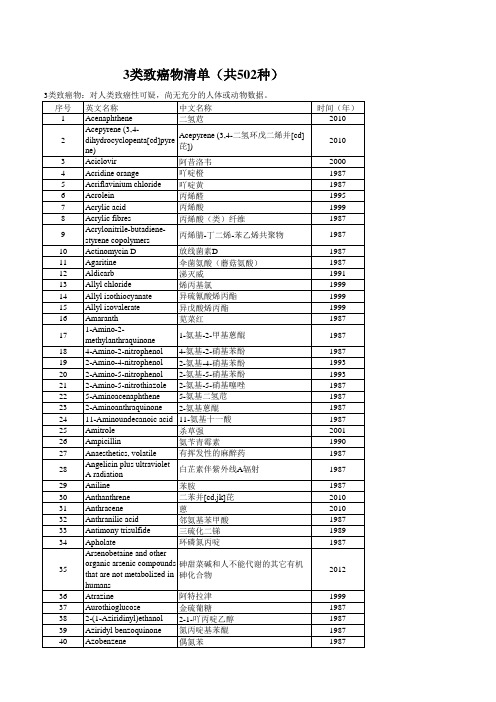
Acrylate-based specialty optical fiber coatings for harsh environments 004_0779-000062
- 格式:pdf
- 大小:521.60 KB
- 文档页数:8

一种适用于飞秒激光全息存储技术的光敏高分子材料吴飞鹏,施盟泉,王涛,何勇,张云龙,杨永源(中国科学院理化技术研究所,北京100101) 郭亨长,郭红沧,蒋红兵,龚旗煌(北京大学物理系)前言在信息爆炸的时代,人们对信息的需求日益增加,导致对信息存储容量、密度、传输的速度等需求不断提高,各国科研人员对信息处理的方式、传输方式和材料都在创新和改进,以满足使用的要求。
在信息存储领域,磁盘的存储量已经达到了200G,计算机读出的速度也接近了10M/S,网络传输的速度则更加迅速,可以达到2G/S。
然而,这样的传输速度是在庞大的计算机系统下完成的,怎样实现小型系统达到高速和超高密度是研究领域追求的目标。
解决的技术方案有很多,无论哪种技术都需要光响应的材料,包括光致变色、光折变、光异构化和光敏聚合物。
光敏聚合物在信息存储领域有非常独特的优点,可以利用聚合过程伴随的材料物理性质的变化,实现信息的存储和读出。
如通过聚合过程材料的折射率变化,可以达到目前其它材料无法实现的折射率调制能力和信息的稳定性和保存性。
因此,光敏高分子在信息存储领域将扮演重要的角色,是光聚合领域的研究热点之一。
在光聚合折射率变化材料的设计中,需要考虑的有以下几点:1、材料聚合的折射率调制,也就是动态范围,这是材料存储性能的重要指标;2、材料的光敏性能,直接关系到信息存储的速度;3、材料的稳定性,包括存储前生片的保存性和存储后信息的保存性;4、对激光波长的匹配;主要是适用的波长范围,决定使用什么样的激光器。
纵观这些条件,可以清楚的总结出一点,就是,所设计的材料只要满足以上条件,设计一种适用于不同存储方式和存储技术的材料是完全可能的。
在光存储技术中,全息存储和点存储技术是主要的采用方式。
全息存储提供的是页存储方式,可以进行超高密度的图像存储,但是,需要全新的编码与数字化技术;点存储方式可以与现有的二进制数字存储相兼容,只是需要设计新的寻址编码方式。
光电材料英语Photonic Materials: The Luminous FuturePhotonic materials have revolutionized the way we interact with and harness the power of light. These materials, which are designed to manipulate and control the behavior of photons, have become essential components in a wide range of technologies, from telecommunications to medical diagnostics. As the demand for more efficient, compact, and versatile devices continues to grow, the field of photonic materials has emerged as a crucial area of research and development.At the heart of photonic materials are the unique properties of light itself. Light is a form of electromagnetic radiation that can be harnessed to transmit information, generate energy, and even perform complex medical procedures. Unlike electrical signals, which are limited by the physical constraints of wires and cables, light can travel through various mediums, including air, glass, and even biological tissues, with minimal loss of energy. This makes photonic materials ideal for applications where high-speed, high-bandwidth, and low-power consumption are essential.One of the most significant advancements in photonic materials has been the development of semiconductor-based devices. Semiconductors, such as silicon and gallium arsenide, can be engineered to absorb, emit, or manipulate light in specific ways, enabling the creation of a wide range of photonic components, including lasers, photodetectors, and light-emitting diodes (LEDs). These components are the building blocks of many modern technologies, from fiber-optic communication networks to high-definition displays.Beyond semiconductors, photonic materials also encompass a diverse array of other materials, each with its own unique properties and applications. For example, optical fibers, which are made of thin strands of glass or plastic, can be used to transmit data over long distances with minimal signal loss. Photonic crystals, which are materials with a periodic structure that can control the flow of light, have been used to develop highly efficient light-emitting devices and optical sensors.Another exciting area of photonic materials research is the development of metamaterials. Metamaterials are engineered materials that can manipulate the behavior of light in ways that are not found in nature. These materials, which are often constructed from arrays of tiny, precisely engineered structures, can be used to create lenses that can focus light beyond the diffraction limit, or todevelop cloaking devices that can render objects invisible to certain wavelengths of light.The applications of photonic materials are vast and varied. In the field of telecommunications, photonic materials have enabled the development of high-speed, high-capacity fiber-optic networks that can transmit vast amounts of data over long distances. In the medical field, photonic materials have been used to create advanced imaging technologies, such as optical coherence tomography (OCT), which can provide detailed, three-dimensional images of the human body without the need for invasive procedures.In the field of energy, photonic materials are playing a crucial role in the development of more efficient and sustainable energy technologies. For example, photovoltaic cells, which convert light into electrical energy, rely on photonic materials to absorb and convert light with high efficiency. Similarly, photonic materials are being used to develop advanced lighting technologies, such as LEDs, which are more energy-efficient and longer-lasting than traditional incandescent bulbs.As the field of photonic materials continues to evolve, the potential applications of these materials are only limited by our imagination. From advancements in telecommunications and medical diagnostics to the development of more efficient and sustainable energytechnologies, photonic materials are poised to play a crucial role in shaping the future of our world.。

论文题目:聚硅氧烷丙烯酸酯的合成及其应用的研究专 业:材料学硕 士 生:李东辉 (签名) 指导教师:李会录 (签名)摘 要丙烯酸树脂具有优异的耐候性、耐油性、附着力好,以及单体众多、价格便宜等优点而得到广泛的应用。
但是由于它的耐温性、耐水性、透气性差等缺点而限制了它的进一步应用。
有机硅聚合物具有优异的耐候性、耐水性、耐高低温性和透气性等特性。
用有机硅改性可以大大改善丙烯酸树脂的性能。
在各种聚硅氧烷丙烯酸酯的合成方法中,硅氢加成反应引入丙烯酸酯基团的方法较容易控制改性产物的结构,产品性能也容易把握,所以丙烯酸酯化聚硅氧烷和乙烯基醚官能化聚硅氧烷的研究成为热点。
本文以端氢硅油、丙烯酸酯为基本原料通过硅氢加成反应合成出紫外光固化聚硅氧烷丙烯酸酯低聚物。
通过对合成聚硅氧烷丙烯酸树脂的反应温度、反应时间、催化剂、阻聚剂种类和用量等的研究,并对各种反应条件下的产物进行FT-IR、GPC、1H-NMR表征,探索低聚物的结构、制备工艺条件和性能的关系,确定了合成的最佳条件。
将合成出的聚硅氧烷丙烯酸酯低聚物制备UV胶粘剂,对其紫外光固化产物进行了附着力,硬度的测定,表明合成的聚硅氧烷丙烯酸酯有优异的物化性能。
关 键 词:聚硅氧烷;丙烯酸酯;硅氢加成;紫外光固化研究类型:应用研究Subject : Study on Synthesis and Application of Polysiloxane Acrylate Specialty : Material scienceName : Li Donghui (Signature)Instructor :Li Huilu (Signature)ABSTRACTAcrylate resin has many excellent properties,such as excellent weather resistance,oil-resistance property,excellent adhesive,rich material and low cost ,so has been widely used in many areas, but its Performances of temperature resistance,water resistance and air permeability is poor, its application is restricted.. Polysiloxane has excellent weather resistance,water resistance,high and low temperature resistance,and high air permeability property,so modified by polysilicone,acrylate resin’s properties can be largely improved.In various synthesis methods of the polysiloxane acrylate,hydrosilylation is easier to control of the modified product’s structure, and the properties of product are easy to grasp. So the study of acrylic esterification and vinyl ether modified silicone become hot in recent years.In this paper,several silicone with acrylate end groups were prepared via the direct hydrosilylation of α,ω-dihydrogenpolysiloxane and different acrylate using chloroplatinic acid catalyst.The influence of reaction temperature,reaction time,catalyst content and polymerization inhibitor content was investigated. The structure of reaction product was characterized by FT-IR,1H-NMR and GPC. Photo-curability of the silicone acrylate was also measured. Explored the relationship of reaction product’s performance with oligomer’s structure and the conditions of preparation process,and determined the best condition of synthesis.An UV adhesive was prepared by reaction product and the adhesion and hardness of the uv-curable product was measured. It showed that the reaction product has excellent mechanical and chemical properties.Key words:Polysiloxane Acrylate Hydrosilylation Uv-curableThesis : Application research1绪论1绪论1.1 前言有机硅为当今世界发展最快的合成材料之一。
专利名称:Acrylate based adhesive composition for optical use, acrylate based adhesive sheetfor optical use, and method for separatingoptical component using the same发明人:Dong-Sun Lee,Sang-Hyun Lim,Dae-Guen Choi,Hak-Sun Kim,ShinichiroKawahara,Minoru Nanchi,Keisuke Sako,YutaIrie,Satoshi Yamaguchi申请号:US14955322申请日:20151201公开号:US09598617B2公开日:20170321专利内容由知识产权出版社提供摘要:Disclosed is an acrylate based adhesive composition for optical use that includes: a copolymer prepared by polymerizing an alkyl (meth)acrylate (wherein the alkyl is a C16 to C22 linear alkyl group) in an amount of about 1 to about 10 parts by weight, an alkyl (meth)acrylate (wherein the alkyl is a C1 to C12 alkyl group) in an amount of about 70 to about 98 parts by weight, and a polar monomer in an amount of about 1 to about 20 parts by weight; and a cross-linking agent. The cross-linking agent is included in an amount of about 0.5 to 5 parts by weight based on 100 parts by weight of the copolymer.申请人:Samsung Display Co, Ltd.,NITTA CORPORATION地址:Yongin-si KR,Osaka-shi, Osaka JP国籍:KR,JP代理机构:Robert E. Bushnell, Esq.更多信息请下载全文后查看。

专利名称:MANUFACTURE OF BASE MATERIAL FOR OPTICAL FIBER发明人:KITAYAMA KENICHI,AOUMI YOSHIYUKI 申请号:JP16102181申请日:19811012公开号:JPS5864236A公开日:19830416专利内容由知识产权出版社提供摘要:PURPOSE:To reduce the number of glass layers and to obtain an optical fiber for a wide zone by changing the flow rate of a gaseous principal starting material in the manufacture of a base material by a CVD method to change the amount of deposited SiO2 and the amount of oxide deposited from a gaseous dopant to prescribed values every layer. CONSTITUTION:When a base material for an optical fiber is manufactured by an internal or external CVD method, in the stage for forming a refractive index distribution, the flow rate of gaseous SiCl4 and/or the moving speed of a burner are changed every layer so as to adjust the radius rn of the n-th deposited glass layer of a base material obtd. by making a quartz glass tube solid to n<1/p> (p is 0.4-1.6). The amount of oxide deposited from a gaseous dopant is also controlled every layer. Thus, the prescribed refractive index distribution is obtd.申请人:NIPPON DENSHIN DENWA KOSHA更多信息请下载全文后查看。
专利名称:MANUFACTURE OF BASE MATERIAL FOR OPTICAL FIBER发明人:YOKOGAWA KYOSHI,KAMYA KAZUO申请号:JP1275182申请日:19820129公开号:JPS6410448B2公开日:19890221专利内容由知识产权出版社提供摘要:PURPOSE:To manufacture the titled base material having superior strength and a favorable refractive index distribution by subjecting a gaseous starting material diluted with a carrier gas to flame hydrolysis to form a porous glass body having a specified density. CONSTITUTION:A flame-hydrolyzable Si compound such as SiCl4 or trichlorosilane is diluted to <=30% with a carrier gas such as He or Ar, and by hydrolyzing this gaseous starting material in an oxyhydrogen flame, fine particles of silica or silica contg. a dopant are deposited to form a porous glass body having 0.03-0.15g/cm<3> density. The glass body is converted into transparent glass in a furnace at a high temp. Since this glass body has a large specific surface area, the substitution of halogen for OH groups can be conducted efficiently, so an optical fiber with a small transmission loss is obtd.申请人:SHINETSU CHEM IND CO更多信息请下载全文后查看。
专利名称:MANUFACTURE OF BASE MATERIAL FOR OPTICAL FIBER发明人:YOKOTA HIROSHI,TAMAZUKATOSHIO,KIYOUDOU TSUNEHISA申请号:JP18920483申请日:19831012公开号:JPS6081036A公开日:19850509专利内容由知识产权出版社提供摘要:PURPOSE:To manufacture a base material for an optical fiber having different refractive indexes with high reproducibility by locally heating a porous base material obtd. by a flame hydrolysis method plural times over the full length in a chlorine-base gas to volatilize a proper amount of GeO2. CONSTITUTION:Fine glass particles are produced by a flame hydrolysis method using gaseous H2 and O2 for combustion and gaseous starting materials such as SiCl4 and GeCl4, and the particles are deposited in the axial direction to form a porous base material 13. This base material 13 is put in a ringlike resistance heating furnace 12, and it is moved upward and downward under rotation with a lift 11 to repeat the local heating of the material 13 twice of more over the full length in an atmosphere contg. a chlorine-base gas. A proper amount of GeO2 is volatilized from the material 13 by the local heating, so the refractive index distribution is modified or controlled. The porous base material 13 is then converted into transparent glass by sintering in an atmosphere contg. no chlorine- base gas to obtain a base material for an optical fiber having a desired refractive index distribution.申请人:SUMITOMO DENKI KOGYO KK更多信息请下载全文后查看。
专利名称:Fiber-optic physiological probes发明人:Lyer, Lokanathan M.,Lyon, Kenneth S.,Yim,Jeffrey B.申请号:EP89113197.1申请日:19890719公开号:EP0352610A2公开日:19900131专利内容由知识产权出版社提供专利附图:摘要:Fiber-optic sensors suitable for monitoring physiological analyte concentration.An analyte-permeable matrix is disposed in the light path defined by the axial core at one end of an optical fiber segment. The matrix contains an indicator molecule covalentlylinked to a polymer, preferably methylmethacrylate/methacrylamidopropyltrimethylammonium chloride, N-vinyl p yrrolidone/p-aminostyrene, methyl methacrylate/hydroxymethyl methacrylate, methyl methacrylate/N-vinylpyrrolidone, or methyl methacrylate/acrylic acid. In representative embodiments, the polymer is approximately 94:6 mole/mole percent of either methyl methacrylate/methacrylamidopropyltrimethylammonium chloride or N-vinylpyrrolidone/p-aminostyrene copolymer. Drift-free performance is obtained with such sensors having analyte-permeable matrices of significantly less than about 70 microns in thickness. The indicator molecule may be covalently linked to the polymer through an aminoarylalkylamine, such as 4-(aminophenyl)-ethylamine or 4-(aminophenyl)-propylamine. The indicator molecule may be an absorptive molecule, such as phenol red or carboxynaphthophthalein (hydrogen ion analyte), in which case the indicator molecule may be covalently linked to the polymer through either an azo-amide or an amidyl-amide linkage. The indicator molecule may be a luminescent molecule, such as carboxynaphthofluorescein (hydrogen ion analyte) or an oxygen-quenchable porphyrin derivative. The sensor may have a reflector disposed in the light path distal with respect to the optical fiber segment to the analyte-permeable matrix. Suitable reflectors include gold foil or films of titanium dioxide, zinc oxide, or barium sulfate. A pCO₂ sensor is configured with a gas-permeable but ion-i mpermeable membrane encapsulating an analyte-permeable matrix that includes a base having a pKa ranging from about 6.0 to about 7.8. The outer membrane may be a silicone, polycarbonate, or urethane. The base may be an inorganic salt, such as bicarbonate, in which case the analyte-permeable matrix should include an antioxidant. Alternatively, the base may be a polymeric base containing, e.g., 2-vinylpyridine, 4-vinylpyridine, histamine, 1-vinylimidazole, or 4-vinylimadazole. Gas-permeability is afforded to the matrix by a minor component of hydrophilic polymer such as polyethylene glycol. A plurality of the pH, pO₂, and pCO₂ sensors may be disposed together in substantially coterminal array to make a multi-variable probe, which may also include a thermocouple wire.申请人:ABBOTT LABORATORIES地址:One Abbott Park Road Abbott Park, Illinois 60064-3500 US 国籍:US代理机构:Modiano, Guido, Dr.-Ing.更多信息请下载全文后查看。
Acrylate-Based Specialty Optical Fiber Coatings for Harsh Environments Andrei A. Stolov, Jacob A. Wrubel, Debra A. Simoff, Ralph J. LagoOFS, 55 Darling Drive, Avon, CT, 06001, USA+1-860-678-6629 · stolov@AbstractApplications of optical fibers at high temperatures and in harsh environments demand coatings sustainable under those conditions. The goal of this work was to evaluate thermal and environmental stability of a series of commercially available and in-house formulated acrylate-based coatings. Dual and single-coat fiber designs were tested. The individual formulations included non-urethane and urethane acrylates, silicone acrylates and an organic-inorganic hybrid acrylate. The “as drawn” fibers were tested for attenuation, mechanical reliability, microbend sensitivity, delamination resistance and coating stripability. Thermogravimetric analysis (TGA) was used for estimating the use temperature of the coatings. In addition, the fibers were exposed to harsh environments, including dry aging in air (150°C) and in nitrogen (250°C), autoclaving, immersion in high pressure/temperature water (up to 200°C and 2000 psi) and immersion in a hot cable gel (160°C).Based on the obtained results, the best formulations were ranked for suitability in different types of fiber application.Keywords:Optical fiber; thermal stability; coating; acrylate; silicone; TGA; degradation; low temperature; attenuation.1.IntroductionThere are several requirements for polymer coatings used on optical fibers. The main role of a coating is to mechanically protect the optical waveguide from glass surface contact and breaks, ensuring long term mechanical reliability [1]. Next, an ideal coating should cushion microbends to minimize optical losses. Also, to terminate the fiber easily, the coating should be removable with a suitable technique, most desirably with a mechanical strip tool. Applications of optical fibers at harsh conditions complicate requirements for the coating performance [2-8]. The list of harsh conditions may include high and low temperature ranges, high humidity, high pressure, aggressive chemicals, mechanical interactions or combinations of the above. During use, a high quality fiber must have low optical attenuation in combination with high mechanical reliability. The goal of this work was to evaluate thermal and environmental stability of a series of commercially available and in-house formulated acrylate-based coatings. Dual and single-coat designs were tested. The individual formulations included non-urethane and urethane acrylates, silicone acrylates and an organic-inorganic hybrid acrylate. We fabricated graded-index 50/125/250 m fibers with those coatings. The “as drawn” fibers were tested for attenuation, mechanical reliability, microbend sensitivity, delamination resistance and coating stripability. Thermogravimetric analysis (TGA) was used for estimating the use temperature of the coatings. In addition, the fibers were exposed to harsh environments, including dry aging in air (150°C) and in nitrogen (250°C), autoclaving, immersion in high pressure/temperature water (up to 200°C and 2000 psi) and immersion in a hot cable gel (160°C).Based on the obtained results, the best formulations were ranked for suitability in different types of fiber application.2.Coating material selectionA series of acrylate-based materials was trialed as primary (“P”), secondary (“S”) coating and monocoat (“M”) types. Table 1 displays the list of the coatings. Most of the trialed formulations use polyether and/or polyester backbones. The exceptions are: P8 and P9 use polybutadiene-based oligomers (PBD); Si1 and Si2 use silicone-based oligomers, and Hyb uses a silsesquioxane backbone.Table 1. List of the coating materialsSome of the compositions contain urethane (marked “U” in Table 1). Formulations containing no urethane are marked “N”. Compositions P6 and P7 were made by adding 10 and 20% of a crosslinker (CR) to formulation P2. Compositions Si2 and M3 wereobtained by adding 1% of an adhesion promoter (AP) to Si1 and M2, respectively. Table 1 also shows the data on storage modulus at 23°C (E’23°C ), equilibrium storage modulus (E’eq ) and the glass transition temperature (T g ) obtained using Dynamic Mechanical Analysis (DMA) at 1 rad/sec.3. Fiber designThe coatings were applied on optical fiber having a 50 μm graded-index (GI) core and 125 μm diameter silica cladding. The primary and secondary coating diameters were 190±5 and 250±10 μm, respectively. The numerical aperture of the fibers was 0.2. Fibers with this particular design are known to be strongly bend sensitive, which helps in ranking coating effects on the fiber attenuation. In addition GI 50/125 um fibers are commonly used in downhole applications [9] where some of the harsh conditions can be encountered. Sixteen fibers were drawn at OFS. The coatings discussed in the previous section were applied on the fibers in accordance with Table 2.Table 2. List of drawn fibers4. Results4.1 Coating stripabilityCoating strip force was measured at room temperature using an MTS Sintech 5/G tensile bench fitted with a Microstrip tool (338 μm guide tube, 161 μm strip blade) at a pulling speed of 500 mm/min and a strip length of 30 mm. The results are summarized in Figure 1. The error bars represent the range of the measured values. The target strip force value was in the range 1 – 9 N. We see in general that single-layer coatings require higher strip force.Also, one of the coatings exhibits a strip force above 9 N. For this particular fiber it is difficult to strip the coating without damaging the rest of the fiber. Another important observation is that the strip force seems not be affected by the adhesion promoter (compare SiHTA-1 with SiHTA-2 and also SA-1 with SA-2).Figure 1. Median coating strip force. Error bars show therange of the observed values4.2 Delamination resistanceThe delamination resistance is one of the features that characterize robustness of dual coatings. The delamination resistance was determined according to the method developed previously [10]. In this method, an optical fiber is placed on a glass slide and indented by a 6.35 mm diameter steel rod, aligned perpendicularly to the fiber. At high applied load, the indentation may cause a delamination between the primary coating and the glass cladding. The rod is connected to a free-floating plate, which is loaded with a desired test weight. The rod is lowered at speed of 1.7 mm/sec onto the fiber, rests for 6 seconds on the fiber and is then raised off of the sample. For each tested fiber specimen, 30 sites are impacted at equivalent distances of 6.35 mm from each other. Then the fiber is placed in an index matching liquid (glycerin), and possible delaminations are examined under a microscope. The probabilities of delamination, i.e., the ratios of the number of damaged sites to the total sites, are plotted versus load in grams. These data are then fit with Weibull functions, and the load for 50% delamination, D-50%, is calculated. The obtained D-50% values are shown in Figure 2.Figure 2. Delamination resistance (D-50%) values fordual-coated fibers4.3Microbend sensitivityMicrobends of optical fibers are known to induce additional optical loss. It is widely known that effects of microbends can be minimized by using a dual coating with soft primary and hard secondary layers [11]. The main purpose of the primary coating is to cushion possible mechanical perturbations and this way it reduces microbends in the fiber. It is therefore assumed that without using a soft primary coating (as for instance in single-coated fibers), the fiber should be susceptible to significant microbend-induced losses. Different approaches to assess the microbend sensitivity are known [12]. In this work, we implemented “Method C,” described in IEC/TR 62221 Technical Report [12]. In this method, a fiber is deployed as a loop with a diameter of ~98 mm on a rubber pad having a Shore A hardness of 75. The sample is covered from above by a plain metal wovenmesh with a mesh number of 70. A flat plate is positioned above the mesh, which allows imposing different loads onto the fiber. The transmitted optical signal (at 850 and 1300 nm) was measured during the fiber loading. The fibers ends were cleaved and fixed inside ST connectors. Mode conditioning was performed either by transmitting light through a >1 km spool of the fiber under test (from the launch end) or by wrapping the fiber under test 5 times around a 2.54 cm mandrel. Thus the mode distribution in tested pieces of the fiber in both approaches was expected to be close to the equilibrium modal distribution. Figure 3 displays the results obtained using 2.5 kg load on each fiber. As expected, we observe lower microbend-induced losses for dual coatings. For coatings with our particular silicone primary and for single coats, the effect is ~1.5 – 2 times stronger than for most of the dual-acrylate coatings.Figure 3. Microbend-induced loss at 2.5 kg load force on the fibers measured at 1300 nm. The error barscorrespond to standard deviations4.4Fiber strength and fatigueMechanical strength of the fibers was determined using a 2-point bend technique (Fiber Sigma Instruments) at a strain rate of 4%/min. For evaluating the dynamic stress corrosion parameter, n d, the 2-point bend data were collected at strain rates of 0.08, 0.57, 4 and 28%/min. The fibers were preconditioned at 23±2°C/50±5%RH for at least 24 hours before the testing. Figures 4 and 5 display the obtained data. Most fibers display strengths close to or above 5 GPa, which is typical for glass optical fibers. For one of the fibers (coating DA-8), the observed strength was below 4.5 GPa, which might be related to the primary coating. The industry standard for n d-value is n ≥ 18. There are two coatings with critically low n d-values: DA-4 and DA-6.Figure 4. Median strength of as drawn and autoclaved fibers. The error bars show the ranges of the values Figure 5. Stress corrosion parameters determined for the as drawn and autoclaved fibers. The error bars show the 95% confidence intervals4.5Thermal stability via TGAThe term “thermal stability” may have a different meaning depending on the application of a particular polymer, coating or a product comprising those materials. For an end user of a specialty optical fiber, it is necessary to know the highest temperature at which the fiber can function for a given duration of time, or equivalently, how the fiber’s performance changes as a function of temperature and time. There are three essential elements in defining thermal stability of a specialty optical fiber. They are: fiber performance, use temperature, and duration or lifetime. For all practical purposes, we may define the thermal stability of specialty optical fiber as the highest temperature at which the optical fiber retains its acceptable performance level for a specific duration, e.g., 20 years. The acceptance criteria for fiber performance must be defined based on the application of particular fibers. Since thermal decomposition of the coating eventually leads to a failure of the fiber, it is often possible to characterize the thermal stability of the fiber through its coating decomposition. Following our previous approach [13], we assume (somewhat arbitrarily) that the coating “fails” when it loses 25% of its initial weight due to thermal decomposition. The time for a coating to lose 25% of its initial weight canbedetermined from thermogravimetric analysis (TGA) [13]. In this work, weight loss vs. temperature was analyzed using a TA Instruments Model 2950 thermogravimetric analyzer at heating rates in the range 0.5 – 20 C/min in air. The samples were short pieces of coated optical fibers. Figure 6 displays TGA curves obtained for a series of the studied coatings. The weight of the glass is subtracted from these data. Above 700°C, most of the acrylate coatings are fully burned away, however some residue remains after similar heating of the Hyb and SiHTA coatings.Figure 6. TGA curves obtained for selected fiber coatingsat 20°C/min in air environment The experimental data for 25% wt. loss can further be fit using the Arrhenius equation and extrapolated to other time-temperature conditions. Examples of the extrapolated curves are given in Figure 7.Figure 7. 25% wt. loss data extrapolation for selectedfiber coatings in air environment Figure 8 summarizes the extrapolated data for all the coatings. It can be seen that many dual coatings “fail,” i.e., lose 25% of their initial weight, within 20 years of continuous use at temperatures of about 85°C. This agrees well with the known temperature rating for telecom grade acrylate coatings and tends to justify the selected failure criterion. Using the same failure criterion for all the coatings, it can be seen that there is a group of coatings with definitely higher thermal stability: DA-3, DA-5, SiHTA (1 and 2) and all of the monocoats. The observed maximum upper use temperature did not exceed 130°C in any case. Although we studied just a limited group of coating formulations, it appears that 130°C is about the maximum temperature that can be achieved with acrylate-type materials forcontinuous (20 year) use, at least using the 25% weight loss criterion. Unexpectedly, the hybrid formulation did not show a significant advantage, while SiHTA exhibits the highest thermal stability within the series.Figure 8. 20-year upper use temperatures for differentcoatings in air assuming 25% wt. loss criterion4.6 Dry aging in nitrogen environmentIn this test, the fibers were aged 1 day in a nitrogen environment at 250°C and a pressure of 1500 psi (10.3 MPa). After the aging, the fibers were removed from the vessel and inspected for stickiness, odor and discoloration. There were two coatings that became semi-liquid upon the aging: DA-1 and DA-2, which should be considered as the worst behavior. Two more coatings, DA-8 and DA-9 became strongly “sticky.” The rest of the coatings developed only minor tackiness and some discoloration upon the aging.4.7 Dry aging in air environmentWe performed a dry aging experiment for short (~10 cm) fiber pieces that were placed in sample tubes (a single specimen per tube). The sample tubes were inserted into an oven preset to 150°C with no humidity control. The fiber images and coating diameter data were collected in 1, 7, 14, 21 and 28 days after the start of aging. Figure 9 displays some of the fiber images after 28 aging days. For all coatings we observed 5 – 10% diameter shrinkage and some discoloration. One of the coatings (Hyb) cracked spirally upon the aging. Visually, SiHTA-1 and SiHTA-2 coatings look the least affected by the aging; in particular theyshowed the least yellowing.Figure 9. Images of DA-2, SiHTA-1 and Hyb fibers after28 days aging at 150°C in air The fiber strength of the aged fibers measured via two-point bend approach shows no strength degradation within the series, aside from possibly small decrease for fiber DA-9 and Hyb (Figure 10).In most cases the fiber strength increased upon dry heat aging.Figure 10. Median strength of fibers before and after dry aging in air at 150°C for 28 days. The error bars show therange of the obtained values4.8Effects of AutoclavingThe autoclaving was applied in saturated steam at 132°C, 30 psi (0.2 MPa). Three cycles were performed, with 1 hour spent at the highest temperature-pressure condition. Thereafter, the fiber strength and n d values were determined via 2-point bend testing as described above. Figures 4 and 5 display the data obtained before and after the autoclaving. There is a group of fibers where a significant strength reduction was observed: DA-8, SA-2, SA-3 and Hyb. For another group of the coatings, we find the n d-value after autoclaving overlapping 18 with error bars: DA-2, DA-4, DA-5, DA-8, SA-3 and Hyb. The rest of the fibers sustained this harsh condition without any issues.4.9Aging in high-temperature/pressure waterIn addition to the above autoclave procedure, we exposed our fibers to even more challenging conditions. The fibers were immersed in high-temperature/high-pressure water using a stainless steel pressurized vessel. The pressure of 2000 psi (13.8 MPa) was applied using nitrogen gas from a cylinder. In separate experiments, the aging temperatures were 100, 160 and 200°C and the aging time was 7 days. The specimens were fibers coiled to ~5 cm diameter. After each exposure, the specimens were dried, preconditioned at 50% RH, and 2-point bend tested as described above. Figure 11 displays the obtained results. The fiber strength behavior after 100°C/2000 psi water aging is similar to the one observed after the above autoclave condition (132°C/30 psi). Although a significant strength reduction was observed for some of the fibers (DA-3, SA-1, SA-2 and SA-3), their ultimate strength exceeds 3 MPA and the fracture stress distribution is tight. After 160°C exposure, most of the fibers become really weak so that they break at handling. Still there is a group of fibers that survived this harsh condition exhibiting the minimum fracture stress above 3 GPa: DA-5, SiHTA-1, SiHTA-2 and SA-3. After 200°C (not shown in Figure 11), all fibers became very weak.Figure 11. Median strength of fibers before and after aging in high-pressure water. The error bars show therange of the obtained values4.10Aging in Cable GelAs another test, we immersed the fibers in a cable gel (Infogel LAHX 6015/146 D/A) and aged them at 160°C for 7 days at 2000 psi (13.8 MPa). After the exposure, the fibers were wiped with dry paper, preconditioned at 50% RH, and their strength was then measured using the 2-point bend technique. The obtained results are displayed in Figure 12. Most of the fibers survived this exposure with no strength degradation and even appeared to become stronger (as in Figure 10). The two fibers that had issues are those with the PBD-based primary coatings (DA-8 and DA-9). Those coatings strongly swell in the gel, becoming loose and easily removable from the glass.Figure 12. Median strength of fibers before and after aging in cable gel at 160°C (2000 psi, 7 days). The error bars show the range of the obtained values4.11Hydrogen evolutionThe hydrogen generation was measured for selected fibers only, using gas chromatography. The fibers were preconditioned by heating in 150 mm Hg oxygen for 24 hours at 100°C. The obtained results (μl per gram of the coating) are shown in Figure 13. Target values were ≤ 10 μl/g, and preferably ≤ 1 μl/g. The observed values are below 0.7 μl/g and there were two coatings (DA-3, SA-2) where the generated hydrogen was below the detection limit of the equipment. It should be noted that thehydrogen generation from the silicone-acrylate coating studied inthis work (~ 0.7 μl/g) is much lower than typical values found for RTV vinyl-hydride silicone coatings (~100 μl/g)..Figure 13. Hydrogen generation produced by differentfiber coatings4.12Attenuation at low temperaturesAnother important feature of an optical fiber is the attenuation that can develop when the fiber is used at low temperatures. In most cases, such attenuation increase is due to coating shrinkage that leads to microbends in the fiber. A quick way for testing such properties is immersing the fibers in liquid nitrogen (-196°C) with real-time transmission monitoring [14]. We used an AFL OLS1 dual optical light source operating at 850 and 1300 nm and an AFL Optical power meter OPM4. For mode conditioning, at the launch end the studied fibers were wrapped 5 times around a 2.54 mm mandrel. The fiber coils (100 meters) were placed into a pan and the optical signal was zeroed. Then liquid nitrogen was poured into the pan and the added optical loss was determined. After taking the measurements at -196°C, the liquid nitrogen was removed from the pan and the fibers were warmed to room temperature. For all the fibers, no residual loss was observed after stabilization at room temperature.Figure 14 displays the obtained results. Three coatings display the highest attenuation at low temperatures: DA-5, SA-1 and Hyb. For a few fibers (DA-1, DA-6 and DA7), the observed added loss is very low.Figure 14. Added optical loss for fibers immersed inliquid nitrogen at -196°C5.DiscussionDifferent applications and types of optical fibers dictate different requirements for their coatings. Based on the above study and knowing the environmental conditions for the end use of the fiber, it is now possible to select an optimum coating for it. In Table 3 we tried to summarize the deficiencies of different coatings observed in the study. It can be seen that none of the coatings displayed the best performance in all the testing. Telecom-grade coatings DA-1 and DA-2 were found to be the best at room and lower temperatures, however they are the first to fail at harsh conditions. In contrast, the coatings that perform well at elevated temperatures (DA-3, DA-5, SiHTA-1, SiHTA-2, SA-2, SA-3 and SA-4) are less competitive at ambient conditions.Table 3. Major deficiencies of the trialed coatingsTelecom-grade optical fibers utilize a dual coating system, the primary component being more easily degraded than the secondary one. Therefore the thermal stability of the whole fiber is limited mostly by thermal stability of its primary coating. The latter can be improved by either increasing the degree of crosslinking [15] or by utilizing a material with an entirely different chemistry. The higher degree of crosslinking strategy is employed in monocoats, which can be interpreted as “dual coats with identical primary and secondary layers.” Alternatively, silicone can be utilized as an entirely different material for the primary coating. Indeed, per our TGA lifetime criterion, the coatings with the highest thermal stability are SiHTA-1 and SA-2 (and their versions with added adhesionpromoter, SiHTA-2 and SA-3). Note that SA-2 monocoat does not contain urethane, which is known to be a relatively weak link at high temperatures. A clear advantage of dual coating systems is lower microbend sensitivity. In addition, the use of silicone makes the fiber more stable to moisture. Thus, in a combination of properties, SiHTA-1 (or SiHTA-2) coating outperforms SA-2 (or SA-3).The upper use temperature for those coatings is about 130°C, assuming 20-year continuous use and 25% weight loss failure criterion (Figure 8). This is ~45°C higher than similar values obtained for a “telecom-grade” coating, DA-1. It looks that for acrylate-based formulations we can hardly expect improvements better than 45°C. Obviously, for shorter times, the same coatings can be used at higher temperatures, in accordance with Figure 7. Another important factor is the environment in which the fiber is being used. In this work we aged fibers in air, nitrogen, steam and under high pressure in hot water or hot cable gel. Each new environment provides a different challenge to the coating system and reveals their positive and negative features. As we see from the data, the coatings showing the best performance in air atmosphere are not necessarily the best in humid and/or water environments and vice versa.6.ConclusionsThis study proves once again that telecom-grade optical fiber coatings are optimized for use at temperatures around 23 - 85°C or lower but tend to fail at elevated temperatures and/or other harsh conditions. Silicone-acrylate dual coatings SiHTA-1 & SiHTA-2 display the best performance overall at elevated temperatures and exhibit high resistance to water. Second in performance are single coats SA-2 and SA-3 that sustain well the high temperatures but are inferior in moisture resistance. Per our TGA lifetime criterion, there is a limitation for the upper use temperature of acrylate-based coatings: even the best coating cannot be continuously (20Y) used above 130°C.At shorter use times however, the coated fibers can survive much higher temperatures.7.AcknowledgmentsThe authors wish to thank Yoshihiro Arashitani (Furukawa Electric Co.) for performing the hydrogen evolution studies of the coatings. We are also thankful to Chaz Funk, Danny Szymczak, David Burgess, Ken Marceau, Bob Dyer, Steve Beauregard, Hanna Soucie and Jie Li for their help at different stages of the work.8.References[1]S. Schmid, A. F. Toussaint, “Optical Fiber Coatings,” inSpecialty Optical Fibers Handbook, A. Mendez, T. F.Morse, eds., Elsevier, Amsterdam, p. 95-122 (2007). [2] D. A. Wilson, M. Ellison, Z. Xiaoyan, “Designing UV-CurableMaterials for High-Temperature Optical Fiber Applications,”Paint & Coat. Ind., Apr 1, (2008).[3] E. Murphy, P. Shah, J. Kelly, T. Andreson, “New HeatResistant UV Cure Coatings as Protective Overcoats forOptical Fiber Applications,” Proc. 58th IWCS, pp. 90-94(2009).[4] D. A. Simoff, A. A. Stolov, C. R. Ciardiello, “New OpticalFiber Coating Designed for High-Temperature Applications,”Proc. 58th IWCS, pp. 83-89 (2009). [5]S. M. Budy, T. Hawkins, P. Foy, M. J. Matthewson, D. W.Smith, J. Ballato, “Thermal and Mechanical Analysis of Cross-Linked Optical Fiber Coatings,” J. Lightwave Tech. 27(24)5626-5630 (2009).[6] A. A. Stolov, D. A. Simoff, E. A. Lindholm, C. R. Ciardiello,“Optical Fibers with Dual Coatings for High-TemperatureApplications,” Proc. SPIE, 7839, p. 783910 (2010).[7]Ch.-K. Chien, V. Kozlov, “New Coating for Mid TemperatureOptical Fibers,” Proc. 61th IWCS, pp. 95-97 (2012).[8]V. Kozlov, K. Bennett, “Acrylate Coated Optical Fibers for upto 200°C Application Temperatures,” Proc. Adv. PhotonicsCongress, p. SW1E.2 (2012).[9] C. Wang, G. Drenzek, I. Majid, K. Wei, D. Bolte, A.Soufiane, ”High-Performance Hermetic Optical Fiber forDownhole Applications,” Proc. SPE Ann. Tech. Conf., p.SPE-91042-MS (2004).[10]P. L. Tabaddor, C. J. Aloisio, C.H. Plagianis, C. R. Taylor,V. Kuck and P. G. Simpkins, “Mechanics of Delamination Resistance Testing,” Proc. 47th IWCS, p. 725 (1998). [11]C.-L. Chu, H.-L. Lee, Y.-C. Yang, “Microbending Loss andRefractive Index Changes Induced by Transient Thermal Loading in Double-Coated Optical Fibers with Thermal Contact Resonance,” Appl. Phys. B. 97, 109-115 (2009). [12]IEC/TR 62221 Technical Report. Optical fibers –Measurement methods – Microbend Sensitivity. Edition 2.0, 2012-12 (2012).[13]A.A. Stolov, D. A. Simoff, J. Li, “Thermal Stability ofSpecialty Optical Fibers,” J. Lightwave Tech. 26(20) 3443-3451 (2008).[14]E. A. Lindholm, A. A. Stolov, R. S. Dyer, B. Slyman, D.Burgess, “Reliability of Optical Fibers in a Cryogenic Environment,” Proc. SPIE, V. 7316, p. 73160Z (2009). [15]V.V. Krongauz, “Crosslink density dependence of polymerdegradation kinetics: photocrosslinked acrylates,”Thermochim Acta. 503-504, 70-84 (2010).9.AuthorsAndrei Stolov received his Ph.D. degree in physics in 1985 from Kazan State University, Russia, where he became a Senior Research Fellow in the Department of Chemistry. He subsequently held positions as a Visiting Scientist at RUCA University in Antwerp, Belgium, and as a post-doctoral fellow in the Polymer Science and Engineering department at the University of Massachusetts, Amherst. In 2000, he joined Lucent Technologies (now OFS) in Avon, CT, as a Member of Technical Staff, where his focus has been the development and。