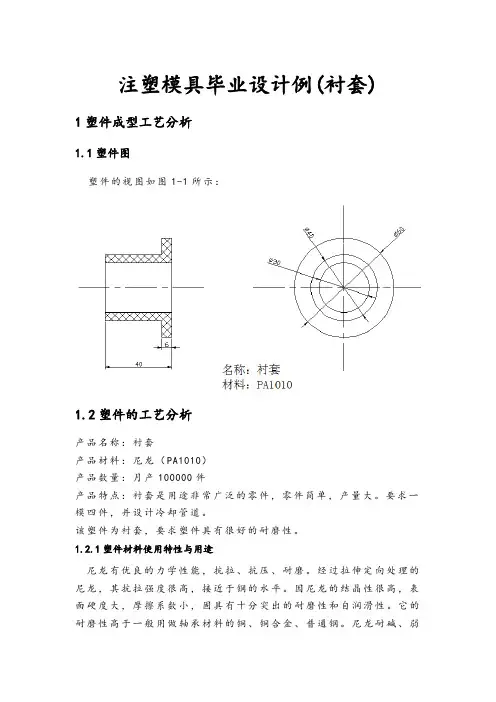
注塑模具毕业设计例(衬套)1塑件成型工艺分析1.1塑件图塑件的视图如图1-1所示:1.2塑件的工艺分析产品名称:衬套产品材料:尼龙(PA1010)产品数量:月产100000件产品特点:衬套是用途非常广泛的零件,零件简单,产量大。
要求一模四件,并设计冷却管道。
该塑件为衬套,要求塑件具有很好的耐磨性。
1.2.1塑件材料使用特性与用途尼龙有优良的力学性能,抗拉、抗压、耐磨。
经过拉伸定向处理的尼龙,其抗拉强度很高,接近于钢的水平。
因尼龙的结晶性很高,表面硬度大,摩擦系数小,固具有十分突出的耐磨性和自润滑性。
它的耐磨性高于一般用做轴承材料的铜、铜合金、普通钢。
尼龙耐碱、弱酸,但强酸和氧化剂能侵蚀尼龙。
尼龙的缺点是吸水性强、收缩率大,常常因吸水而引起尺寸变化。
其稳定性较差,一般只能在80°C~100°C之间使用。
为了进一步改善尼龙的性能,常在尼龙中加入减摩剂、稳定剂、润滑剂、玻璃纤维填料等,以克服尼龙存在的一些缺点,提高机械强度。
1.2.2成形特点尼龙原料较易吸湿,因此在成形加工前必须进行干燥处理。
尼龙的热稳定性差,干燥时为避免材料在高温时氧化,最好采用真空干燥法;尼龙的熔融黏度低,流动性好,有利于制成强度特别高的薄壁塑件,但容易产生飞边,故模具必须采用最小间隙;熔融状态的尼龙热稳定性较差,易发生降解是塑件性能下降,因此不允许尼龙在高温料筒停留过长时间;尼龙成形收缩围与收缩率大,方向性明显,易产生缩孔、凹痕、变形等缺陷,因此应严格控制成形工艺条件。
1.3塑件成形工艺参数确定PA1010熔程较窄,一般为3~4℃。
熔融流动性较好。
适合注射成型、挤出成型和吹塑成型。
主要成型工艺参数如下:密度 1.04 g/ cm3;收缩率 1.3~2.3(纵向) 0.7~1.7(横向)(1)干燥鼓风干燥温度90℃±5℃干燥时间约4~5h、真空干燥温度85℃±5℃,一般最好选择真空干燥工艺,避免热氧化变色(2)注塑工艺料筒温度: 后部190~210℃中部200~220℃前部210~230℃喷嘴200~210℃模具温度20~40℃注射压力60~80MPa注射周期30~50S2拟定模具结构形式2.1 型腔数目的确定为了制模具与注射机的生产能力相匹配,提高生产效率和经济性,并保证塑件精度,模具设计时应确定型腔数目。
苏州市职业大学课程设计说明书名称塑料模具CAD ——电位器盒院系机电工程系班级姓名第组第号系主任教研室主任指导教师目录课程设计任务书 (1)第一部分产品的说明 (5)第二部分塑件分析....................................... .6 第三部分注射机的型号和规格选择及校核.. (7)第四部分分型面的选择 (10)第五部分浇注系统的设计............................... .11 第六部分成型零件的工作尺寸计算及结构形式. (15)第七部分导柱导向机构的设置 (17)第八部分脱模机构的设计 (18)第九部分温度调节系统的设置 (19)第十部分开模 (21)第十一部分设计小结 (23)第十二部分参考资料 (24)苏州市职业大学课程设计任务书课程名称:塑料模具设计起讫时间:院系:机电工程系班级:指导教师:系主任:一、课程设计课题:注塑模具CAD分组设计指定塑料件的注塑模具:第一组:皂盒上盖 7人第二组:外壳 7人第三组:电位器盒 7人第四组:饭盒盖 6人第五组:修正带盒上盖 2 7人第六组:继电器盖 7人第七组:修正带盒上盖1 7人二、课程设计要求1,运用PRO/E或UG NX软件进行设计;2,根据提供的图纸和参考结构设计工艺可行的塑料件3D模型;3,运用模具CAD模块设计塑料件模具的工作零件,并设计浇注系统,要求1出2,采用侧浇口或点浇口;4,从模架库调用合理的标准模架;5,设计模具的所有结构零件;6,进行模具装配;7,运用3转2功能绘制料件、模具装配体的2D图;8,运用Word编写课程设计说明书。
三、课程设计工作量(进度要求)1,根据提供的图纸和参考结构设计工艺可行的塑料件3D模型;2,运用模具CAD模块设计塑料件模具的工作零件,并设计浇注系统,要求1出2,采用侧浇口或点浇口;3,从模架库调用合理的标准模架;设计模具的所有结构零件;4,进行模具装配;5,运用3转2功能绘制料件、模具装配体的2D图;6,运用Word编写课程设计说明书并打印;7,上交课程设计说明书书面资料及所有课程设计内容的电子档案。