恒张力控制
- 格式:ppt
- 大小:4.82 MB
- 文档页数:66
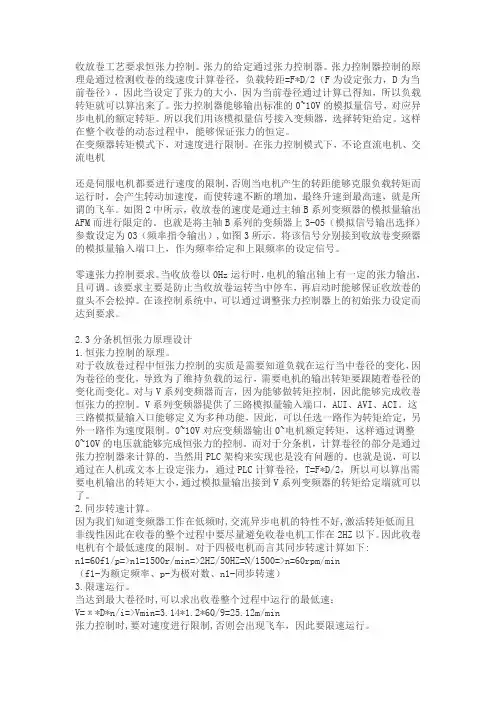
收放卷工艺要求恒张力控制。
张力的给定通过张力控制器。
张力控制器控制的原理是通过检测收卷的线速度计算卷径,负载转距=F*D/2(F为设定张力,D为当前卷径),因此当设定了张力的大小,因为当前卷径通过计算已得知,所以负载转矩就可以算出来了。
张力控制器能够输出标准的0~10V的模拟量信号,对应异步电机的额定转矩。
所以我们用该模拟量信号接入变频器,选择转矩给定。
这样在整个收卷的动态过程中,能够保证张力的恒定。
在变频器转矩模式下,对速度进行限制。
在张力控制模式下,不论直流电机、交流电机还是伺服电机都要进行速度的限制,否则当电机产生的转距能够克服负载转矩而运行时,会产生转动加速度,而使转速不断的增加,最终升速到最高速,就是所谓的飞车。
如图2中所示,收放卷的速度是通过主轴B系列变频器的模拟量输出AFM而进行限定的。
也就是将主轴B系列的变频器上3-05(模拟信号输出选择)参数设定为03(频率指令输出),如图3所示。
将该信号分别接到收放卷变频器的模拟量输入端口上,作为频率给定和上限频率的设定信号。
零速张力控制要求。
当收放卷以0Hz运行时,电机的输出轴上有一定的张力输出,且可调。
该要求主要是防止当收放卷运转当中停车,再启动时能够保证收放卷的盘头不会松掉。
在该控制系统中,可以通过调整张力控制器上的初始张力设定而达到要求。
2.3分条机恒张力原理设计1.恒张力控制的原理。
对于收放卷过程中恒张力控制的实质是需要知道负载在运行当中卷径的变化,因为卷径的变化,导致为了维持负载的运行,需要电机的输出转矩要跟随着卷径的变化而变化。
对与V系列变频器而言,因为能够做转矩控制,因此能够完成收卷恒张力的控制。
V系列变频器提供了三路模拟量输入端口,AUI、AVI、ACI。
这三路模拟量输入口能够定义为多种功能,因此,可以任选一路作为转矩给定,另外一路作为速度限制。
0~10V对应变频器输出0~电机额定转矩,这样通过调整0~10V的电压就能够完成恒张力的控制。
恒张力解决方案一、背景介绍恒张力是指一个系统或结构在受到外部力或负载作用时,能够保持恒定的张力状态。
在许多工程和建筑领域中,恒张力解决方案被广泛应用,以确保结构的稳定性和安全性。
本文将介绍恒张力解决方案的原理、应用领域和优势。
二、原理介绍恒张力解决方案基于恒张力技术,通过使用张力调节装置来保持结构中的张力恒定。
该装置可以根据外部负载的变化自动调整张力,以保持结构的平衡状态。
恒张力解决方案通常包括以下几个核心组件:1. 张力调节装置:用于调整结构中的张力,通常采用液压或电动机械系统。
该装置能够根据外部负载的变化自动调整张力,以保持结构的恒定张力状态。
2. 传感器系统:用于监测结构中的张力变化,并将数据传输给张力调节装置。
传感器系统通常包括应变计、压力传感器或其他类型的传感器,用于测量结构中的应力和变形。
3. 控制系统:用于接收传感器系统传输的数据,并根据设定的参数控制张力调节装置。
控制系统可以根据外部负载的变化自动调整张力,也可以通过操作员手动调整。
三、应用领域恒张力解决方案在以下领域得到广泛应用:1. 桥梁和高架结构:恒张力技术可以用于桥梁和高架结构的悬索和斜拉索系统,以确保结构的稳定性和安全性。
通过自动调整张力,可以减少结构的振动和变形,提高结构的承载能力。
2. 航空航天工程:在航空航天工程中,恒张力解决方案可用于飞机翼和机身的结构支撑系统,以确保飞机在飞行过程中的稳定性和安全性。
3. 石油和天然气行业:恒张力技术可以应用于海底油井和海上钻井平台的钻杆和管道系统,以保持结构的稳定性和安全性。
通过自动调整张力,可以减少结构的振动和应力集中,延长设备的使用寿命。
4. 建筑和基础设施:恒张力解决方案可用于高层建筑、大型机械设备和其他基础设施的结构支撑系统,以确保结构的稳定性和安全性。
四、优势恒张力解决方案具有以下优势:1. 结构稳定性:通过自动调整张力,恒张力解决方案可以减少结构的振动和变形,提高结构的稳定性和安全性。
HF-6张力控制器使用说明西安天籁前言HF-6张力控制器是一种操作简便的恒张力控制器。
其原理是使用一个接近开关检测料卷转过的圈数(或码盘开孔数),设置一个斜率,使输出张力递减或递增。
具有以下几个特点:1.张力剃变剃度细。
每次剃变1.0%(相对制动器或离合器的额定值)。
2.操作简便。
设定参数只有3个。
换卷后一键恢复初始张力。
3.适用范围宽。
斜率设置范围1~255.适用范围广。
4.寿命长。
使用长寿命触摸键,且内部无一个易损坏的可调节元件。
使用方法:初次使用时,需先检查接线是否正确,接近开关使用PNP型接近开关,其电源接到控制器电源。
接线正确后接通电源,设置斜率值和制动器或离合器的额定转矩值。
斜率设置原则:先根据材料厚度粗调:材料越厚,斜率值越小,反之越大。
再细调:开机运行一段时间,当用在收料时,如果材料张紧度越来越松,说明斜率值大了,要调小一些。
反之调大。
当用在放料时,与收料调整方法相反。
斜率值可在实际使用中根据实际随时调整。
初始张力值:可在使用新卷(放料)或新轴(收卷)时,开机后,调整即时张力值至合适的值,即可作为初始张力值。
设定好参数,即可开机正常使用。
张力控制器显示数为转矩(扭矩)值,单位为牛顿(N)。
正常使用过程中,如显示窗显示I———H,说明负载过大或短路。
参数设定:开机后,显示窗显示即时张力值,按暂停键3S以上进入设置参数状态。
显示窗依次循环显示斜率值(首位数显示A)、制动器或离合器的最大转矩(首位显示数b)、即时张力(全数字)。
负载电流A(首位显示数E)1.斜率设置:当显示斜率值时首位显示数A时,按减小或增大键更改显示数值,极为设置斜率。
2.转矩设置:当显示斜率值时首位显示数b时按减小或增大键更改显示数值,即为设置制动器或离合器的额定转矩。
(看制动器或离合器的标签上的额定转矩值,将参数照此数设置)。
3.初始张力设定:按下最右边的复位键,同时减小增大键更改的参数即为更改初始张力。
(注意:更改时需一直按住复位键,否则为临时更改张力,不是更改初始张力。
plc恒张力控制步骤嘿,咱今儿就来唠唠 PLC 恒张力控制那些事儿!你想想啊,这恒张力控制就好比是驾驭一辆马车,得稳稳当当的才行呢!首先呢,你得了解你的“马儿”,也就是系统的各种参数和特性。
这就像是你得知道你的马车能拉多重,跑多快,啥样的路它能走得顺溜。
然后呢,根据这些信息来设置合适的参数,这就像是给马车配上合适的缰绳和马鞍。
接下来,就是让 PLC 这个“车夫”上岗啦!它得时刻关注着张力的变化,就像车夫时刻留意着马的状态一样。
一旦发现张力有啥不对劲,它就得赶紧采取行动。
比如说,要是张力变小了,那 PLC 就得让动力加大点儿,就好比车夫抽抽鞭子,让马跑快点儿来保持平衡。
要是张力变大了,那就得减小动力,就像车夫松松缰绳,让马慢下来点儿。
在这个过程中,反馈环节可重要啦!就像车夫得根据马的反应来调整自己的动作一样,PLC 得根据张力的实际情况不断调整控制策略。
这可不是一件简单的事儿啊,得精细着点儿呢!而且啊,这环境的变化也得考虑进去。
就好比马车在路上会遇到刮风下雨,路况也有好有坏。
在不同的情况下,PLC 得灵活应对,不能死板地按照一个套路来。
你说,这 PLC 恒张力控制是不是挺有意思的?它就像是一个聪明的车夫,能把张力控制得稳稳当当,让整个系统顺顺利利地运行。
这可不是随便谁都能做好的事儿,得有经验,有技巧,还得有那份耐心和细心呢!咱再想想,要是没有这恒张力控制,那会咋样呢?那可能就像马车失去了缰绳,乱了套啦!东西可能拉不稳,甚至会出危险呢!所以说啊,这 PLC 恒张力控制可真是太重要啦!你看,这就是 PLC 恒张力控制的大概步骤,说起来简单,做起来可不容易呢!但只要咱用心去研究,去实践,肯定能把它掌握好。
到时候,咱就能让咱的系统像那稳当的马车一样,顺利地跑起来啦!怎么样,是不是对这 PLC 恒张力控制有了更清楚的认识啦?哈哈!。
恒张力解决方案简介:恒张力解决方案是一种用于测量和调节张力的技术方案。
它可以应用于各种领域,如纺织、印刷、包装、电子、金属加工等。
该解决方案通过使用先进的传感器和控制系统,确保在生产过程中维持恒定的张力,从而提高生产效率和产品质量。
解决方案原理:恒张力解决方案基于张力控制原理,通过测量和调节张力来实现恒定的张力状态。
它主要包括以下几个关键组件:1. 张力传感器:张力传感器用于测量张力的大小。
它通常采用应变片、电阻应变计或者压电传感器等技术原理,能够准确地测量张力的变化。
2. 控制系统:控制系统用于接收张力传感器的信号,并根据设定的参数进行控制。
它可以根据实时的张力数据调整驱动器或者制动器的输出,从而实现恒定的张力控制。
3. 驱动器和制动器:驱动器和制动器用于调节张力。
它们可以根据控制系统的指令,增加或者减小张力的大小。
驱动器通常用于增加张力,而制动器用于减小张力。
4. 张力控制器:张力控制器是控制系统的核心组件,它负责接收和处理张力传感器的信号,并根据设定的参数进行控制。
它可以实时监测张力的变化,并通过调整驱动器或者制动器的输出来维持恒定的张力。
应用领域:恒张力解决方案可以广泛应用于各个行业,特殊是那些对张力要求较高的生产过程。
以下是一些常见的应用领域:1. 纺织行业:在纺织行业中,恒张力解决方案可以用于纺纱、织造、印染等工艺中的张力控制,确保纱线或者织物的张力恒定,提高产品质量。
2. 印刷行业:在印刷行业中,恒张力解决方案可以用于印刷机的张力控制,确保印刷品的平整度和色采一致性。
3. 包装行业:在包装行业中,恒张力解决方案可以用于包装机的张力控制,确保包装材料的张力恒定,避免破损或者变形。
4. 电子行业:在电子行业中,恒张力解决方案可以用于电子组件的创造过程中的张力控制,确保电子元件的精度和可靠性。
5. 金属加工行业:在金属加工行业中,恒张力解决方案可以用于金属带材的张力控制,确保金属带材在加工过程中的平整度和尺寸精度。
恒张力解决方案恒张力解决方案是一种用于解决张力不稳定问题的方法。
张力在许多工业和创造过程中都是一个重要的参数,但由于各种因素的影响,张力往往会浮现波动或者不均匀的情况,从而影响生产效率和产品质量。
恒张力解决方案通过采用一系列的措施来稳定和调节张力,从而解决这一问题。
恒张力解决方案的核心是使用张力控制系统。
该系统由张力传感器、控制器和执行器组成。
张力传感器用于测量张力的实时值,并将数据传输给控制器。
控制器根据设定的张力目标值和传感器数据来计算并控制执行器的动作,以实现恒定的张力输出。
执行器可以是气缸、机电或者液压系统,根据具体的应用需求选择合适的执行器。
除了张力控制系统,恒张力解决方案还包括其他辅助设备和措施。
其中之一是张力感知装置。
这是一种用于检测张力异常的装置,当张力超出设定范围时会发出警报或者触发自动停机。
这可以匡助操作员及时发现并解决张力问题,避免进一步影响生产。
另一个辅助设备是张力调节装置,它可以根据需要调整张力的大小,以适应不同的工艺要求。
恒张力解决方案的应用范围广泛。
在纺织、印刷、包装、造纸等行业中,恒张力解决方案可以用于纱线、布料、纸张等材料的张力控制。
在电线电缆创造、金属加工、橡胶制品生产等行业中,恒张力解决方案可以用于导线、钢带、橡胶带等材料的张力控制。
此外,恒张力解决方案还可以应用于卷取、拉伸、剪切等工艺过程中的张力控制。
恒张力解决方案的优势在于提高生产效率和产品质量。
通过稳定和调节张力,可以减少生产过程中的材料浪费、产品损坏和生产停机时间。
同时,恒张力解决方案还可以提高产品的均匀性和一致性,使得产品更加稳定和可靠。
总之,恒张力解决方案是一种有效的方法,用于解决张力不稳定问题。
通过采用张力控制系统和其他辅助设备,可以实现恒定的张力输出,提高生产效率和产品质量。
无论是在纺织、印刷、包装等行业中,还是在电线电缆、金属加工、橡胶制品等行业中,恒张力解决方案都可以发挥重要作用。
恒张力控制原理
恒张力控制原理,也被称为张力控制系统,是一种可以监测和调整张力的系统,常用于各种机械设备和工业生产中。
该控制原理通过测量张力传感器的读数,并将其与设定的目标张力值进行比较,来实现张力的控制和调整。
当张力传感器测量到的张力值低于目标张力值时,控制系统会自动调整实施张力的设备,使其增加张力。
相反,当测量到的张力值高于目标张力值时,控制系统会调整设备,使其减小张力。
恒张力控制原理的核心是通过反馈机制来实现张力的精确控制。
当设备的张力发生变化时,控制系统会立即检测到并对其进行调整,以确保张力始终保持在所设定的目标范围内。
恒张力控制原理的应用非常广泛。
在纺织工业中,恒张力控制可以确保纱线在整个生产过程中保持恒定的张力,从而提高生产效率和产品质量。
在印刷机械中,恒张力控制可以保证印刷材料在传递过程中的张力控制,以避免拉伸或起皱。
此外,在拉伸机械、涂布机械和卷绕机械等领域中,恒张力控制也发挥着关键作用。
总而言之,恒张力控制原理通过测量和反馈机制,实现了对张力的稳定控制。
它在各种机械设备和工业生产中都具有重要的应用价值,可以提高生产效率和产品质量。

恒张力控制恒张力控制实现的几种方案恒张力控制实现的几种方案在日常工作中,我们经常遇到张力控制问题,张力控制得好坏直接影响着产品的质量,由于张力控制的多样性及复杂性,选用一套合理经济实用的张力控制系统是企业采购设备前所要考虑的首要条件。
下面我列举几中常见的张力方式供大家参考。
一、力矩电机及驱动控制器1、性能:张力控制不稳定,线性不好。
2、经济性:设备简单,价格便宜,可正反转。
3、适用于张力精度要求不高的场合。
如:电线、电缆。
二、磁粉制动器/磁粉离合器张力控制1、经济性: 电气省不了钱,机械也费钱,同样需要调速单元(如变频器、直流调速器)及张力控制仪。
2、精度差: 线性不够好,控制的卷径变化范围不大。
(特别是在大负荷或高速时张力精度不够);3、故障率高,维护费用高(经常要更换磁粉),磁粉制动器/磁粉离合器的可靠性差,发热严重功率大的还需水冷等。
4、性能:张力稳定性比力矩电机稍强,张力及速度可调。
适用范围比力矩电机广。
三、舞蹈棍控制器1、性能:张力控制平稳,有张力贮能功能、张力调节麻烦。
2、电气调速单元要求响应快,机械设备较复杂、局限于线材不适合于片材。
如:光纤,光缆。
四、直接张力闭环控制1、性能:张力控制平稳,电气调速单元要求响应快,张力可视,系统容易振荡。
2、电气设备复杂,需要调速单元、张力控制仪及张力传感器,设备初投资大,价格贵。
3、性能价格比不高,不适用于大张力控制场合。
五、全新的间接张力控制系统1、采用ABB全新的间接张力控制系统,不需要磁粉制动器/磁粉离合器,不需要张力控制仪及张力传感器,只需调速器(罐装卷曲软件)直接带动电机就可以实现恒张力控制。
2、内置卷径计算功能,卷径输出可视,具有静态补偿及加速补偿。
3、张力线性可调精度达到1%,速度线性可调精度达到0.1%, 方向可正反转, 卷径可达1.5米,速度可达500米/分,张力0~2000KG可调。
4、性能:优越的性能价格比,维护方便,调试较复杂,需要专业的调试工具及调试软件。
【摘要】该方案采用2套MOTEC内置PLC型交流伺服无需外加控制器,即可完成分切机的恒张力收放料控制。
这种内置的PLC在运行中控制部分可直接调用伺服参数,不需要通过额外通信接口。
响应速度高,抗干扰能力强。
避免接口通讯问题。
除了分切机在其他各种自动化设备应用中也有其独特的优势。
【关键字】MOTEC内置PLC速度控制转矩控制一、系统结构主动辊带动料膜旋转收料,料膜通过若干展平辊,通过张力摆杆反馈,带动放料轴以恒定张力放料,基础张力由张力摆杆气缸提供。
二、控制方式收料轴为模拟速度控制,使用外部电位器进行工作速度设定。
伺服电机内部参数控制加减速时间,并由一个外部开关控制伺服电机使能,当电机设置好工作速度后,可通过伺服使能按钮控制电机工作,励磁,无需每次都调节电位器刻度。
放料轴伺服电机采用转矩模式+速度限制,通过张力摆杆带动电位器反馈给伺服系统的模拟量接收端口,转换为数字量,再根据内置PLC的PID(比例,积分,微分)调节功能,在1ms周期中,用偏差量计算出对应的程控值。
输出给伺服电机对应的转矩值三、工作流程1、安装放料辊料膜,将料膜通过展平辊,张力摆杆缠绕到收料轴上。
2、调压阀设定张力摆杆基础张力,将张力摆杆顶起。
3、放料轴工作按钮按下,此时放料轴反向以每分钟10转低速度旋转,将料膜拉紧,张力摆杆拉到设定位置。
系统准备完成。
4、设定收料轴旋转速度,收料轴开始旋转,放料轴根据摆杆反馈开始配合放料。
四、系统优势1、本系统采用MOTEC交流伺服驱动自带的运动控制和逻辑控制功能,无需外部控制器协调工作,节省成本。
2、外围部件简洁,只有一个电位器设置速度,一个按钮控制伺服工作。
3、采用MOTEC交流伺服驱动内置PLC中PID调节模块进行偏差量调节,采样时间短,误差小,系统平稳,运行中张力摆杆保持不动。
4、采用转矩+速度限制控制放料,发生意外情况料膜断裂时,放料辊不会高速旋转(保持10rpm),更加安全。
5、可扩展性强,收料轴电机也可以通过模拟量输入接口采集传感器反馈偏差量信号进行PID控制,这样可以将整套收放料设备并入更加复杂的设备系统中,如金属蒸汽镀膜设备,收料轴接收镀膜厚度传感器信息进行PID调节控制收料速度,放料轴跟随保持恒张力放料。
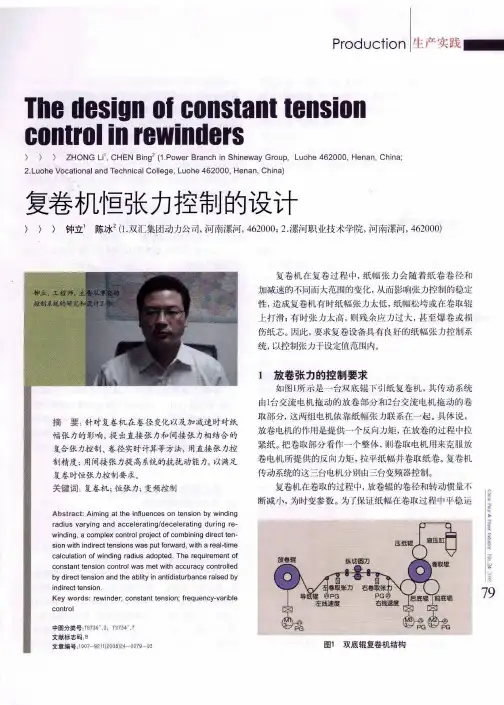
放卷系统是一种广泛应用于纸张、印刷、包装和纺织等行业的设备,用于将卷的材料按照一定张力放开。
在放卷过程中,恒定的张力控制对于保证生产质量和设备稳定性非常重要。
本文将深入探讨放卷系统的恒张力控制,包括原理、方法和应用。
1. 引言放卷系统是一种常见的生产线设备,通过卷材的张力控制,确保卷材在生产过程中的稳定性和质量。
恒张力控制是放卷系统中的一项关键技术,它能够在不同材料和速度条件下实现稳定的张力输出,从而避免卷材的松紧不均,减少生产中的问题和损失。
本文将围绕恒张力控制展开讨论。
2. 恒张力控制原理恒张力控制的基本原理是通过在放卷系统中引入张力传感器和控制系统,对张力进行实时监测和调整。
系统通过传感器获取张力信号,并与设定值进行对比,根据差异自动调整辊筒或刹车等控制元件,以使输出张力达到设定值。
这种闭环控制系统能够实时监测和调整张力,以应对生产中的变化和波动。
3. 恒张力控制方法在恒张力控制中,有多种方法可以实现稳定的张力输出。
下面列举了几种常用的方法:3.1 张力传感器张力传感器是恒张力控制的核心组件,它能够将卷材上的张力转化为电信号。
常见的张力传感器类型包括负荷细丝传感器、压阻式传感器和光电式传感器等。
这些传感器能够高精度地测量张力,并将数据传输给控制系统进行处理和调整。
3.2 控制系统控制系统是恒张力控制的关键部分,它接收张力传感器的信号,并根据设定值进行调整。
控制系统一般采用PID控制算法,通过比较实际张力和设定值的差异来计算控制量,并输出给执行机构进行调整。
控制系统能够实时监测和调整张力,以实现稳定的控制效果。
3.3 执行机构执行机构是指根据控制信号进行调整的部件,常见的包括马达、电磁刹车和风筒等。
这些执行机构能够根据控制系统的输出调整辊筒的转速或施加刹车力,从而实现恒定的张力输出。
4. 恒张力控制应用恒张力控制在各种行业中都有广泛的应用。
例如,在纸张制造中,恒张力控制可以确保纸张在整个生产过程中的平稳运行,避免起皱和断裂等问题。
恒张力放卷机的控制原理
恒张力放卷机的控制原理是通过监测卷材的张力,然后根据设定的目标张力,通过控制系统调整放卷机的运行参数,使卷材保持恒定的张力。
具体的控制原理如下:
1. 张力传感器:安装在放卷机的张力控制系统上,实时监测卷材的张力,将张力信号转换成电信号。
2. 控制系统:接收张力传感器的电信号,根据设定的目标张力进行比较,计算出与目标张力之间的偏差。
3. PID控制器:根据偏差值计算出输出信号,调节放卷机的运行参数,使得卷材的张力与目标张力保持一致。
4. 电机控制:通过控制电机的转速、扭矩等运行参数,来控制卷材的张力。
比如增大电机转速来增加卷材的张力,减小电机转速来减小卷材的张力。
5. 反馈回路:通过监测张力的变化与目标张力之间的偏差,不断调整控制系统的输出信号,使卷材的张力保持在设定的目标范围内。
综上所述,恒张力放卷机的控制原理是通过张力传感器监测张力变化,通过控制系统和PID控制器计算偏差,并通过控制电机运行参数调整卷材的张力,以实现对卷材张力的精确控制。
张力控制方案恒张力控制实现的几种方案在日常工作中,我们经常遇到张力控制问题,张力控制得好坏直接影响着产品的质量,由于张力控制的多样性及复杂性,选用一套合理经济实用的张力控制系统是企业采购设备前所要考虑的首要条件。
下面我列举几中常见的张力方式供大家参考。
一、力矩电机及驱动控制器1、性能:张力控制不稳定,线性不好。
2、经济性:设备简单,价格便宜,可正反转。
3、适用于张力精度要求不高的场合。
如:电线、电缆。
二、磁粉制动器/磁粉离合器张力控制1、经济性:电气省不了钱,机械也费钱,同样需要调速单元(如变频器、直流调速器)及张力控制仪。
2、精度差:线性不够好,控制的卷径变化范围不大。
(特别是在大负荷或高速时张力精度不够);3、故障率高,维护费用高(经常要更换磁粉),磁粉制动器/磁粉离合器的可靠性差,发热严重功率大的还需水冷等。
4、性能:张力稳定性比力矩电机稍强,张力及速度可调。
适用范围比力矩电机广。
三、舞蹈棍控制器1、性能:张力控制平稳,有张力贮能功能、张力调节麻烦。
2、电气调速单元要求响应快,机械设备较复杂、局限于线材不适合于片材。
如:光纤,光缆。
四、直接张力闭环控制1、性能:张力控制平稳,电气调速单元要求响应快,张力可视,系统容易振荡。
2、电气设备复杂,需要调速单元、张力控制仪及张力传感器,设备初投资大,价格贵。
3、性能价格比不高,不适用于大张力控制场合。
2.1 控制电机的不同选择由上面的系统图可以看出,当收线控制电机旋转速度不变时,光纤缠绕到收线管上的线速度基本保持不变,而且光纤上允许的张力在80g~300g之间,此时,只要控制张力控电机的转速,使放线时的线速度与收线时的线速度达到平衡,就可以保证两轴之间光纤上的张力在一个很小的范围之内。
为了达到这样的目的,选择适合的张力控制电机是首要解决的问题。
2.2 张力检测的不同选择同时,为了方便于对光纤上张力的检测,合理的选择和放置三个滑轮也是张力控制中重要的部分。
锥度张力与恒张力收卷的控制方式《探究锥度张力与恒张力收卷的控制方式》1.引言在纸张、塑料薄膜、金属箔等连续生产过程中,收卷是一个非常重要的工序。
而在收卷过程中,锥度张力与恒张力是两种常用的控制方式。
本文将针对这两种控制方式展开深入探讨,并探讨它们在工业生产中的应用与效果。
通过本文的阐述,相信读者能够更深入地了解收卷过程中的张力控制方式。
2. 锥度张力的控制方式2.1 什么是锥度张力锥度张力是指在收卷过程中,由于物料宽度变化所引起的张力变化。
一般来说,收卷机在收卷的由于卷取直径逐渐变大,而纸张或薄膜的宽度是一定的,这就导致了卷取张力会随着卷取直径的增加而增加。
2.2 锥度张力的控制方式在实际的生产过程中,我们可以采取一些措施来控制锥度张力。
首先要选择优质的收卷机设备,其次要根据不同的物料宽度变化,合理调整收卷张力控制系统,确保在收卷过程中,张力的变化能够得到有效的控制。
3. 恒张力收卷的控制方式3.1 什么是恒张力收卷恒张力收卷是指在收卷过程中,通过控制器来使得收卷张力保持不变。
不同于锥度张力,恒张力收卷通过控制系统的调节,让收卷张力保持稳定,从而确保卷取的产品质量。
3.2 恒张力收卷的控制方式在实际的生产过程中,采用恒张力收卷的控制方式,首先需要选用具有恒张力控制功能的收卷机设备。
要根据实际情况,通过控制系统来实现张力的精确控制,以确保在收卷过程中,张力能够保持稳定。
4. 锥度张力与恒张力收卷的应用与效果4.1 锥度张力与恒张力在不同行业的应用锥度张力和恒张力收卷的控制方式,都在纸张、塑料薄膜、金属箔等连续生产行业中得到广泛应用。
通过合理的控制方式,可以确保卷取产品的张力稳定,避免在卷取过程中产生张力过大或过小而导致的质量问题。
4.2 效果比较在实际应用中,锥度张力和恒张力收卷都有其各自的优势和局限性。
锥度张力适用于物料宽度较小变化的情况,而恒张力收卷则适用于要求张力稳定的情况。
根据实际生产需求,可以选择合适的控制方式,以达到最佳的收卷效果。