封装键合劈刀SPT型号及规格
- 格式:pdf
- 大小:582.55 KB
- 文档页数:2
peco瓷嘴规格书瓷嘴规格参数。
金亿达科技KOSMA瓷咀,又称劈刀。
红宝石工艺,具有高密度性,性。
适应于多个半导体应用领域,如IC、LED封装厂封装工艺,二焊点烧球漂亮。
在打线市场上断线率极低,明显得提高了UPH和MTBA,应用于,金线,合金线,铜线,效果显着。
适应于各种型号焊线机使用,可焊接15UM(0.6mil)至38UM(1.5mil)金线,铜线,合金线。
也可以焊接微间距芯片产品及深凹型产品包括磁嘴(劈刀)、电木吸嘴、钨钢吸嘴、橡胶吸嘴、钢嘴、顶针、钨丝、磁嘴(劈刀)螺丝、点胶头等封装耗材与ASM设备配件以及设备日常维护工具,同时销售扭力扳手,拉力计,推力计等电子行业精密测量仪器。
我公司主要有红宝石瓷咀、KOSMA瓷咀、合金线瓷咀、铜线瓷咀、劈刀,欢迎您来电咨询订购!金亿达科技有限公司陶瓷劈刀,又名瓷嘴,毛细管,它作为邦定机的一个焊接针头,适用于二极体,三极管,可控硅,LED,声表面波,IC晶片等线路的焊接上。
用陶瓷作为劈刀,硬度大,比重高,晶粒细小,产品的外表光洁度高,尺寸精度高。
由于压焊,压焊的目的将电极引线到LED晶片上,完成产品内外引线的连接工。
瓷咀:用于LED摄象头等产品超声焊接金线、合金线、银线、铜线。
目前我司主要代理销售GAISER瓷咀、SPT瓷咀、K&S瓷咀、Kosma瓷咀。
其瓷咀种类分为:金线瓷咀、铜线瓷嘴、银线瓷咀、合金线瓷嘴。
规格齐全,分别适用于: 0.5mil、0.6mil、0.7mil、0.8mil、0.9mil、1.0mil、1.2mil、 1.5mil、2.0mil 等各种软硬度线径的线。
欢迎来电咨询了解。
金亿达有限公司主要代理SPT瓷咀0.6,0.65,0.7,0.8,0.9,1.0MIL金线瓷嘴,合金线瓷嘴,银线瓷嘴,正销售,可定制特殊规格型号,SPT橡胶吸嘴,SPT瓷嘴,型钨钢吸嘴,陶瓷吸嘴,胶木吸嘴,长寿命吸嘴,铜线瓷嘴多少钱,瓷嘴等SPT瓷嘴SPTUST-10A-CM-1/16-XL UTS-33IF-CM-1/16-XL TS-33IF-AZM-1/16-XL UTS-33FF-AZM-1/16-XL,UTS-15S-CM-1/16-XL, UTS-15A-CM-1/16-XL UTS-28HE-CM-1/16-XL UTS-38IG-CM-1/16-XL,UTS-46JH-CM-1/16-XL。
铜线球焊一、铜线球焊的优点1、价格优势:引线键合中使用的各种规格的铜丝,其成本只有金丝的1/3-1/10。
2、电学性能和热学性能:铜的电导率为0.62(μΩ/cm)-1,比金的电导率[0.42(μΩ/cm)-1]大,同时铜的热导率也高于金,因此在直径相同的条件下铜丝可以承载更大电流。
3、机械性能:铜引线相对金引线的高刚度使得其更适合细小引线键合。
二、铜线球焊的缺点(1)铜容易被氧化,键合工艺不稳定(2)铜的硬度、屈服强度等物理参数高于金和铝。
键合时需要施加更大的超声能量和键合压力,因此容易对硅芯片造成损伤甚至是破坏。
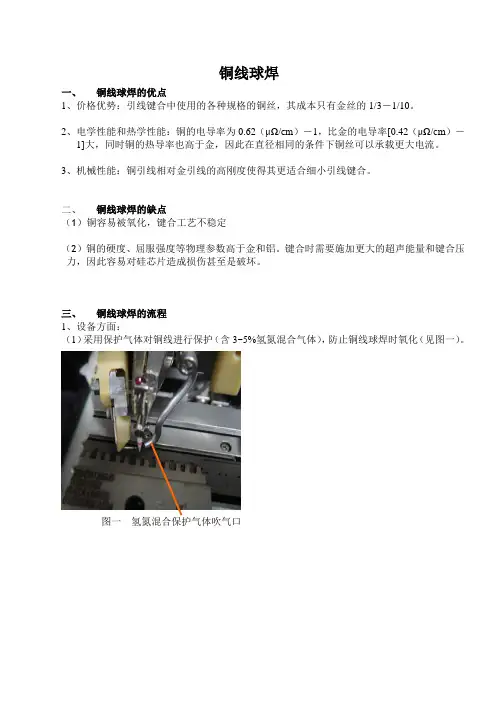
三、铜线球焊的流程1、设备方面:(1)采用保护气体对铜线进行保护(含3~5%氢氮混合气体),防止铜线球焊时氧化(见图一)。
图一氢氮混合保护气体吹气口(2)打开氢氮混合气,流量控制在7-8 L/min(见图二)。
氢氮保护气体标识图二保护气体流量表2、球焊芯片由于铜丝硬度比金丝大,因而铜线焊线区域相比金线焊线区域的铝层有所不同,具体如下:Wire Thickness (铜线尺寸) Bond pad thickness(芯片铝层厚度)0.8mil 1.1um1.0mil 1.5um1.2mil2.0um1.5mil 3.0um2.0mil3.0um3、由于铜丝硬度力比金丝大,因而铜丝的工艺参数相对要大(具体参数可参照组装图的工艺参数表)。
4、铜线球焊外观(1)铜线不良外观:球焊时Cu线氧化,出现“红球”现象图一图二(2)合格的铜线球形图一合格的Cu线球形图二球形不良图三焊球沾污或氧化5、铜丝劈刀参照表铜丝劈刀型号铜丝规格劈刀厂家UTS-33IF-CM-1/16-XL Φ25 SPTUTS-43LG-CM-1/16-XL Φ30 SPTUTS-50KK-CM-1/16-XL Φ38 SPTUTSDIC-64ML-AZM-1/16-XL Φ50 SPT6、确定产品外观符合要求后,DAGE4000进行拉力、推球测试(不同铜丝规格的产品拉力、推球标准具体见品管的过程质量检验标准)。

学员作业课程名称:集成电路封装与测试作业内容:集成电路封装中的引线键合技术任课教师:张江元学员姓名:蒋涛学员学号: 511412130所在班级:集成电路工程教师评分:集成电路封装中的引线键合技术【摘要】在回顾现有的引线键合技术之后,文章主要探讨了集成电路封装中引线健合技术的发展趋势。
球形焊接工艺比楔形焊接工艺具有更多的优势,因而获得了广泛使用。
传统的前向拱丝越来越难以满足目前封装的高密度要求,反向拱丝能满足非常低的弧高的要求。
前向拱丝和反向拱丝工艺相结合,能适应复杂的多排引线健合和多芯片封装结构的要求。
并具体以球栅阵列封装为例,介绍了检测手段。
不断发展的引线健合技术使得引线健合工艺能继续满足封装日益发展的要求,为封装继续提供低成本解决方案。
【主要内容】1. 引线键合工艺1. 1 楔形焊接工艺流程1. 2 圆形焊接工艺流程1. 3 主要工艺参数介绍1.3.1 键合温度1.3.2 键合时间2. 引线键合材料2. 1 焊线工具2. 2 引线材料3. 引线键合线弧技术3. 1 前向拱丝3. 2 反向拱丝4. 键合质量的判定标准4. 1电测试4. 2 边界扫描检测4. 3 X射线测试5. 小结参考文献1. 引线键合工艺在IC封装中,芯片和引线框架(基板)的连接为电源和信号的分配提供了电路连接。
有三种方式实现内部连接:倒装焊、载带自动焊和引线键合。
虽然倒装焊的应用增长很快,但是目前90%以上的连接方式仍是引线键合。
这个主要是基于成本的考虑。
虽然倒装焊能大幅度提升封装的性能,但是过于昂贵的成本使得倒装焊仅仅用于一些高端的产品上。
事实上对于一般产品的性能要求,用引线键合已经能够达到,没有必要使用倒装焊引起额外的成本增加。
对于封装厂商来说,使用倒装焊意味着目前传统的引线键合、模塑设备的淘汰,需要引入新的倒装焊设备,这个投资是非常巨大的。
传统的封装尺寸比较大,因而引线键合所使用的线的直径比较大,线弧也比较高,一般在150m~250m之间。
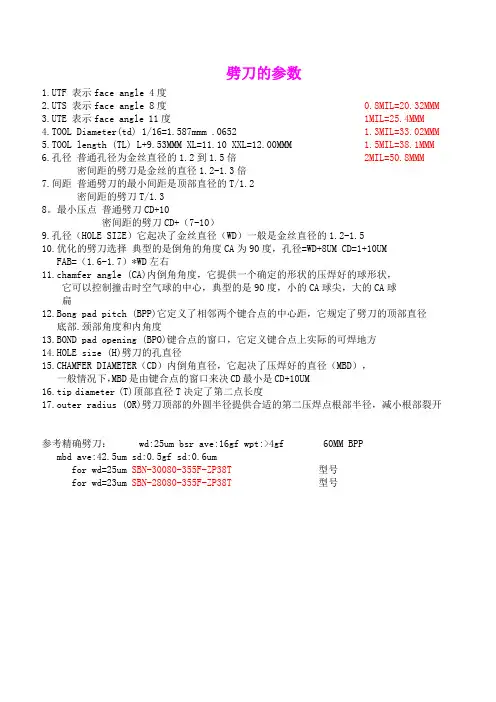
劈刀的参数1.UTF 表示face angle 4度2.UTS 表示face angle 8度0.8MIL=20.32MMM3.UTE 表示face angle 11度1MIL=25.4MMM4.TOOL Diameter(td) 1/16=1.587mmm .0652 1.3MIL=33.02MMM5.TOOL length (TL) L+9.53MMM XL=11.10 XXL=12.00MMM 1.5MIL=38.1MMM6.孔径普通孔径为金丝直径的1.2到1.5倍2MIL=50.8MMM密间距的劈刀是金丝的直径1.2-1.3倍7.间距普通劈刀的最小间距是顶部直径的T/1.2密间距的劈刀T/1.38。
最小压点普通劈刀CD+10密间距的劈刀CD+(7-10)9.孔径(HOLE SIZE)它起决了金丝直径(WD)一般是金丝直径的1.2-1.510.优化的劈刀选择典型的是倒角的角度CA为90度,孔径=WD+8UM CD=1+10UMFAB=(1.6-1.7)*WD左右11.chamfer angle (CA)内倒角角度,它提供一个确定的形状的压焊好的球形状,它可以控制撞击时空气球的中心,典型的是90度,小的CA球尖,大的CA球扁12.Bong pad pitch (BPP)它定义了相邻两个键合点的中心距,它规定了劈刀的顶部直径底部.颈部角度和内角度13.BOND pad opening (BPO)键合点的窗口,它定义键合点上实际的可焊地方14.HOLE size (H)劈刀的孔直径15.CHAMFER DIAMETER(CD)内倒角直径,它起决了压焊好的直径(MBD),一般情况下,MBD是由键合点的窗口来决CD最小是CD+10UM16.tip diameter (T)顶部直径T决定了第二点长度17.outer radius (OR)劈刀顶部的外圆半径提供合适的第二压焊点根部半径,减小根部裂开参考精确劈刀: wd:25um bsr ave:16gf wpt:>4gf 60MM BPPmbd ave:42.5um sd:0.5gf sd:0.6umfor wd=25um SBN-30080-355F-ZP38T型号for wd=23um SBN-28080-355F-ZP38T型号。
劈刀的参数1.UTF 表示face angle 4度2.UTS 表示face angle 8度0.8MIL=20.32MMM3.UTE 表示face angle 11度1MIL=25.4MMM4.TOOL Diameter(td) 1/16=1.587mmm .0652 1.3MIL=33.02MMM5.TOOL length (TL) L+9.53MMM XL=11.10 XXL=12.00MMM 1.5MIL=38.1MMM6.孔径普通孔径为金丝直径的1.2到1.5倍2MIL=50.8MMM密间距的劈刀是金丝的直径1.2-1.3倍7.间距普通劈刀的最小间距是顶部直径的T/1.2密间距的劈刀T/1.38。
最小压点普通劈刀CD+10密间距的劈刀CD+(7-10)9.孔径(HOLE SIZE)它起决了金丝直径(WD)一般是金丝直径的1.2-1.510.优化的劈刀选择典型的是倒角的角度CA为90度,孔径=WD+8UM CD=1+10UMFAB=(1.6-1.7)*WD左右11.chamfer angle (CA)内倒角角度,它提供一个确定的形状的压焊好的球形状,它可以控制撞击时空气球的中心,典型的是90度,小的CA球尖,大的CA球扁12.Bong pad pitch (BPP)它定义了相邻两个键合点的中心距,它规定了劈刀的顶部直径底部.颈部角度和内角度13.BOND pad opening (BPO)键合点的窗口,它定义键合点上实际的可焊地方14.HOLE size (H)劈刀的孔直径15.CHAMFER DIAMETER(CD)内倒角直径,它起决了压焊好的直径(MBD),一般情况下,MBD是由键合点的窗口来决CD最小是CD+10UM16.tip diameter (T)顶部直径T决定了第二点长度17.outer radius (OR)劈刀顶部的外圆半径提供合适的第二压焊点根部半径,减小根部裂开参考精确劈刀: wd:25um bsr ave:16gf wpt:>4gf 60MM BPPmbd ave:42.5um sd:0.5gf sd:0.6umfor wd=25um SBN-30080-355F-ZP38T型号for wd=23um SBN-28080-355F-ZP38T型号。

焊线工艺规范1 范围 (2)2 工艺 (2)3 焊接工艺参数范围 (3)4 工艺调试程序 (5)5 工艺制具的选用 (6)6 注意事项 (8)1 范围1.1 主题内容本规范确定了压焊的工艺能力、工艺要求 .工艺参数、工艺调试程序、工艺制具的选用及注意事项。
1.2 适用范围1.2.1 ASM-Eagle60. k&s1488机型。
1.2.2 适用于目前在线加工的所有产品。
2 工艺2.1 工艺能力2.1.1 接垫最小尺寸:45µm×45µm2.1.2 最小接垫节距(相邻两接垫中心间距离):≥60µm2.1.3 最低线弧高度:≥6 mil2.1.4 最大线弧长度:≤7mm2.1.5 最高线弧高度:16mil2.1.6 直径:Eagle60:Ф18—75um , K&S1488: Ф18—50um2.2 工艺要求2.2.1 键合位置2.2.1.1 键合面积不能有1/4以上在芯片压点之外,或触及其他金属体和没有钝化层的划片方格。
2.2.1.2 在同一焊点上进行第二次键合,重叠面积不能大于前键合面积的1/3。
2.2.1.3 引线键合后与相邻的焊点或芯片压点相距不能小于引线直径的1倍。
2.2.2 焊点状态2.2.2.1 键合面积的宽度不能小于引线直径的1倍或大于引线直径的3倍。
2.2.2.2 焊点的长度:键合面积的长度不能小于引线直径的1倍或大于引线直径的4倍。
2.2.2.3 不能因缺尾而造成键合面积减少1/4,丝尾的总长不能超出引线直径的2倍。
2.2.2.4 键合的痕迹不能小于键合面积的2/3,且不能有虚焊和脱焊。
2.2.3 弧度2.2.3.1 引线不能有任何超过引线直径1/4的刻痕、损伤、死弯等。
2.2.3.2 引线不能有任何不自然拱形弯曲,且拱丝高度不小于引线直径的6倍,弯屏后拱丝最高点与屏蔽罩的距离不应小于2倍引线直径。
2.2.3.3 不能使引线下塌在芯片边缘上或其距离小于引线直径的1倍。

封装键合铜线参数指摘我从事半导体封装已经十一年了,主要从事封装前道BG, SAW, DB 和WB的制成维护与开发,现在,由于国际金价持续走高,铜线的封装比重增加,现在,就将我这些年对铜线的研究与大家分享。
1. 镀钯铜线与裸铜线的区别。
镀钯铜线是在裸铜线的表面镀了一层钯,钯是一种很稳定的金属,优点是不被氧化。
所以与裸铜线相比,优点为,1). 镀钯铜线的存储时间更长,对存储的环境要求没有裸铜线高;2). 钯线的焊接过程中,只需要N2保护就可以,裸铜线的焊接必须是N2,H2混合气(forming gas);3). 在焊接工艺控制中,钯线与裸铜线没有差异,都需要采用合理的参数来控制高硬度的铜球焊接(在下面将详细叙述铜线焊接的工艺参数)。
镀钯铜线的缺点是价格高,一般是裸铜线价格2-3倍。
2. 铜线的焊接,2.1 第一点的焊接(ball bonding)由于铜球的硬度远远高于金球,所以铜线ball bond焊接易出下列废品,NSOP,Lift Metal,Crater,Golf Bond为了控制这些废品,需要用特殊的参数加以控制,以下是控制要点,1). 焊接过程分阶段,一般分两个阶段就能焊接,对一些易产生lift metal或cratering的device,可用三个阶段焊接。
第一阶段,只用force, 不加power,这个阶段主要是把球压成型,一般地,对0.8mil的铜线,用30-50g的force, 1.0mil 40-80g, 1.2mil 60-120g,1.5mil 150-250g, 1.7mil 250-450g, 2mil 350-500g. 第二阶段,用power, 焊接force要小,这样易于焊接,不易产生NSOP,焊接的power可以用one time in a factor 的实验方法的到,而对force,一般是第一阶段force的1/2或1/3。
第一阶段主要是对crater 与lift metal的控制,第二阶段主要是对NSOP的控制,当然,第二阶段power用得很大,也会产生crater 与lift metal. 一些特殊device需要用到第三阶段,一般地,前二阶段能控制crater, lift metal,但NSOP的PPM很高时,增加第三阶段,第三阶段是在第二阶段继续增加power和减小force. 如果还有问题就打开scrub 功能或enhancer 的功能。
关于劈刀和切刀选型,请看如下说明,关于价格我需要跟美国厂家咨询,等咨询完全后我们会第一时间告知:
1,对于200um的铝线的劈刀,推荐的线径是8mil(203um),劈刀型号为:
CAON-1/8-2''-45-VG-01215-P TD =.1249 TDF=.1180.,劈刀长度为2英寸,孔径尺寸是305um,打线端宽度是381um,45度送线孔,V型槽的设计结构;
2,对于300um的铝线的劈刀,推荐的线径是12mil(305um),劈刀型号为:
CAON-1/8-2''-45-VG-01820-P TD =.1249 TDF=.1180.,劈刀长度为2英寸,孔径尺寸是457um,打线端宽度是508um,45度送线孔,V型槽的设计结构;
3,对于100um的铝线的劈刀,推荐的线径是4mil(102um),劈刀型号为:
CAON-1/8-2''-45-VG-6008-P TD =.1249 TDF=.1180.,劈刀长度为2英寸,孔径尺寸是152um,打线端宽度是203um,45度送线孔,V型槽的设计结构;
4,对于切刀,我们建议选用的切刀型号为:Long cutter w1.0mm(切刀截面宽度为1mm)。
请看一下是否有疑问。
Thanks&Best regards。
引线键合工艺参数对封装质量的影响因素分析目前IC器件在各个领域的应用越来越广泛,对封装工艺的质量与检测技术提出了更高的要求,如何实现复杂封装的工艺稳定、质量保证和协同控制变得越来越重要。
目前国外对引线键合工艺涉与的大量参数和精密机构的控制问题已有较为深入的研究,并且已经在参数敏感度和重要性的排列方面有了共识。
我国IC封装研究起步较晚,其中的关键技术掌握不足,缺乏工艺的数据积累,加之国外的技术封锁,有必要深入研究各种封装工艺,掌握其间的关键技术,自主研发高水平封装装备。
本文将对引线键合工艺展开研究,分析影响封装质量的关键参数,力图为后续的质量影响规律和控制奠定基础。
2. 引线键合工艺WB随着前端工艺的发展正朝着超精细键合趋势发展。
WB过程中,引线在热量、压力或超声能量的共同作用下,与焊盘金属发生原子间扩散达到键合的目的。
根据所使用的键合工具如劈刀或楔的不同,WB分为球键合和楔键合。
根据键合条件不同,球键合可分为热压焊、冷超声键合和热超声键合。
根据引线不同,又可分为金线、铜线、铝线键合等。
冷超声键合常为铝线楔键合。
热超声键合常为金丝球键合,因同时使用热压和超声能量,能够在较低的温度下实现较好的键合质量,从而得到广泛使用。
2.1 键合质量的判定标准键合质量的好坏往往通过破坏性实验判定。
通常使用键合拉力测试(BPT)、键合剪切力测试(B ST)。
影响BPT结果的因素除了工艺参数以外,还有引线参数(材质、直径、强度和刚度)、吊钩位置、弧线高度等。
因此除了确认BPT的拉力值外,还需确认引线断裂的位置。
主要有四个位置:⑴第一键合点的界面;⑵第一键合点的颈部;⑶第二键合点处;⑷引线轮廓中间。
BST是通过水平推键合点的引线,测得引线和焊盘分离的最小推力。
剪切力测试可能会因为测试环境不同或人为原因出现偏差,Liang等人 [1]介绍了一种简化判断球剪切力的方法,提出简化键合参数(RBP)的概念,即RBP=powerA ×forceB×timeC,其中A,B,C为调整参数,一般取0.80, 0.40,0.20。
瓷嘴,金亿达劈刀介绍瓷嘴,金亿达瓷嘴又称为劈刀。
金亿达半导体耗材用于LED和半导体自动超声波球焊机的金线、银线、合金线及铜线生产工艺。
有gaiser瓷嘴、spt瓷嘴、NS瓷嘴、DYT瓷嘴、PECO瓷嘴、KEDLED瓷嘴等。
金亿达瓷嘴按照键合不同的材料区分可以分人金丝键合瓷嘴、银丝键合瓷嘴、合金线键合瓷嘴和铜线键合瓷嘴。
因为金线成本过高,所以在很大程度上,开始往银丝、合金线和铜线发展。
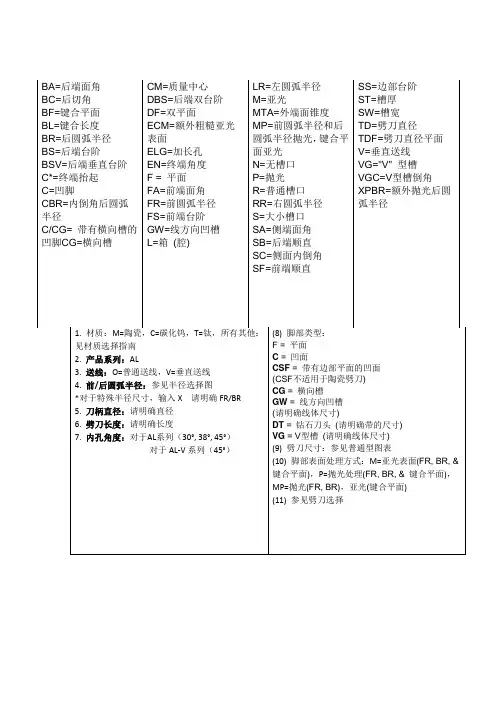
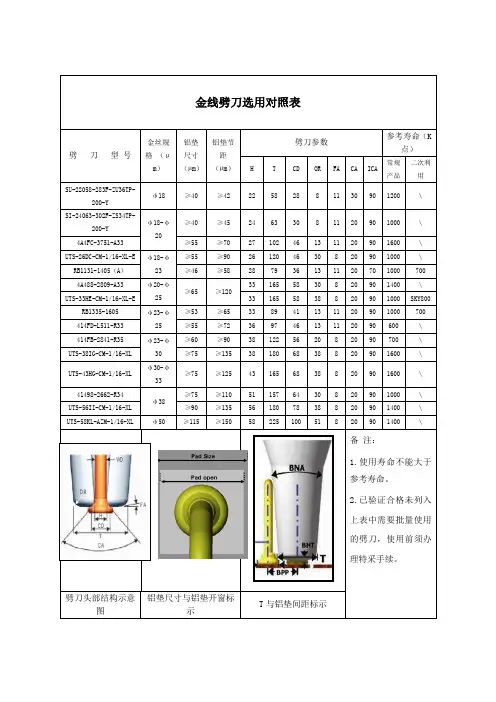
根据生产要求,瓷嘴主要由FA,CA,H,TD,CD,OR,TL这几项参数的搭配来选择不同规格的瓷嘴型号。
它们对应的意义如下:1.H------HOLE DIAMETER2.IC------INSIDE CHAMFER3.CD-----CHAMFER DIAMETER4.OR------OUTSIDE RADIUS5.T---------TIP DIAMETER6.FA-------FACE ANGLE7.MBD----MASHED BALL DIAMETER8.MTA-----MAIN TAPER ANGLEgaiser瓷嘴:1572-10-437gm-20d 1572-13-437gm-20d1572-15-437gm-20d 1572-17-437gm-20d 1513-10-437gm-20d1574-10-437gm-20d 1551-20-437GM 82(6-8D-15)20D-CZ11551-17-437GM 85(6-8D-15)20D-CZ1 1551-15-437GM85(4-8D-15)20D。
spt瓷嘴:UTS-15A-CM-1/16-XL 20D UTS90-15A-CM-1/16-XL 20D UTS-17M-CM-1/16-XL 20D UTS90-17M-CM-1/16-XL 20DUTS-10-AZM-1/16-XL 20D UTS-28HE-CM--1/16-XL 20DUTS-33IF-CM--1/16-XL 20D UTS-38IG-CM--1/16-XL 20DUTF120-38MF-CM--1/16-XL。
文件编号Doc. No : Q/CA・ G7513-2002天水华天微电子有限公司文件编号Doc No: Q/CA ・ G7513-2002 修改码:0页次Page: 2 of 10(1)如果相邻间距W120山n 产品,一般选用SBN 或SZA “打头”劈刀 (2) 如果相邻间距>120刚产品,一般选用UPS 或SZA “打头”劈刀章节编号Section No: 33 选用指导劈刀的选用应综合金线线径、铝垫尺寸、铝垫间距、相邻弧高等因素來考虑。
3.1根据金线线径,选用劈刀孔径(H)估算公式为孔径(H)二金丝线径+经验值(0.5〜0.8m 订)应用范例:(1) 采用①20刚金丝以下产品,选用孔径(H)为35帥劈刀如:UTS-35ID-CM-1/16-XL3.2 3.3 3.4(2)采用①254m 金丝的产品,选用孔径为38〜41帥劈刀如:UTS-38IG-CM-1/I6-XL 或 SZA15P-2008DK-15(3)采用038山n 金丝的产品,选用孔径为46-56山n如:UTS-46J1 或 UTS-56II根据铝垫尺寸选用内倒角直径(CD)大小估算公式为内倒角直径(CD)二铝垫尺寸-纟应用范例:(2)垫尺寸为70-90Mm 产品 选丿根据铝垫间距选用孑垫间距-平均金球直径 应用范例(1)铝垫间距WlfOMi 产品 选用SBNS 或FZA “打头”的劈刀 (2) 铝垫间距>110刚产品口J 灵活选用UPS 或SZA “打头”的劈刀根据相邻弧高和相邻间距选用劈刀头部形状SZA15P-2008DK-15 8IG-CM-1/16-XL 或 SZA15P-2008GI1-15 (3)铝垫尺寸为90-10 估算公式头部直径(产品选用U(1)垫尺寸为60-70山n 产品35BC-CM-1/16-XL 刀头部直径( NS-38FF文件编号Doc No: Q/CA ・ G7513-2002 修改码:0页次Page: 4 of 10章节编号Section No: 4 章节名称See. Title:应用指导4~应用指导根据口前客户产品,推荐选用以下规格的劈刀:(1)金丝采用020山n 产品选用UPS-35ID-CM-1 /16-XL-20 或SBNE-35BC-CM-1/16(2)铝垫尺寸为60-70刚产品月.铝垫间距WllOPm产品选用SBNE-35BC-CM-1/16(3)铝垫尺寸为70-90刚产品且铝垫间距W110M1产品选用SBNS-38FF-CM-1/16或FZA15P-2008DK-15章节编号Section No : 55备注表1:3. Chamfer Angle 内倒角角度 9. Tool Diameter 劈刀外圆直径1・Tip Style 2. Face Anglc3. 4・ Hole Size SBN S ( -) 41 C 1/16 XL (-) 11. Main Taper Anglc (MTA) 5. Tip Diameter -----6. Chamfer Diameterl.TIP Style 劈刀头部类型 11. 外端面锥度 (外端面夹角) 劈刀长度 in Taper 10.Tool Length 9.Tool Diameter 8. Finish 7.Material TA) 2. Face Angle 头部端面角10.Tool Length 1. 2. 3. 4. Hole Size 内孔直径 Tip Style: SBN Fine Pitch with 8. Finish 表面处理状况 5. Tip Diameter 劈刀头部直径 ateriai 材料 7. 6. Chamfer Diameter 倒角直径 o deg Slinline Bottleneck (for [细间距,瓶颈端面角为100(T<165M ] UT - Standard!capi1lary with Face Angle for non-Finc Pitch application. [普通型劈刀不适于细间距焊接使用] CSA - Standard capillary with a 0° Face Angle for nin-Fine Pitch application. [普通型劈刀,头部端面角为0°, FA 二0°不适于细间距焊接使用] Face Angle: Z-0° F~4° S-8° E-ll° [FA —头部端面角]Chcimfer Angle:Standard-90' (no need to specify)[内倒角角度:标准为 90°]G7513-2002 章节编号Section No: 56.Chamfer Diamcter25 Mm(.0010〃)W=70 (.0028〃)A=35 Am(.0014〃)28 Mm (.0011〃)Y=75 Mm(.0030〃)B=41 Um(.0016〃)30 Mm(.0012〃)Z=80 Mm(.0032〃)C=46 Um(.0018〃)33 Mm(.0013〃)A=90 Mm(.0035〃)1)=51Um(.0020〃)35 Mm (.0014〃)B=100 Mm(.0039〃)E=58 Um(.0023〃)38 Mm(.0015〃)C=110 Mm(.0043〃) F 二64Um(.0025〃)4・ Hole Size 5.Tip Diamctcr41 43 46 51 56 64 68 75 84 90 100 127 178 MmMmMmMmMmMmMmMmMmMmMmMmMm0016〃)0017〃)0018〃)0020〃)0022〃)0025〃)0027〃)0030〃)0033〃)0035〃)(.0039〃)(.0050〃)(.0070〃)0047〃)0051〃)0055〃)0059〃)0065〃)007 l,z)0079009800118〃)0075〃)0106〃)0130〃)0142〃)0161〃)0165〃)Pm (. 0169")V=710 Hm (.0279〃)二Special dimension* must be specified after part number.1)=12E=130F=140G=15011=1651=180J=200K=225L=250M=300N=190MmMmMmMmMmMmMmMmMmMmMmP=270 MmQ=330 Mm0027〃)0029〃)1〃)PmPmPmPmPmQ=38R=43S=48:36G=6811=741=036.0039〃).0045〃)呦(.0050,z)(.0021〃)(.0015〃)(.0017〃)(.0019〃)(.0038〃)(.0055/z)(.0060〃)(.0076〃)(.0100,z)X=Spccial dimensionM=llN=127T=97U=140 AmV=152 MmW=193 MY=254 Am章节编号Section No : 5Material: C=High Density Fine Grain Ceramic 99. 99%A1_2()2AZ 二 Zirconia Composite (For SBN only, TW1 lOUm)[材料:C 二高密度陶瓷颗粒99. 99% AL0.3AZ 二氧化错化合物(只有SBN 使用,T^llOMin)]Finish: Polish - No need to specify [表而处理:抛光-未特殊说明都是抛光模式]Matte(M)- Must be specified [亚光-使用时要指明]9. Tool Diameter: Standard T. 587%mm(. 0625〃)[外圆直径:普通 1. 587mm(0. 0625 英寸) 10. Tool length: L 二 9. 53mm(. 375〃) 16mm 二.630〃 [劈刀氏度] XL = 11. 10mm(・ 437〃) 19min =. 750〃 XXL = 12. 0mm(. 470") J 11. Main Taper Angle(MTA)[夕卜端面锥度] SBN Series — Standard 10 deg BNA [SBN 系列] UT and CSA series — Standard 30°(No need [普通型劈刀瓶颈端面角 o 锥度为30°] [普通型外端面锥度为30°] (Specify if different than above) [UT 与 CSA 系列]Others-20°(Must be cified):其它类型为 20°]7. 8.G7513-2002章节编号 Section No : 5表2: sz A 15 P - 20 08 E G E F G H A a) Tip Style b) Inside Chamfer Angle c) Hole Size d) Tip Finish BCD e)Optional Cone Angle < f)Face Angle < g)Tip Diameter < h)i)表3:j)k)l)m)"K LM 的类型 Chamfer Diameter < Outside Radius < FZ A 13 P - 20 11 Other Option(Tip Diameter Other Option(Chamfer Diameter Bottleneck Angle Bottleneck Height 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. (33-16-10/10) TS 劈刀头部值) Inside Chamfer Angle 内倒角角度 TiplFinish 头部加工处理方式(抛光与否) Optional Cone Angle 夕卜端面夹角 Face Angle 头部端面角 Tip Diameter 劈刀头部(T)直径 Chamfer Diameter 内倒角直径(CD) Outside Radius 端面外圆半径 Other Option (Tip Diameter)其它选择项(劈刀头部直径) Other Option (Chamfer Diameter)其它选择项(头部倒角直径) BottleneckAngle 瓶颈角Bottleneck Height 瓶颈高度文件名称:劈刀规格工艺选用指导书文件编号Doc No: Q/CA・G7513-2002修改码:0页次Page: 9 of 10章节编号Section No: 5 章节名称See. Title:备注~A Tip Style]劈刀头部类型]SZ Series = Normal Type [SZ 系列二普通劈刀]FZ Series=Bottieneck Type (Fine Pitch Capillary) [FZ 系列二瓶颈类型(细节距类型劈刀)UZ Series二Tool Length of 9. 53mm (0. 375) [UZ 系列二劈刀长为9. 53mm (0. 375 英寸)B Inside Chamfer Angle(ICA)[内倒角角度]A=90°B二120° 070°Z二Othet Option[其它选项]C Hole Size(HD)[内孔直径]SPECIFIED BASED ON WIRE SIZE:金丝直径选择内孔直径]D Tip Finish]*部加兀处理方式]“P” 二Polished Tip Finish[经抛光处理的]“M”二Matte Tip Finish[亚光面(未抛光处理的)E Option Cone Angle (CA)[外端面夹角]“10” =10°“]5” =15°“20” =20°“30” =30°“50” =50°F Face Angle (FA)[端面夹角]“00” 二°。
电子工艺技术Electronics Process Technology20198年1月第40卷第1期摘 要:劈刀是引线键合过程中的重要工具,其选型与性能决定了键合的灵活性、可靠性与经济性。
介绍了微组装引线键合常用楔形劈刀的结构、材料及选型思路,阐述了劈刀老化现象。
研究得出,劈刀老化的原因为劈刀刀头端面磨损与刀头端面生成物影响,劈刀刀头端面磨损不可逆转,劈刀刀头端面生成物可使用清洗方法去除,可使劈刀在磨损失效前继续使用。
关键词:引线键合;楔形劈刀;老化中图分类号:TN305 文献标识码:A 文章编号:1001-3474(2019)01-0008-04Abstract: Bonding wedges are one of the most important tools in bonding process. The selection and performance of bonding wedge determine the flexibility, reliability, cost of bonding process. The structure, material and selection method of bonding wedge were introduced. The degradation of bonding wedge and the reasons of degradation were expatiated. The results showed that the the degradation reasons of bonding wedges are wear of the wedge tip and the resultant on the tip during bonding process. The wear of the wedge tip is irreversible. The resultant on the tip can be removed by cleaning method, so that the wedge can continuously be used before wear failure.Key Words: wire bonding; bonding wedge; degradation phenomenon Document Code: AArticle ID: 1001-3474 (2019) 01-0008-04引线键合楔形劈刀及劈刀老化现象研究Research of Bonding Wedge and Its Degradation Phenomenon文泽海,卢茜,伍艺龙,潘玉华,邓强WEN Zehai, LU Qian, WU Yilong, PAN Yuhua, DENG Qiang (中国电子科技集团公司 第二十九研究所,四川 成都 610036)作者简介:文泽海(1982- ),男,技师,主要从事微组装引线键合和共晶焊等工艺技术工作。
∫2N9 Au Wire BondingChallenging SubstratesEnhanced Stitch Bondabilitysmall precision toolsJ a n 2008Au WireBond Surface∫As we are aggressively pursuing new technologies to improve the performance of packages and product miniaturization,the current problems associated with wire bonding remains. Bonding issues due to NSOP , NSOL, pad peeling have constantly been a nightmare for wire bond engineers. Theseissues became more severe with the pressure to reduce the cost of products.Although it is commonly known that the stitch bond reliability can be improved by increasing thetip diameter and FA/OR optimization of the capillary profile, the limitation lies with fine-pitch and ultra-fine pitch bonding. The restriction with the bond pad pitch limits the flexibility of using a larger tip diameter. The use of a smaller FA helps to improve the stitch bondability but at the expense of lower stitch pull reading and possibly, shorter tool life. Working within these limitations, a new capillary design is today developed to improve the stitch bondability.Small Precision Tools (SPT) Stitch Integrator capillary has been developed with the objective to improve the bondability of the stitch bond through better coupling effect between thebonding tool and the wire during bonding. Through extensive studies and optimizations, the Stitch Integratorcapillary has been derived and has proven to enhance the stitch bondability as compared to non SIcapillary designinmany field applications.Features:• Improved stitch integrationwith the substrate with better ultrasonic energy transfer.• Enhanced coupling effect between the capillary and the wirewith better stitch bondability.• Higher MTBA with fewer machine down time and higher product output.Today, the Stitch Integrator capillary has been tested, proven and qualified by major assembly houses and MNCs and usedin volume production for a broad range of bonding applications with improved yield performance and less bonder stoppages. Depending on the specific bonding application, the Stitch Integrator capillary can be used together with any existing design feature, such as the DFX (for small ball large wire bonding), Infinity (for extended tool life), etc. Indeed, the Stitch Integratorcapillary has proven to be a new revolution for enhanced stitch bondability.SI 33090435F ZB 34T P122N9 Au WireChallenging SubstratesEnhanced Stitch BondabilityThe use of 2N9 Alloyed Au wire is becoming popular for fine-pitch and ultra-fine pitch bonding. These wires consist of 99% Au purity with 1% Pd and are formulated with dopant to enhance the looping capability and ball bond reliability. However, these wires are generally harder and more prone to wire breakage and non-sticking problem during stitch bond formation resulting in higher yield loss during production, especially for leaded devices. The nature of the lead frame design with certain degree of bouncing effect during bonding further complicates the robustness of the bonding process.The challenge is to be able to improve the stitch bondability for 2N Alloyed Au wire. The Stitch Integrator capillary helps to improve the bonding performance as shown in the following application.Key Notes:●The enhanced coupling effect between the SI capillary and the alloyed wire has proven to improve the bondability of the stitch bond with minimum interruption to the bonder.At 600K bonds, the load-up condition on the capillary is satisfactory with no excessive load-up accumulation at the tip of the capillary.(Note: standard tool life is set at 500K bonds)Destructive test performed through wire pull @ 1/3 wire length at 1K and 600K bonds did not reveal any abnormality with the stitch bonds as all the wires break @ neck location. This indicates that the stitch bond adhesion is satisfactory with no bond reliability issue. Sample size = 1500 wires.Bonder stoppages due to wire open and short tail defect rate were recorded at less than 1000ppm while regular bonder stoppages was encountered with non-SI capillary.●●●32N9 Au Wire Bondin g How To OrderThe pressure to reduce the cost of products has indirectly instilled certain elements of inconsistency to the lead frame and substrate materials, which directly affect the bond reliability of the stitch bonds. Inconsistent lead frame and substrate quality often results in NSOL, short tail or low stitch pull readings during wire bond. Most of the time, the problem is only known after die attach and during wire bond.The challenge is to be able to improve the stitch bondability for these types of lead frames/substrates. The Stitch Integrator capillary helps to improve the bonding performance as shown in the following application.Key Notes:●Destructive test for both ball shear and wire pull has shown that the bondability for the ball and stitch bonds was within the manufacturing specification with good Cpk control.Visually, the ball and stitch bonds at 800K bonds did not show any symptoms of golf ball, irregular ball squashed out or damaged stitch bonds. Bonder stoppages throughout the tool life of the SI capillary was recorded at, NSOL: 614ppm, short tail: 512ppm. No EFO open was encountered.During the O/S test, device failure bonded using the SI capillary showed a substantial reduction in ppm as compared to non-SI capillary on the same device type. Overall, the SI capillary showed an improvement of more than 70% with reduced second bond failure. This indicates that the stitch bondability has improved using the SI capillary.●●●Challenging Substrates。