公差实验指导书(平行度误差测量)
- 格式:doc
- 大小:825.50 KB
- 文档页数:2
平行度误差、平面度误差的测量【知识要点】一、平行度误差1、概述① 平行度平行度是指加工后零件的上的面、线或轴线相对于该零件上作为基准的面、线或轴线不平行的程度。
它是限制被测实际要素对基准在平行方向上的变动量的一项指标。
平行度公差是一种定向公差,是被测要素相对基准在方向上允许的变动全量,因此平行度公差具有控制方向的功能,即控制被测要素对准基准要素的方向。
② 平行度公差带平行度公差带是距离为公差值t ,且平行于基准平面(或直线或轴线)的两平行平面(或轴线)之间的区域。
③ 平行度公差分类根据被测要素和基准要素的几何特征,可将平行度公差分为线对线、线对面、面对线和面对面四种情况。
其中线与线平行度公差又包括给定单个方向、给定多个方向、任意方向三种。
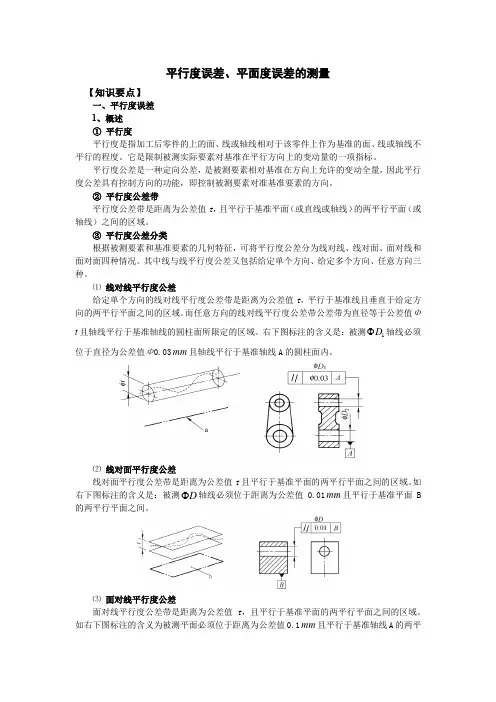
⑴ 线对线平行度公差给定单个方向的线对线平行度公差带是距离为公差值t ,平行于基准线且垂直于给定方向的两平行平面之间的区域。
而任意方向的线对线平行度公差带公差带为直径等于公差值Ф t 且轴线平行于基准轴线的圆柱面所限定的区域。
右下图标注的含义是:被测1D Φ轴线必须位于直径为公差值Ф0.03mm 且轴线平行于基准轴线A 的圆柱面内。
⑵ 线对面平行度公差线对面平行度公差带是距离为公差值t 且平行于基准平面的两平行平面之间的区域。
如右下图标注的含义是:被测D Φ轴线必须位于距离为公差值0.01mm 且平行于基准平面B 的两平行平面之间。
⑶ 面对线平行度公差面对线平行度公差带是距离为公差值t ,且平行于基准平面的两平行平面之间的区域。
如右下图标注的含义为被测平面必须位于距离为公差值0.1mm且平行于基准轴线A 的两平行平面之间。
⑷ 面对面平行度公差面对面平行度公差带是距离为公差值t ,且平行于基准平面的两平行平面之间的区域。
如右下图标注的含义为被测平面(上表面)必须位于距离为公差值0.01mm 且平行于基准平面A (下底面)的两平行平面之间。
2、平行度误差的测量① 线对线平行度误差的测量⑴ 测量方法 当公差要求是测量孔的轴线相对于基准孔的轴线的平行度误差时,需要用心轴模拟被测要素和基准要素。
实验四 测量平行度误差
一、实验目的
熟悉用水平仪测量垂直平面内的直线度误差的方法,和用作图法求直线度误差的方法。
二、实验内容
1、测量面对面平行度误差;
2、测量线对面平行度误差;
三、实验方法和步骤
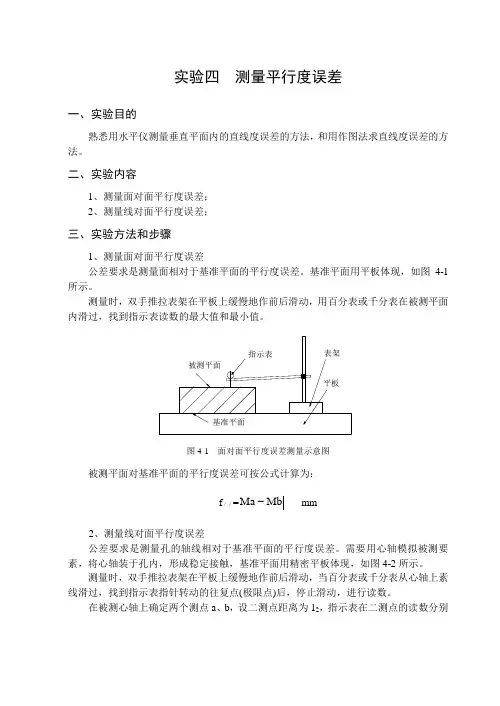
1、测量面对面平行度误差
公差要求是测量面相对于基准平面的平行度误差。
基准平面用平板体现,如图4-1所示。
测量时,双手推拉表架在平板上缓慢地作前后滑动,用百分表或千分表在被测平面内滑过,找到指示表读数的最大值和最小值。
图4-1 面对面平行度误差测量示意图
被测平面对基准平面的平行度误差可按公式计算为:
f //=Mb Ma l 12
1 mm 2、测量线对面平行度误差
公差要求是测量孔的轴线相对于基准平面的平行度误差。
需要用心轴模拟被测要素,将心轴装于孔内,形成稳定接触,基准平面用精密平板体现,如图4-2所示。
测量时,双手推拉表架在平板上缓慢地作前后滑动,当百分表或千分表从心轴上素线滑过,找到指示表指针转动的往复点(极限点)后,停止滑动,进行读数。
在被测心轴上确定两个测点a 、b ,设二测点距离为12,指示表在二测点的读数分别
图4-2 线对面平行度误差测量示意图
为Ma 、Mb ,若被测要素长度为l 1,那么,被测孔对基准平面的平行度误差可按比例折算得到。
计算公式为:
f //=Mb Ma l 12
1 mm。
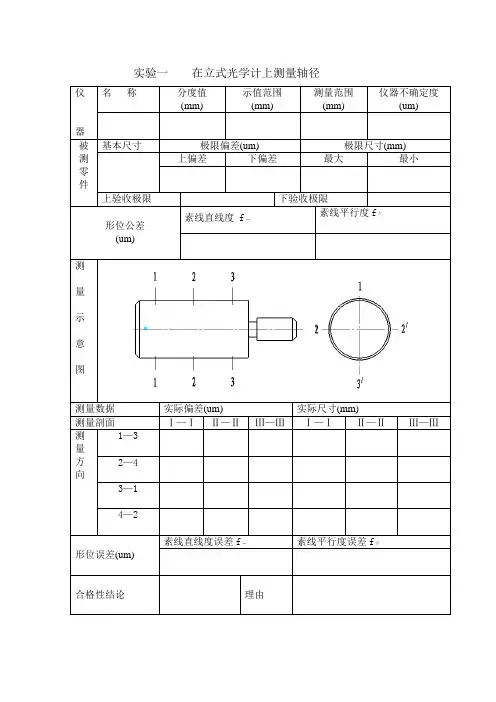
实验一在立式光学计上测量轴径
仪器名称分度值
(mm)
示值范围
(mm)
测量范围
(mm)
仪器不确定度
(um)
被测零件基本尺寸极限偏差(um) 极限尺寸(mm)
上偏差下偏差最大最小上验收极限下验收极限
形位公差
(um)
素线直线度f-
素线平行度f//
测
量
示
意
图
测量数据实际偏差(um) 实际尺寸(mm)
测量剖面Ⅰ—ⅠⅡ—ⅡⅢ—ⅢⅠ—ⅠⅡ—ⅡⅢ—Ⅲ
测量方向1—3 2—4 3—1 4—2
形位误差(um)
素线直线度误差f-素线平行度误差f//合格性结论理由
实验二用光切显微镜测量表面粗糙度1.微观不平度十点高度Rz的测量
实验三形状误差的测量1.直线度误差的测量
2.平面度误差的测量
3.圆度误差的测量
实验四位置误差的测量
1.平行度误差的测量(mm)
3.跳动的测量(mm)
图样标注跳动量合格性结论端面跳动
径向跳动
径向全跳动
测量位置测量数据
最大最小差值1—1
2—2
3—3
4—4
5—5
6—6
7—7
8—8
测
量
示
意
图
实验五在工具显微镜上测量外螺纹各参数
实验一齿轮齿圈经向跳动的测量(表一)
实验一齿轮公法线长度及其变动的测量(表二)
实验一齿距偏差及齿距累计误差的测量(表三)
实验一在双啮仪上对齿轮的综合测量(表四)。
![1.7用指示表和平板测量平面度、平行度和位置度误差[22页]](https://uimg.taocdn.com/a4253a6c6f1aff00bed51eeb.webp)
互换性与技术测量基础实验指导书实验一形位误差测量一.实验目的1.了解位置度误差的检测原则和基准体现方法;误差的测量原理及方法。
2.熟悉通用量具的使用。
3.加深对平行度、垂直度等位置公差的理解。
二.实验设备测量平板、心轴、精密直角尺、塞尺、百分表、表架、游标卡尺、偏摆检查仪等。
三.实验内容1.图2-1为被测件角座,其上提出四个位置公差要求;(1)顶面对底面的平行度公差0.15;(2)两孔的轴线对底面的平行度公差0.05;(3)两孔轴线之间的平行公差0.35;(4)侧面对底面的垂直度公差0.20;2.轴类零件的圆跳动。
三.实验方法步骤 1.按检测原则1(与理想要素比较原则)测量顶面对底面的平行度误差(图2-1)。
将被测件放在测量平板上,以平板面作模拟基准;调整百分表在支架上的高度,将百分表测头与被测面接触,使百分表指针倒转1~2圈,固定百分表,然后在整个被测表面上沿规定的各测量线上移动百分表支架,取百分表的最大与最小读数之差作为被测表面的平行度误差。
2-1 2-22.按检测原则,测量两孔轴线对底面的平行度误差。
用心轴模拟被测孔的轴线(图2-2 测量两孔轴线对底面的平行度误差),以平板模拟基准,按心轴上的素线调整百分表的高度,并固定之(调整方法同步骤1),在距离为L1的两个位置上测的两个读数M1和M2,被测轴线的平行度误差为:f=LM1−L1M2式中:L——被测轴线的长度。
3.按检测原则1测量两孔轴线之间的平行度误差(图2-3)。
用心轴模拟两孔轴线用游标卡尺在靠近孔口端面处测量尺寸a1及a2,差值(a 1-a2)即为所求平行度误差。
2-34.按检测原则3(测量特征参数原则)测量侧面对底面的垂直度误差(图2-4)。
用平板模拟基准,将精密直角尺的短边垂直于平板上,长边靠在被测侧面上,此时长边即为理想要素。
用塞尺测量直角尺长边与被测侧面之间的最大间隙,测得值即为该位置的垂直度误差。
移动直角尺,在不同位置重复上述测量,取最大误差值为该被测面的垂直度误差。
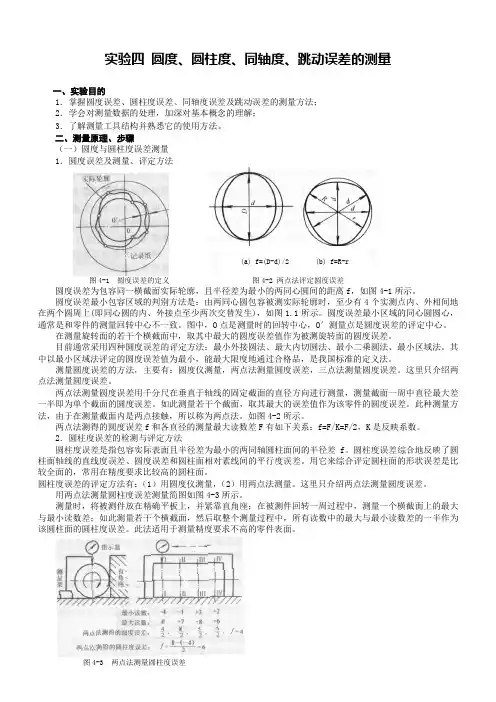
实验四 圆度、圆柱度、同轴度、跳动误差的测量一、实验目的1.掌握圆度误差、圆柱度误差、同轴度误差及跳动误差的测量方法;2.学会对测量数据的处理,加深对基本概念的理解;3.了解测量工具结构并熟悉它的使用方法。
二、测量原理、步骤(一)圆度与圆柱度误差测量1.圆度误差及测量、评定方法图4-1 圆度误差的定义圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f ,如图4-1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容被测实际轮廓时,至少有4个实测点内、外相间地在两个圆周上(即同心圆的内、外接点至少两次交替发生),如图1.1所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测量回转中心不一致。
图中,O 点是测量时的回转中心,O ′测量点是圆度误差的评定中心。
在测量旋转面的若干个横截面中,取其中最大的圆度误差值作为被测旋转面的圆度误差。
目前通常采用四种圆度误差的评定方法:最小外接圆法、最大内切圆法、最小二乘圆法、最小区域法。
其中以最小区域法评定的圆度误差值为最小,能最大限度地通过合格品,是我国标准的定义法。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度误差。
两点法测量圆度误差用千分尺在垂直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面,取其最大的误差值作为该零件的圆度误差。
此种测量方法,由于在测量截面内是两点接触,所以称为两点法。
如图4-2所示。
两点法测得的圆度误差f 和各直径的测量最大读数差F 有如下关系:f=F/K=F/2,K 是反映系数。
2.圆柱度误差的检测与评定方法圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f 。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。

互换性与技术测量基础实验指导书实验一形位误差测量一.实验目的1.了解位置度误差的检测原则和基准体现方法; 误差的测量原理及方法。
2.熟悉通用量具的使用。
3.加深对平行度、垂直度等位置公差的理解。
二.实验设备测量平板、心轴、精密直角尺、塞尺、百分表、表架、游标卡尺、偏摆检查仪等。
三.实验内容1.图2-1为被测件角座, 其上提出四个位置公差要求;( 1) 顶面对底面的平行度公差0.15;( 2) 两孔的轴线对底面的平行度公差0.05;(3)两孔轴线之间的平行公差0.35;(4)侧面对底面的垂直度公差0.20;2.轴类零件的圆跳动。
三.实验方法步骤1.按检测原则1( 与理想要素比较原则) 测量顶面对底面的平行度误差( 图2-1) 。
将被测件放在测量平板上, 以平板面作模拟基准; 调整百分表在支架上的高度, 将百分表测头与被测面接触, 使百分表指针倒转1~2圈, 固定百分表, 然后在整个被测表面上沿规定的各测量线上移动百分表支架, 取百分表的最大与最小读数之差作为被测表面的平行度误差。
2-1 2-22.按检测原则, 测量两孔轴线对底面的平行度误差。
用心轴模拟被测孔的轴线( 图2-2 测量两孔轴线对底面的平行度误差) , 以平板模拟基准, 按心轴上的素线调整百分表的高度, 并固定之( 调整方法同步骤1) , 在距离为L1的两个位置上测的两个读数M1和M2, 被测轴线的平行度误差为: f=LM1−L1M2式中: L——被测轴线的长度。
3.按检测原则1测量两孔轴线之间的平行度误差( 图2-3) 。
用心轴模拟两孔轴线用游标卡尺在靠近孔口端面处测量尺寸a1及a2, 差值( a1-a2) 即为所求平行度误差。
2-34.按检测原则3( 测量特征参数原则) 测量侧面对底面的垂直度误差( 图2-4) 。
用平板模拟基准, 将精密直角尺的短边垂直于平板上,长边靠在被测侧面上, 此时长边即为理想要素。
用塞尺测量直角尺长边与被测侧面之间的最大间隙, 测得值即为该位置的垂直度误差。
位置误差的测量实验报告一、实验目的1. 熟悉零件有关位置误差的含义和基准的体现方法。
2. 掌握有关通用量仪的使用方法。
二、实验用量具齿轮跳动检查仪、平板、千分表、百分表、千分表架、V型块、直角尺、钢板尺等三、实验内容及说明1、平行度误差的测。
连杆小孔轴线对大孔轴线的平行度1)连杆孔的平行度要求如图1-15所示2)测量方法如图1-16所示平行度误差为将零件转位使之处于图中0度位置,使两心轴中心与平板等高,然后在测出0度位置的平行度误差。
根据测量结果判断零件平行度误差是否合格2. 垂直度误差的测量十字头孔轴线对孔轴线以及对侧面B的垂直度要求,如图1-17所示。
1)轴线对轴线的垂直度误差的测量如图1-18所示。
将测量表架安装在基准孔心轴上部,在距离为L2两端用千分表测得读数分别为M1,M2,则该零件轴线对轴线的垂直度误差为:2) 轴线对侧面B的垂直度误差测量如图1-19所示。
被测孔轴线用心轴模拟,先将心轴穿入零件被测孔,以零件顶面为支撑面,放在三个千斤顶上。
再用一直角尺,使其一面放在平板上,另一面与基准面B靠拢,同时调节千斤顶使其与基准面贴合为止,这说明基准面B与平板垂直。
然后用千分表分别测出图中L2长度两端读数M1,M2,则垂直度误差为根据以上结果,判断两项垂直度要求是否合格3. 圆跳动误差的测量被测零件圆跳动公差要求如图1-23所示,其测量方法如图1-24所示1)径向圆跳动误差的测量:将工件旋转一周,记下千分表读数的最大差值。
共测三个截面,取其中最大跳动量作为该表面的径向圆跳动误差值,并判断该指标是否合格2)端面圆跳动误差的测量:分别在端面靠近最大直径处和较小直径处测量,每测一处,转动工件一转,读取指示表的最大最小读数差,取其较大者作为该端面的圆跳动误差值图1-15图1-16图1-17图1-18中国石油大学(华东)四、数据分析1. 单位(mm)实验内容L1L21L22L2M1M2F允许值是否合格孔轴线平行度0度位置36.262.059.0157.2 1.191 1.1950.000920.25合格孔轴线平行度90度位置36.279.578.5194.2 1.981 2.4650.09020.1合格孔轴线与端面垂直度93.860.060.0213.80.7100.5260.08070.06不合格孔轴线与孔轴线垂直度93.878.077.8249.60.8390.8890.01880.06合格图1-19图1-23图1-242. 单位(µm )3. 单位(µm )五、思考题1. 求垂直度、平行度误差时为什么要有L1/L2,L1、L2分别指什么?L2指被测心轴长度;L1指被测工件孔的长度。
/gckj/text/jiaoxuedagang.htm形位误差的测量直线度误差的测量(一)实验目的1.掌握用水平仪测量直线度误差的方法及数据处理。
2.加深对直线度误差含义的理解。
3.掌握直线度误差的评定方法。
(二)实验内容用合象或框式水平仪按节距法测量导轨在给定平面内的直线度误差,并判断其合格性。
(三)实验器具:1.合象水平仪或框式水平仪2.桥板(四)测量原理及器具介绍为了控制机床、仪器导轨及长轴的直线度误差,常在给定平面(垂直平面或水平平面)内进行检测,常用的测量器具有框式水平仪、合象水平仪、电子水平仪和自准直仪等测定微小角度变化的精密量仪。
由于被测表面存在直线度误差,测量器具置于不同的被测部位上时,其倾斜角将发生变化,若节距(相邻两点的距离)一经确定,这个微小倾角与被测两点的高度差就有明确的函数关系,通过逐个节距的测量,得出每一变化的倾斜度,经过作图或计算,即可求出被测表面的直线度误差值。
合象水平仪因具有测量准确、效率高、价格便宜、携带方便等特点,在直线度误差的检测工作中得到广泛采用。
合象水平仪的结构,主要由微动螺杆、螺母、底盘水准仪、棱镜、放大镜、杠杆以及具有平面和V形工作面和底座等组成。
合象水平仪是利用棱镜将水准器中的气泡像复合放大,以提高读数时的对准精度,利用杠杆和微动螺杆传动机构来提高读的精度和灵敏度,其工作原理见本指导书第二篇。
合象水平仪置于被测工件表面上,若被测两点相对自然水平线不等高时,将引起两端的气泡像不重合,转动度盘使气泡像重合,此时合象水平仪的读数值即为该两点相对自然水平面的高度差,刻度盘读数与桥板跨距L之间的关系为:h=i·L·a框式水平仪是一种测量偏离水平面的微小角度变化量的常用量仪,它的主要工作部分是水准器。
水准器是一个封闭的玻璃管,内表面的纵剖面具有一定的曲率半径,管内装乙醚或酒精,并留有一定长度的气泡。
由于地心引力作用,玻璃管内的液面总是保持水平,即气泡总是在圆弧玻璃管的最上方。
![方向误差的检测_公差配合与测量技术_[共4页]](https://uimg.taocdn.com/d29ed73c19e8b8f67c1cb9f5.webp)
实验三导轨直线度误差测量(用合像水平仪)
实验六跳动误差测量(用千分表)
实验七影像法测螺纹参数(用工具显微镜)
实验八螺纹千分尺测螺纹中径(用螺纹千分尺)
测量数据及测量结果
测量部位
1 2
Ⅰ
Ⅱ
实验九用三针测量螺纹中径(用三针)
测量数据及测量结果
测得值M(mm)计算出d2实=M—3d0+0.866P
测量部分 1 2 3 1 2 3 Ⅰ-Ⅰ
Ⅱ-Ⅱ
思考题:用三针法测量螺纹中径时,有哪些测量误差?测出的中径是否是作用中径?
实验十齿厚偏差测量(用齿厚游标卡尺)
实验十一公法线长度测量(用公法线千分尺)。
平行度 检验作业指导管理部门: 运作部品质课(机加工)文件页码第 1 页 共 3 页修订控制状态版 本 历 史修改内容撰写 审核 批准 日期 B删除了平面度,作业指导用于所有HOUSING平行度检验平行度 检验作业指导管理部门: 运作部品质课(机加工)文件页码第 2 页 共 3 页1. 目的对本公司CNC 加工后的平行度进行正确的检测方法。
2. 范围适用于机加工后所有圆通HOUSING 平行度的检测。
3. 定义规范检验员的检验方法 4. 职责负责检测工序测量的检验员应按照检验作业指导书来检测,部门经理及管工应对检验员的操作情况进行监督和检查。
5. 程序5.1用酒精擦净大理石平台,检验丝表,大理石平台,检测座块有无在校准期内。
平行度检测座块 丝表大理石平台(图1)5.2 用丝表校准平行度检测座块的起始点,终点在0.005范围内。
起点(图2) 终点(图3) 5.3 (1)从待检托盘中拿起工件目检底面、反面四边需无毛刺,台阶。
(2)检验检测底座底面,正面无杂物后把工件套上检测底座后先以X 面方向的起始点轻轻的推到终点检测,如图4,图5(3)再以Y 面方向的起始点轻轻的推到终点检测。
如图6,图7平行度 检验作业指导管理部门: 运作部品质课(机加工)文件页码第 3 页 共 3 页(4)以四点中的最高点减最低点的读数来计算平行度的测量值。
例:最高点和最低点之间,在丝表上相差六格,一格为0.002mm ,平行度测量值为6*0.002=0.012。
X方向起点(图4) X 方向终点(图5)Y 方向起点(图6) Y 方向终点(图7)6. 相关文件图纸,测量表格,PMP 7. 记录测量表格8. 附件无。
形位公差测量实验报告一、实验目的形位公差是机械制造中非常重要的概念,它直接影响着产品的质量和性能。
本次实验的目的在于通过实际操作和测量,深入理解形位公差的概念和测量方法,掌握常用测量工具的使用技巧,提高对机械零件精度的评估能力。
二、实验原理形位公差包括形状公差和位置公差。
形状公差是指单一实际要素的形状所允许的变动全量,如直线度、平面度、圆度、圆柱度等;位置公差是指关联实际要素的位置对基准所允许的变动全量,如平行度、垂直度、同轴度、对称度等。
测量形位公差的基本原理是通过与标准的对比,确定实际零件与理想形状或位置的偏差。
常用的测量方法有直接测量法、间接测量法和综合测量法。
三、实验设备和工具1、三坐标测量机2、游标卡尺3、千分尺4、百分表5、平板6、直角尺7、芯轴8、量块四、实验步骤1、实验前准备熟悉实验设备和工具的使用方法。
清洁测量工具和被测零件,确保测量的准确性。
2、直线度的测量选择合适长度的被测轴类零件。
将零件放置在平板上,使用百分表沿着轴线方向移动,测量轴表面的直线度偏差。
记录测量数据,并计算直线度误差。
3、平面度的测量选取一块平板零件作为被测对象。
用千分尺在平板的不同位置测量厚度,通过比较各点的厚度差值来评估平面度。
4、圆度的测量选择一个圆柱零件。
使用游标卡尺在不同的截面位置测量直径,计算最大直径与最小直径之差,即为圆度误差。
5、圆柱度的测量对于同一圆柱零件,在多个截面测量直径和轴的直线度。
综合分析数据,得出圆柱度误差。
6、平行度的测量准备两个相互平行的平面零件。
将百分表固定在一个基准平面上,表头接触另一个被测平面,移动表头,测量平行度偏差。
7、垂直度的测量选取一个轴和一个平面作为被测对象。
用直角尺和百分表配合测量轴与平面的垂直度。
8、同轴度的测量对于具有同轴要求的轴类零件,使用三坐标测量机测量各轴段的轴心坐标,计算同轴度误差。
9、对称度的测量以一个具有对称结构的零件为例,使用游标卡尺或千分尺测量对称部位的尺寸差异,评估对称度。
实验二平行度误差的测量
一、实验目的
1.了解指示表的结构及通用测量工具并熟悉使用它们测量箱体孔与底面的平行度误差的方法。
2.掌握平行度误差的评定方法。
3.掌握被测要素对基准要素的平行度误差值的评定方法和数据处理方法。
二、平行度误差的测量与评定
1.平行度误差的测量的原理
1)平行度误差的定义
给定方向的平行度误差为包容实际要素
并平行于基准要素,且距离为最小的两平行平
面之间的距离f。
任意方向的平行度误差为包
容实际轴线并平行于基准轴线,且直径为最小
的圆柱面的直径Φf。
2)平行度误差的测量原理
实际基准要素都是有误差的,由实际轮廓
要素建立基准时,是以轮廓实际基准要素最小
包容区域的体外边界作为理想基准要素;由实
际中心要素建立基准时,是以实际基准要素的
最小区域的中心要素作为理想基准要素。
对平
行度误差(位置误差)基准的体现方法有分析
法、直接法、模拟法和目标法。
(1)分析法分析法是对实际基准要素进
行测量后,根据测量的数据用图解或计算法确
定基准的方向或位置。
(参见直线度误差的评
定方法)然后,根据理想基准方向,作实际被
测轮廓的包容平行平面(和理想基准面平行),
此平行平面纵座标距离,即为被测面的平行
度误差如图2.1所示。
用分析法体现基准评定位置误差的方法,图2.1用分析法体现基准评定平行度误差
符合最小条件的原则。
(2)模拟法模拟法是采用形状精度足够精确的实际基准要素(如精确平板的工作面,圆柱形心轴、球面中心等)来体现基准。
如图2.2所示,在基准面A上放一精确平行平尺,指示器的测量架置于精确平行平尺上并沿被测面长向某一测量线方向移动,指示器的最的最大与最小读数差即为平行度误差。
(3)直接法直接法体现基准是将形状精度足够精确的基准实际要素直接作为基
准。
如图2.3所示。
这种测量方法,基准实际要素的形状误差,将直接反映到测量结果上,对被测要素的定向或定位误差有夸大或缩小的可能。
(4)目标法 对于基准要素无形状精度要求或没用足够形状要求的零件,亦或具有特殊型面殊型面的零件,可以采用指定的基准目标来体现基准,以保证用指定的基准目标来体现基准,以保证设计、加工、装配和测量时的基准的一致性和再现性。
图2.2 用模拟法体现基准 图2.3 用直接法体现基准 测量平行度误差 测量平行度误差。
2.平行度误差的评定
1)轴孔对底面平行度误差测量
将箱体直接置于平板上(基准面由平板体现),被测量孔的轴线由心轴模拟,如图2.4所示,用分度表测量相距L 1的两端的读数M 1和M 2,则孔的实际轴线对基准平面的平行度误差为:1
21||L M M L F -= 2)测量两孔轴线的平行度误差
用三个千斤顶支承箱体,调整千斤顶,使A 、B 两处分
度表测得的读数相等,如图2.5所示,在相距L 1的两端的
读数M 1和M 2,则孔的实际轴线对基准孔的平行度误差为:
1
21||L M M L F -=
图2.4 图2.5。