工艺设备布局图
- 格式:docx
- 大小:95.55 KB
- 文档页数:3

固体制剂车间设计图纸概述本文档描述了固体制剂车间的设计图纸,包括整体布局,设备安置以及工作流程。
固体制剂车间是制药企业中非常重要的一部分,它涉及到固体制剂的生产和包装过程。
保证合理的车间设计和设备摆放,可以提高工作效率,减少污染风险,确保制剂质量和员工安全。
整体布局车间平面布局图车间平面布局图车间平面布局图详细说明•主入口:车间的主要入口,由于涉及到原料和成品的进出,所以入口需要安装门禁系统,以确保只有授权人员可以进入车间。
•原料仓库:用于存放固体制剂生产所需的原料,需要满足温度、湿度和洁净度的要求。
原料仓库应位于离车间主入口较远的位置,以减少杂散粉尘进入车间的可能性。
•冷却室:用于冷却制剂,并为后续包装提供条件。
冷却室应设置在离干燥机较远的位置,以避免湿气影响干燥效果。
•干燥室:用于对制剂进行干燥处理,需要满足一定的温度和湿度条件。
干燥室应与冷却室相近,并通过适当的通风设施进行引风和排风。
•混合设备区:用于混合原料和添加剂,以制备固体制剂。
混合设备应质量良好,并符合相关规定。
•压片和包衣设备区:用于片剂的制备,以及对已制备好的片剂进行包衣处理。
该区域应满足洁净度要求,并配备相应的设备和通风系统。
•包装区:用于对制剂进行包装和标识,该区域需要满足洁净度和包装要求,并配备相应的设备和通风系统。
•废品处理区:用于处理制剂生产过程中产生的废品和废水,需要有相应的设备和防护措施,以确保安全和环境保护。
设备安置固体制剂车间中的设备安置需要根据工艺流程和车间布局进行合理规划。
下面是一些常用设备的安置要求和建议。
混合设备•混合设备应安装在混合设备区域,以方便操作和维护。
•混合设备应与原料仓库相连,以方便原料的投入和混合。
•混合设备应具备适当的容量和搅拌能力,以确保均匀混合。
•混合设备应具备自动控制系统,以实现精确的混合过程和可追溯性。
压片机•压片机应安装在压片和包衣设备区域,以方便操作和维护。
•压片机应具备良好的压片效果和稳定的工作性能。
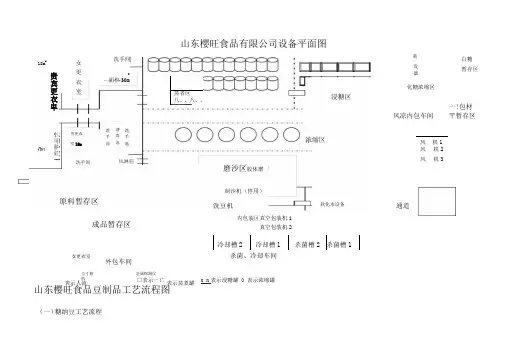
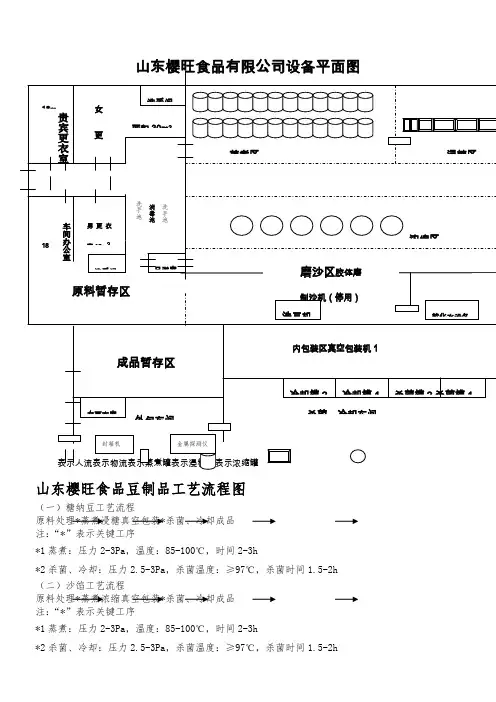
山东樱旺食品有限公司设备平面图
洗手间
2
面积30m
浸糖区
风淋室
洗手间
磨沙区胶体磨
制沙机(停用)
洗豆机软化水设备
消
毒
池
洗
手
池
洗
手
池
女
更
衣
室
男更衣
室18m
18m2
原料暂存区
贵
宾
更
衣
卑
车
间
寥
室
伽
蒸者区
八、、八、、
浓缩区
女更衣室
成品暂存区
外包车间
圭寸箱
机
金属探测仪
□表示—亡
山东樱旺食品豆制品工艺流程图
表示人流表示蒸煮罐
(一)糖纳豆工艺流程
内包装区真空包装机i
真空包装机2
冷却槽2 冷却槽1 杀菌槽2 杀菌槽1
杀菌、冷却车间
n n表示浸糖罐O 表示浓缩罐
蒸
八、、
发
器
白糖
暂存区
化糖浓缩区
风凉内包车间
通道
亠!包材
〒暂存区
风机1
风机2
风机3
原料处理一* 蒸煮------ 糖一真空包装杀菌、冷却一成品
注:“ * ”表示关键工序
*1蒸煮:压力2-3,温度:85-100 C,时间2-3h
*2杀菌、冷却:压力2.5-3 ,杀菌温度:》97C,杀菌时间1.5-2h
(二)沙馅工艺流程
原料处理一* 蒸煮------ >浓缩一>真空包装一* 杀菌、冷去一>成品注:“ * ”表示关键工序
*1蒸煮:压力2-3,温度:85-100 C,时间2-3h
*2杀菌、冷却:压力2.5-3 ,杀菌温度:》97T,杀菌时间1.5-2h。



目录1.大容量注射剂生产区概况2.需要验证的关键工序及工艺验证3.工艺流程的实施4.操作过程及工艺条件5.技术安全、工艺卫生及劳动保护6.物料平衡及技经指标7.设备一览表8.岗位定员9.附件(含设备操作、清洁规程)10.变更记录1.大容量注射剂生产区概况本生产区面积904㎡,其中1万级净化区域167㎡,10万级净化区域174㎡。
大容量注射剂车间采用10万级和1万级(局部百级)空气净化洁净级别,10万级区域设置缓冲、更衣、洗涤、洁具、称量、配碳、浓配、洗瓶等,1万级区域设置缓冲、更衣更鞋、稀配、化验、灌装、加塞、轧盖、洗涤、存放、洁具等功能间,所有隔断采用无粉尘产生的静电喷涂彩钢板,结合处采用圆角处理,不易产生积灰;人员经过三次更衣和二次更鞋后进入洁净区操作,物料进入洁净区均采用传递窗或气闸进行传递,人流、物流的进入相对分开,保证了洁净区空气洁净度要求;生产设备均采用优质不锈钢材料制造,采用洗瓶、灌装、压塞、轧盖联动线生产,其中洗瓶出口、灌装、加塞采用百级层流保护,灭菌器采用水浴式灭菌器。
1.1 大容量注射剂生产工艺流程图(见后页)1.2 大容量注射剂生产区工艺布局布置图(见后页)1.3 大容量注射剂生产区工艺设备布置图(见后页)1.4 大容量注射剂生产区送回风口平面布置图(见后页)以上项目按验证文件规定,均已在规定周期内进行相关的验证,验证方案及报告见相应文件。
大容量注射剂生产工艺流程图3.工艺流程的实施3.1 批生产指令的签发3.1.1 批生产指令由车间技术负责人根据生产计划表起草,并依据产品工艺规程于生产前一个工作日制定。
3.1.2 批生产指令应经QA质监员审核并签字,由车间主任签字批准后生效。
3.2 生产批记录的发放3.2.1 除配制工序和包装工序外,工序相应的生产批记录于生产当日由车间工艺质监员发放给各工序负责人,并于工序结束当日填写完整返回车间工艺质监员处汇总。
3.2.2 配制工序和包装工序的生产批记录于生产前一天由车间工艺质监员随同批生产指令或批包装指令一同发放,并于工序结束当日填写完整返回车间工艺质监员处汇总。