焊缝焊接质量检查记录表
- 格式:docx
- 大小:55.50 KB
- 文档页数:3
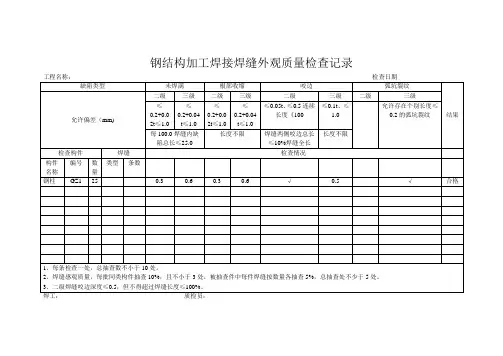
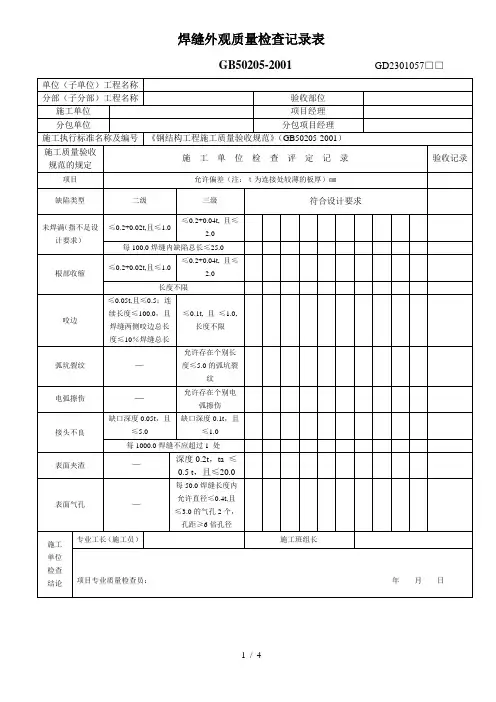
钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
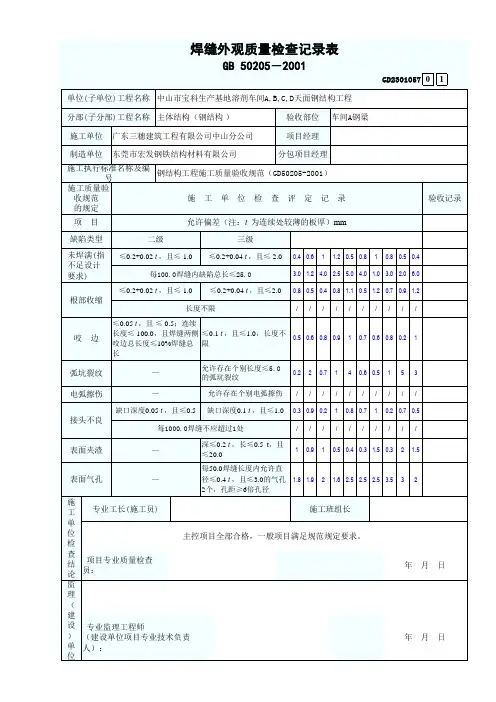
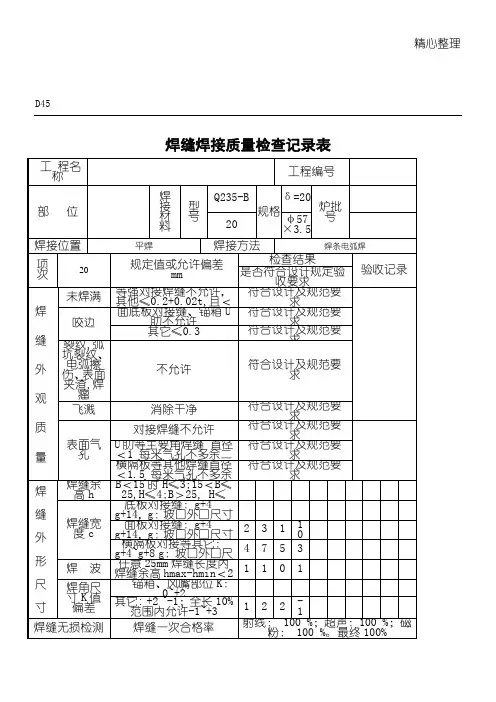
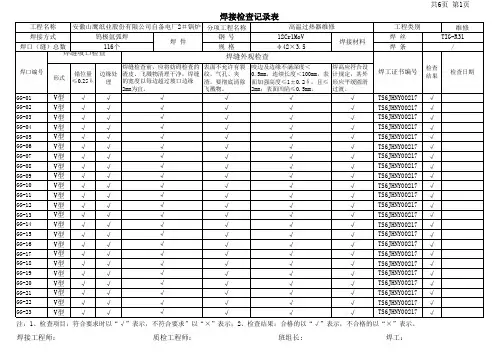
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
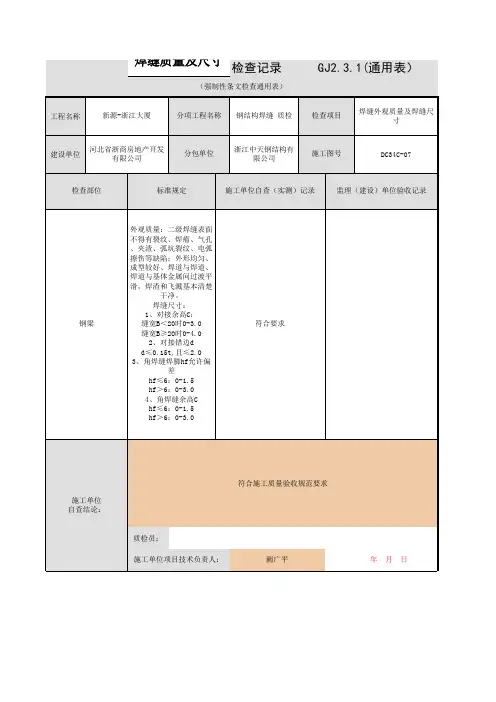
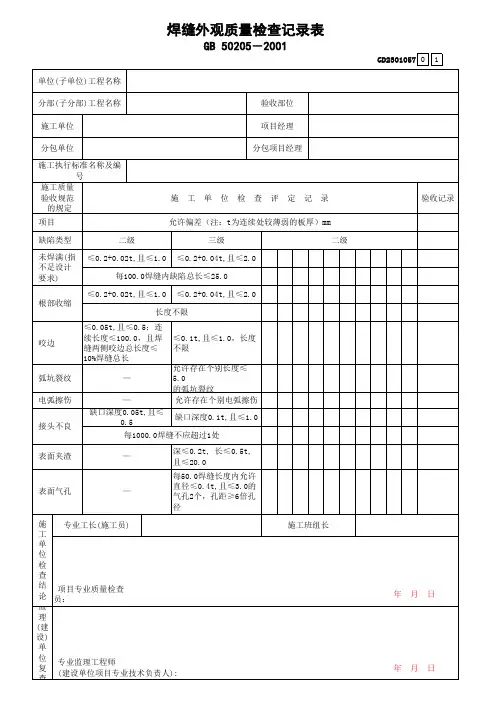
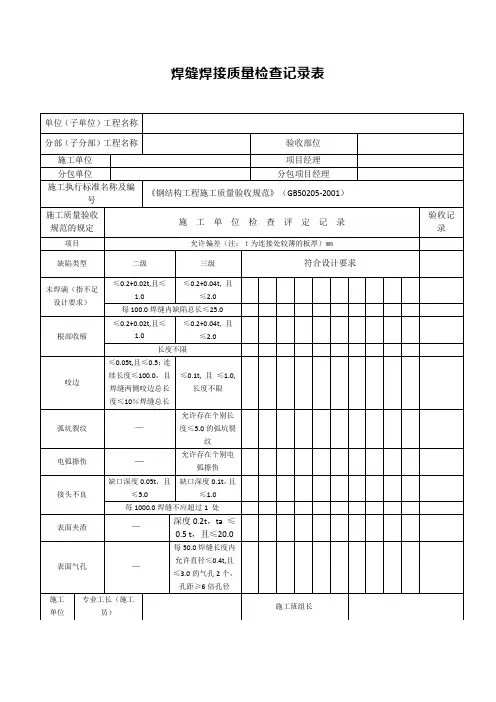
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
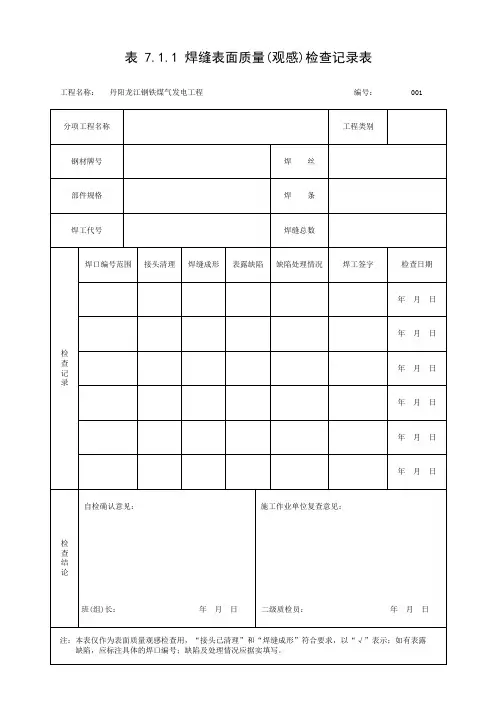
)范本(焊接质量检查验收表.焊缝表面质量(观感)检查记录表编号:0203-TFEN-HJ-01-02-02-001自检确认意见:上述焊缝表面观感检查已完施工作业单位复查意见:经复查上述焊缝表面质量符合焊接质量验收及评价规程中表6.3.8-4检成,焊缝表面无气孔、夹渣、裂纹、未熔合,要求查表面质量符合要求。
结论日月年二级质检员:日月年班(组长)长:焊接工程外观质量测量检查记录表编号:0203-TFEN-HJ-01-02-02-002抽样汇总检验点数优良数合格数16 1616施工作业单位检查意见:经外观质量测量检查,质量部门复查意见:经外观质量测量检查,上述16只焊口符合焊接质量验收及评价规程中只焊口符合焊接质量验收及评价规程中表合格上述16标准,评定为检合格焊口表合格标准,评定为合格焊口验结论焊接工程质量分批验收记录表编号:0203-HJ-01-02-02-01-001焊接分项工程综合质量验收评定表编号:0203-HJ-01-02-02-001表B.7 焊工自检记录表注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:表B.8 分项工程焊接接头表面质量检验评定表mm注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:工地(处)技术负责人:工地(队)质检员:班(组)长:验评日期:表B.9 分项工程焊接综合质量等级评定表建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:工地(队)质检员:表6.3.8-1 焊接工程分类和质量检查、检验项目及数量表6.3.8-2 A类工程焊接质量检验评定标准mm表6.3.8-3 B类工程焊接质量检验评定标准mm表6.3.8-3(续)C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准mm(续)6.3.8-4表.a 手工电弧焊或埋弧焊。
焊接质量检查记录表
1. 项目信息
- 日期:[填写日期]
- 项目名称:[填写项目名称]
- 焊工姓名:[填写焊工姓名]
- 焊接工艺:[填写焊接工艺]
- 检查人员:[填写检查人员姓名]
- 焊接材料:[填写焊接材料]
2. 检查内容
2.1 准备工作
- 材料准备:[填写材料准备情况,如焊条、焊丝等]
- 工具准备:[填写工具准备情况,如焊接机、电钳等]
- 环境准备:[填写焊接环境准备情况,如通风、安全措施等]
2.2 焊接过程
- 焊接温度:[填写焊接过程中的温度情况]
- 焊接时间:[填写焊接过程中的时间情况]
- 焊接电流:[填写焊接过程中的电流情况]
- 焊接电压:[填写焊接过程中的电压情况]
- 焊接速度:[填写焊接过程中的速度情况]
2.3 焊缝质量
- 焊缝外观:[填写焊缝外观质量,如焊缝是否饱满、平整等] - 焊缝尺寸:[填写焊缝尺寸情况,如宽度、高度等]
- 焊缝密度:[填写焊缝密度情况,如焊缝内是否有气孔、夹渣等问题]
- 焊缝强度:[填写焊缝强度情况,如焊接的连接强度是否达到要求]
3. 检查结果
- 合格:[填写检查结果是否合格]
- 不合格原因:[填写不合格的具体原因]
- 处理措施:[填写如何处理该焊接不合格情况]
- 备注:[填写其他需要备注的事项,如检查人员的建议、注意事项等]
4. 检查人员签名
- 检查人员:[检查人员姓名]
- 签名:[检查人员签名] - 日期:[填写日期]。