残余应力
- 格式:ppt
- 大小:715.00 KB
- 文档页数:30
残余应力的概念与残余应力的产生目录弓I言 (1)1.应力•内应力•残余应力 (1)2.残余应力的产生 (2)2. 1.不均匀的机械变形引起的残余应力 (3)2. 2.不均匀的温度变化引起的残余应力 (4)2. 3.不均匀的相变引起的残余应力 (5)2. 4.实例分析1——焊接残余应力的产生 (6)2. 5.实例分析2一—磨削残余应力的产生 (8)引言在涉及金属材料的制造业,“残余应力”这个词的使用频率越来越高了。
我还听到许多齿轮、弹簧行业的朋友直接说“残余压应力”。
那么到底什么是残余应力,残余应力是怎样产生的,残余应力起什么作用呢?还有如何测试残余应力? 如何调整残余应力?笔者依据自己的积累,就残余应力问题作一个漫谈,希望不浪费大家的宝贝光阴。
1.应力•内应力•残余应力一个物体受到外力P的作用时,它内部任意截面单位面积的力就叫做应力。
(如图1所示)可以把它理解为对外力的回应,所以叫做应力。
有时候这个截面不一定垂直于外力P,如左图所示,所以截面上的应力会有垂直于这面的和平行于这个面的两种,前者叫正应力。
(这里正字不是分别表示拉应力和压应力的正负的正,而是正对着平面的正),后者叫剪切应力T。
如果去除外力P之后,这个截面仍然存在着应力,那就是内应力了。
不过,须注意这时的内应力不会和外力作用下的应力相同。
按照我国工程技术界普遍接受的德国学者马赫劳赫1973年的观点,内应力依据其作用范围的大小分为三类(如如图2所示),其中第一类内应力在材料的较大区域(很多晶粒范围)几乎是均匀的,它在贯穿整个物体的各个截面上维持平衡。
这种第一类内应力在工程上就叫做残余应力。
给残余应力下个定义吧!欧盟的X射线残余应力测定方法标准(EN 15305: 2008)关于残余应力的表述是:存在于不受外力作用或约束的物体内部自身平衡的应力。
我国修订GB7704《X射线应力测定方法》时给出的定义:在没有外力或外力矩作用的条件下构件或材料内部存在并自身平衡的宏观应力。
残余应力(Residual Stress)消除外力或不均匀的温度场等作用后仍留在物体内的自相平衡的内应力。
机械加工和强化工艺都能引起残余应力。
如冷拉、弯曲、切削加工、滚压、喷丸、铸造、锻压、焊接和金属热处理等,因不均匀塑性变形或相变都可能引起残余应力。
残余应力一般是有害的,如零件在不适当的热处理、焊接或切削加工后,残余应力会引起零件发生翘曲或扭曲变形,甚至开裂。
或经淬火、磨削后表面会出现裂纹。
残余应力的存在有时不会立即表现为缺陷,而当零件在工作中因工作应力与残余应力的叠加,使总应力超过强度极限时,便出现裂纹和断裂。
零件的残余应力大部分都可通过适当的热处理消除。
残余应力有时也有有益的方而,它可以被控制用来提高零件的疲劳强度和耐磨性能。
[1]工件在制造过程中,将受到来自各种工艺等因素的作用与影响;当这些因素消失之后,若构件所受到的上述作用与影响不能随之而完全消失,仍有部分作用与影响残留在构件内,则这种残留的作用与影响。
也称残余应力。
残余应力是当物体没有外部因素作用时,在物体内部保持平衡而存在的应力。
凡是没有外部作用,物体内部保持自相平衡的应力,称为物体的固有应力,或称为初应力,亦称为内应力。
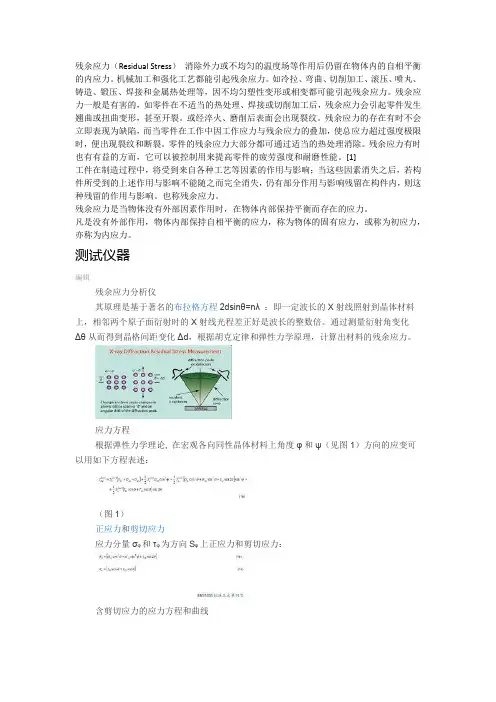
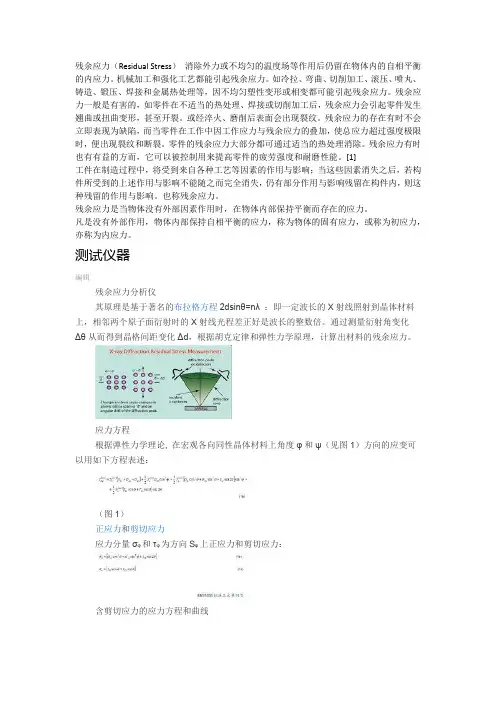
测试仪器编辑残余应力分析仪其原理是基于著名的布拉格方程2dsinθ=nλ :即一定波长的X射线照射到晶体材料上,相邻两个原子面衍射时的X射线光程差正好是波长的整数倍。
通过测量衍射角变化Δθ从而得到晶格间距变化Δd,根据胡克定律和弹性力学原理,计算出材料的残余应力。
应力方程根据弹性力学理论, 在宏观各向同性晶体材料上角度φ和ψ(见图1)方向的应变可以用如下方程表述:(图1)正应力和剪切应力应力分量σφ和τφ为方向Sφ上正应力和剪切应力:含剪切应力的应力方程和曲线如果在垂直于试样表面上的平面上有剪应力存在(τ13≠0和/或τ23≠0),则εφψ与sin2ψ的函数关系是一个椭圆曲线,在ψ> 0和ψ<0是图形显示为“ψ分叉”(见图3)。
残余应力是指材料内部或表面存在的不平衡力,它可以对材料的性能和可靠性产生重要影响。
以下是几种常见的残余应力测量方法:
1.X射线衍射法(X-ray Diffraction, XRD):这是一种常用的非破坏性测量方法,通过测量
材料中晶体结构的畸变来间接计算残余应力。
X射线经过材料后会发生衍射,根据衍射角度的变化可以推断出残余应力的大小和方向。
2.中子衍射法(Neutron Diffraction):类似于X射线衍射法,中子衍射法也是通过测量材
料晶体结构的畸变来确定残余应力。
相比X射线,中子具有更好的穿透能力,因此可以深入材料内部进行测量,适用于非金属材料的残余应力分析。
3.压电法(Piezoelectric Method):利用材料的压电效应来测量残余应力。
该方法通过将
压电传感器固定在被测物体上,然后施加外力引起压电传感器的形变,根据形变量的变化推断出残余应力的大小。
4.高斯法(Hole Drilling Method):这是一种常用的局部测量方法,适用于金属材料。
该
方法通过在被测物体上钻一个小孔,然后测量孔周围的表面应变的变化来计算残余应力。
5.激光干涉法(Laser Interferometry):利用激光的干涉原理来测量表面的微小位移,从
而推断出残余应力的分布情况。
激光干涉法可以提供高精度的残余应力测量结果。
需要注意的是,不同的测量方法适用于不同类型的材料和应力状态,选择合适的方法取决于具体的应用需求和材料特性。
在进行残余应力测量时,应根据实际情况综合考虑各种因素,并采取适当的措施以确保测量结果的准确性和可靠性。

残余应力检测方法
残余应力是指在物体内部或表面存在的应力状态,它是在外力作用后消失的应力,通常是由于材料的加工、组装或使用过程中产生的。
残余应力的存在会对材料的性能产生影响,因此需要对其进行检测和分析。
下面将介绍几种常见的残余应力检测方法。
首先,非破坏性残余应力检测方法是一种常用的检测手段。
这种方法不会对被检测物体造成破坏,可以实现对材料内部残余应力的测量。
常见的非破坏性检测方法包括X射线衍射法、中子衍射法、超声波法等。
这些方法可以通过测量材料的衍射图样或超声波的传播速度来间接获取残余应力的信息,具有操作简便、效率高的特点。
其次,破坏性残余应力检测方法是另一种常见的检测手段。
这种方法需要对被检测物体进行破坏性处理,通过测量材料的残余应力释放来获取残余应力的信息。
常见的破坏性检测方法包括切割法、钻孔法、环切法等。
这些方法可以通过测量材料在切割或钻孔后的变形情况来间接获取残余应力的信息,具有直接观测残余应力释放的优势。
另外,应变法也是一种常用的残余应力检测方法。
这种方法通过测量材料的应变变化来获取残余应力的信息。
常见的应变法包括全场光学法、电阻应变片法、应变片法等。
这些方法可以通过测量材料在受力后的应变情况来间接获取残余应力的信息,具有高灵敏度、高精度的特点。
总的来说,残余应力的检测对于材料的质量控制和工程应用具有重要意义。
不同的检测方法各有特点,可以根据具体情况选择合适的方法进行应用。
在进行残余应力检测时,需要注意操作规范,确保测量结果的准确性和可靠性。
希望本文介绍的残余应力检测方法对您有所帮助。
残余应力:当物体没有外部因素作用时,在物体内部保持平衡而存在的应力,是固有应力的一种。
材料在外力作用下发生不均匀塑性变形后,除去外力,会有残余应力。
固有应力:凡是没有外部作用,物体内部保持平衡的应力。
原因:金属在外力作用下的变形是不均匀的,有的部位变形量大,而有的部位小,它们相互之间又是互相牵连在一起的整体,这样在变形量不同的各部位之间就出现了一定的弹性应力-----当外部因素的作用除去后,在物体内保持平衡而存在。
就是所谓的残余应力.
弹性形变:在外部荷载的作用下,物体发生形变,当去除外部荷载,物体又恢复原状的形变。
塑性形变:在外部荷载的作用下,物体发生形变,当去除外部荷载,物体不能恢复原状的形变。
确切一点,当材料在超过弹性极限的应力作用下,产生的形变在外部荷载取出后不能全部恢复,其中恢复的部分叫弹性形变,没有恢复的那部分叫塑性形变。
塑性形变的机理:
材料由于多种原因,内部分子或原子结构会存在各种缺陷,当受到较大外部荷载作用时,就会发生不均匀形变,本来相互牵连在一起的稳定整体,在形变量不同的部位之间就会产生相互平衡的弹性应力,这种应力在外部作用除去后不会消失,称作残余应力。
而正是残余应力使得形变不能恢复。
残余应力的概念残余应力是指材料在加工、热处理或使用过程中,由于内部应力分布不均匀而形成的一种应力状态。
这种应力状态不会随着外力的消失而完全消失,而是留下一定的应力残留在材料中。
残余应力的存在会对材料的性能和寿命产生重要影响。
一、残余应力的形成原因1. 加工应力:在材料加工过程中,由于切削、锻造、轧制等加工方法的不同,会在材料内部产生不同方向的应力。
这些应力在加工后不会完全消失,留下一定的残余应力。
2. 热处理应力:在材料热处理过程中,由于温度变化和组织结构的变化,会形成内部应力。
这些应力也不会完全消失,留下一定的残余应力。
3. 使用应力:在材料使用过程中,由于受到外部载荷的作用,会产生内部应力。
这些应力也不会完全消失,留下一定的残余应力。
二、残余应力的影响1. 影响材料的强度和韧性:残余应力会使材料的强度和韧性发生变化,使其抗拉、抗压、抗弯等性能发生变化。
2. 影响材料的疲劳寿命:残余应力会影响材料的疲劳寿命,使其在受到疲劳载荷时更容易发生疲劳裂纹。
3. 影响材料的变形和稳定性:残余应力会影响材料的变形和稳定性,使其在受到外部载荷时更容易发生塑性变形和变形失稳。
4. 影响材料的耐腐蚀性能:残余应力会影响材料的耐腐蚀性能,使其更容易受到腐蚀和损伤。
三、残余应力的测量方法1. X射线衍射法:利用X射线的衍射现象,测量材料内部的晶格应变,从而得到残余应力的大小和方向。
2. 中子衍射法:利用中子的衍射现象,测量材料内部的晶格应变,从而得到残余应力的大小和方向。
3. 光学法:利用光学原理,测量材料内部的应变,从而得到残余应力的大小和方向。
4. 拉伸法:利用拉伸试验机,测量材料在不同拉伸程度下的应力和应变,从而得到残余应力的大小和方向。
总之,残余应力是材料内部的一种应力状态,对材料的性能和寿命产生重要影响。
通过合适的测量方法,可以准确地测量残余应力的大小和方向,为材料的应用提供科学依据。
改善残余应力的方法及特点
改善残余应力的方法主要有以下几种:
1. 热处理:将构件加热至某一温度(根据构件材料的不同而异),并保持一段时间,使构件内部的残余应力得到释放。
然后,将构件缓慢冷却至室温。
这种方法可以有效消除构件内部的残余应力,提高构件的机械性能和寿命。
需要注意的是,热处理过程中应避免过热或加热不均匀,否则会导致构件变形或脆断。
2. 振动消除应力:通过振动构件来释放残余应力。
这种方法通常将构件放置在振动台上,以一定的频率和振幅进行振动。
振动过程中,构件内部的残余应力得到释放,从而提高构件的机械性能和寿命。
3. 超声波消除应力:利用超声波在构件中传播时产生的摩擦和振动来释放残余应力。
这种方法通常使用超声波发生器产生高频超声波,使构件内部的残余应力得到释放。
4. 自然时效:将构件放置在自然环境中,利用气候条件释放残余应力。
5. 喷丸处理、激光处理、深冷处理等方法也可以改善残余应力。
这些方法各有特点,可以根据具体情况选择适合的方法来改善残余应力。
残余应力(Residual Stress)消除外力或不均匀的温度场等作用后仍留在物体内的自相平衡的内应力。
机械加工和强化工艺都能引起残余应力。
如冷拉、弯曲、切削加工、滚压、喷丸、铸造、锻压、焊接和金属热处理等,因不均匀塑性变形或相变都可能引起残余应力。
残余应力一般是有害的,如零件在不适当的热处理、焊接或切削加工后,残余应力会引起零件发生翘曲或扭曲变形,甚至开裂。
或经淬火、磨削后表面会出现裂纹。
残余应力的存在有时不会立即表现为缺陷,而当零件在工作中因工作应力与残余应力的叠加,使总应力超过强度极限时,便出现裂纹和断裂。
零件的残余应力大部分都可通过适当的热处理消除。
残余应力有时也有有益的方而,它可以被控制用来提高零件的疲劳强度和耐磨性能。
[1]工件在制造过程中,将受到来自各种工艺等因素的作用与影响;当这些因素消失之后,若构件所受到的上述作用与影响不能随之而完全消失,仍有部分作用与影响残留在构件内,则这种残留的作用与影响。
也称残余应力。
残余应力是当物体没有外部因素作用时,在物体内部保持平衡而存在的应力。
凡是没有外部作用,物体内部保持自相平衡的应力,称为物体的固有应力,或称为初应力,亦称为内应力。
测试仪器编辑残余应力分析仪其原理是基于著名的布拉格方程2dsinθ=nλ :即一定波长的X射线照射到晶体材料上,相邻两个原子面衍射时的X射线光程差正好是波长的整数倍。
通过测量衍射角变化Δθ从而得到晶格间距变化Δd,根据胡克定律和弹性力学原理,计算出材料的残余应力。
应力方程根据弹性力学理论, 在宏观各向同性晶体材料上角度θ和ψ(见图1)方向的应变可以用如下方程表述:(图1)正应力和剪切应力应力分量ζθ和ηθ为方向Sθ上正应力和剪切应力:含剪切应力的应力方程和曲线如果在垂直于试样表面上的平面上有剪应力存在(η13≠0和/或η23≠0),则εθψ与sin2ψ的函数关系是一个椭圆曲线,在ψ> 0和ψ<0是图形显示为“ψ分叉”(见图3)。
残余应力分析报告1. 引言残余应力是指材料在外力作用后,去除外力后仍然存在的应力。
它是材料内部微观结构产生的结果,对材料的性能和稳定性具有重要影响。
残余应力分析是研究材料力学行为的重要手段,可以帮助我们了解材料的变形特点和失效机制。
本报告将介绍残余应力分析的基本原理和方法,并结合实际案例进行分析。
2. 残余应力的产生机制残余应力的产生可以归结为以下几个方面:2.1 热应力材料在冷却过程中由于温度梯度而产生的热应力是导致残余应力的主要原因之一。
当材料的不同部分受到不同的温度影响时,会出现不均匀的热膨胀,从而引起应力的产生。
2.2 加工应力加工过程中的机械变形也会导致残余应力的产生。
例如,材料的塑性变形、切削加工和焊接等过程中,由于材料受到外力作用而发生形变,一旦去除外力,材料便会维持一定的应力状态。
2.3 相变应力材料的相变过程也会引起残余应力的产生。
例如,金属在固相转变时,由于晶格结构的变化,会引起应力的产生。
3. 残余应力分析方法残余应力分析可以采用多种方法,常见的有以下几种:3.1 X射线衍射方法X射线衍射方法是一种常用的非破坏性测试方法,可以通过测量材料晶体的衍射图样来分析残余应力。
通过对衍射峰的位置和强度进行分析,可以确定残余应力的大小和分布情况。
3.2 高能同步辐射方法高能同步辐射方法是一种精密的残余应力分析方法,可以提供更高的分辨率和更精确的测量结果。
该方法利用高能同步辐射源产生的高强度辐射束,通过测量辐射束的散射特性来分析残余应力。
3.3 数值模拟方法数值模拟方法是一种基于数学建模和计算机仿真的分析方法,可以通过建立材料的力学模型和边界条件来计算残余应力。
该方法可以通过调整模型参数和边界条件来模拟不同情况下的残余应力分布。
4. 残余应力分析案例分析以某航空发动机叶片为例,进行残余应力分析。
通过X射线衍射方法对叶片进行测试,得到了残余应力的分布情况。
结果显示,叶片的根部和尖部存在较大的残余应力,而中部相对较小。
Q:什么是残余应力?残余应力是什么意思?残余应力是衡量零件质量的重要指标之一,也是学习的一个难点。
用能量作功的方法可以加深对残余应力的认识:外力使零件变形,其中引起塑性变形的外力作的功以零件内部材料变形而存贮在零件内。
当外力消除以后,应力不均匀的能量要施放出来,引起了零件缓慢地变形,即残余应力作功,使原有加工精度逐渐丧失,直到能量全部施放出来为止,变形结束。
尤其在仪器生产中,残余应力可能使整台仪器丧失精度而成为废品。
应当了解残余应力的“缓释”特点,熟悉残余应力产生原因,掌握减小和消除残余应力的技术手段。
残余应力的产生在机械制造中,各种工艺过程往往都会产生残余应力。
但是,如果从本质上讲,产生残余应力的原因可以归结为:1.不均匀的塑性变形;2.不均匀的温度变化;3.不均匀的相变。
残余应力的作用机械零部件和大型机械构件中的残余应力对其疲劳强度、抗应力腐蚀能力、尺寸稳定性和使用寿命有着十分重要的影响。
(shenmi 收集)适当的、分布合理的残余压应力可能成为提高疲劳强度、提高抗应力腐蚀能力,从而延长零件和构件使用寿命的因素;而不适当的残余应力则会降低疲劳强度,产生应力腐蚀,失却尺寸精度,甚至导致变形、开裂等早期失效事故。
残余应力的调整针对工件的具体服役条件,采取一定的工艺措施,消除或降低对其使用性能不利的残余拉应力,有时还可以引入有益的残余压应力分布,这就是残余应力的调整问题。
通常调整残余应力的方法有:1.加热,即回火处理,利用残余应力的热松弛效应消除或降低残余应力。
2.施加静载,使工件产生整体或局部、甚至微区的塑性变形,也可以调整工件的残余应力。
例如大型压力容器,在焊接之后,在其内部加压,即所谓的“胀形”,使焊接接头发生微量塑性变形,以减小焊接残余应力。
3.振动时效,英文叫做Vi bra tion Stress Relief,简称VS R 。
在国际上,工业发达国家起始于上世纪50年代,我国从70年代研究和推广。
残余应力及检测方法一、残余应力简介及检测方法对比众所周知,工件在制造过程中,会受到各种因素的作用与影响。
当这些因素消失之后,若构件所受到的作用与影响不能完全消失,则会有部分作用与影响残留在构件内,这种残留的作用与影响,称作残余应力。
残余应力对工件有着很大的伤害,会使工件发生翘曲或扭曲变形,甚至开裂。
针对这一问题,在现在的科技环境下,产生了几种检测应力的方法,这几种方法都存在各自的优缺点,对比图如下:现阶段行业内主要使用以下几种方法检测残余应力:(1)盲孔法盲孔法的优点在于有较好精度,而缺点也比较明显,即检测过程中需要损坏材料的结构。
(2)X射线衍射法X射线衍射法经过了市场的检验,优点是技术较为成熟且稳定,缺点是检测仪器比较笨重,操作耗时且伴随着辐射。
(3)超声波应力检测法超声波应力检测法的优点在于操作简便、快速、不损伤材料,也不会对检测人员造成伤害。
而它的缺点就在于这是一项新的技术,虽然经过多家大型实验室的测验,但是市场检验度还不够高。
综合来看,超声波应力检测技术具有很大的现场适用性,下文对该技术进行详细介绍。
二、超声波应力检测技术1、超声波应力测试仪近些年国内超声波应力检测技术的研究进展较快,下图展示为我公司自主研发的一台超声波应力测试设备及配套软件,它是一款工业级高精度超声波应力测量设备,通过软件实现信号的激发和采集,根据声弹性理论进行残余应力的计算,可无损测定被测对象积聚的应力。
超声波应力测试设备(采集模块)超声波应力测试信号处理系统(显示操作模块)该设备符合国标GB/T 32073-2015《无损检测残余应力超声临界折射纵波检测方法》的要求,具备频率设置、滤波、超声激励、残余应力值计算等基本功能。
以下为该设备具有的优势和特点:•可同时测量应力、声时、壁厚、声速,实时显示超声波形,具有一定探伤功能;•配备高频数据采集卡,对上万次测量结果进行算法优化,测量结果更准确;•集成了温度传感器,通过温度补偿消除温度对检测结果的影响;•采集模块分体式设计,易于拆装,可无线连接显示操作模块,移动性强,易于现场使用;•设备可搭载锂电池独立供电,有效地解决了野外现场供电难的问题;•优良的抗干扰能力和可靠性,拥有出色的信噪比。
残余应力是衡量零件质量的重要指标之一,也是学习的一个难点。
用能量作功的方法可以加深对残余应力的认识:外力使零件变形,其中引起塑性变形的外力作的功以零件内部材料变形而存贮在零件内。
当外力消除以后,应力不均匀的能量要施放出来,引起了零件缓慢地变形,即残余应力作功,使原有加工精度逐渐丧失,直到能量全部施放出来为止,变形结束。
尤其在仪器生产中,残余应力可能使整台仪器丧失精度而成为废品。
应当了解残余应力的“缓释”特点,熟悉残余应力产生原因,掌握减小和消除残余应力的技术手段。
残余应力的产生在机械制造中,各种工艺过程往往都会产生残余应力。
但是,如果从本质上讲,产生残余应力的原因可以归结为:1.不均匀的塑性变形;(塑2.不均匀的温度变化;3.不均匀的相变。
(从热力学平衡的观点看,将物体冷却(或者加热)到相转变温度,则会发生相转变而形成新相,)残余应力的作用机械零部件和大型机械构件中的残余应力对其疲劳强度、抗应力腐蚀能力、尺寸稳定性和使用寿命有着十分重要的影响。
(shenmi 收集)适当的、分布合理的残余压应力可能成为提高疲劳强度、提高抗应力腐蚀能力,从而延长零件和构件使用寿命的因素;而不适当的残余应力则会降低疲劳强度,产生应力腐蚀,失却尺寸精度,甚至导致变形、开裂等早期失效事故。
残余应力的调整针对工件的具体服役条件,采取一定的工艺措施,消除或降低对其使用性能不利的残余拉应力,有时还可以引入有益的残余压应力分布,这就是残余应力的调整问题。
通常调整残余应力的方法有:1.加热,即回火处理,利用残余应力的热松弛效应消除或降低残余应力。
2.施加静载,使工件产生整体或局部、甚至微区的塑性变形,也可以调整工件的残余应力。
例如大型压力容器,在焊接之后,在其内部加压,即所谓的“胀形”,使焊接接头发生微量塑性变形,以减小焊接残余应力。
3.振动时效,英文叫做Vibration Stress Relief,简称VSR 。
在国际上,工业发达国家起始于上世纪50年代,我国从70年代研究和推广。
残余应力的产生第一章残余应力的产生残余应力是指在没有对物体施加外力时,物体内部存在的保持自相平衡的应力系统。
它是固有应力或内应力的一种。
产生残余应力的机理:各种机械加工工艺如铸造、切削、焊接、热处理、装配等都会产生不同程度残余应力。
下面用力学模型分析残余应力产生的原因。
一、机械加工引起的残余应力这是金属构件在加工中最易产生的残余应力。
当施加外力时,物体的一部分出现塑性变形,卸载后,塑性变形部分,限制了与其相邻部分变形的恢复,因而出现了残余应力。
如图1.1a所示,当一均匀梁受纯弯曲且上下表面进入塑性时,沿横截面各层上的应变分布如aa`线所示。
其中mn部分产生了塑性变形,而no部分仍处于弹性状态。
当外力去除时梁的变形得到恢复,各点的应变也得到释放,但梁的上表面m点深至n 点这一层内已产生塑性变形,设上表面m点的塑性应变为εt,则当截面mm`各点的应变恢复到折线bnon`b`时,整个截面内将不存在应力。
但实际上梁截面内应变分布是以中性层为坐标原点的线性分布,所以当上表面的应变值从εa降至εt时,截面内各点仍有不平衡的弹性应变如△bon所示。
因此梁的变形将继续恢复,并使表面往下某一深度内产生压缩应变如△bpc所示。
这时梁内出现了如图1.1b所示的应力分布。
直到所有的应力在梁轴向总和为零且对o点的力矩为0时,截面处于平衡状态而不再发生变形。
这时沿截面各点出现了正负相间的自相平衡的应力系统,这就是残余应力。
上述分析可见,构件在外力作用下出现局部的塑性变形,当外力去除时,这些局部的塑性变形限制了整个截面变形的恢复,因此产生了残余应力。
这种由局部塑性变形引起的残余应力,在很多加工工艺中均会出现,如锻压、切削、冷拔、冷弯等等。
这种残余应力往往是很大的。
二、温度不均匀引起的残余应力这种残余应力的产生主要有以下两种原因:第一是由于温度不均匀造成局部热塑性变形;第二是由于相变引起的体积膨胀不均匀造成局部塑性变形。
1、于热塑性变形不均而产生的残余应力;金属材料在高温下其性能将发生很大的变化,如屈服极限、弹性模量等都随温度的升高而下降。