广州数控GSK25i使用手册 五轴联动系统(参数篇)
- 格式:pdf
- 大小:2.18 MB
- 文档页数:98


GSK25i系统调试参数说明之五兆芳芳创作系统参数:在偏置-登录-机床厂商密码输入111111后可修改参数NC参数:200 1000 系统通信周期,修改后需重启205 0 打开伺服通信(如出现301通信异常报警后,则查找网线连接)1605Bit2 1 MDI复位自动清除MDI程序第一次上电伺服参数自动恢复默认参数:4000 00000000 打开(或疏忽)各伺服轴包含第四轴. 5000 Bit2 改成1:主轴报警有效电平,1:高电平5001 Bit3 改成1:主轴速度显示选择,1:实际速度在急停方法下:4001 Bit0 先改成0再改成1,待提示恢复完成后修改一下个轴系统出现伺服编码器毛病报警4001 Bit3改成0再改成1,后复位可清除报,警系统出现伺服编码器毛病报警(零点丢失,需重新设置零点)参数4212(份子)/4213(分母)公式131072/(螺距*10000*齿轮比)约分后辨别输进份子、分母中经常使用螺距设定:4mm 8192/25005mm 8192/31256mm 8192/37508mm 8192/500010mm 8192/625012mm 8192/7500进给轴参数1051 第二参考点1080 正向软限位1081 负向软限位1225 9000 自动方法下最高进给速度1226 9000 自动方法下各轴快速移动速度1239 9000 手动进给最高切削速度1410 64 快速进给S型前加加速时间T1 1411 128 快速进给S型前加加速时间T2 1440 0.4 最大加快度4212 各轴标的目的间隙抵偿量进给轴参数设置4205 350 位置环增益4206 120 速度环积分时间常数4209 400 位置环增益4215 电机旋转标的目的旋转0/1主轴参数5112 8000 主轴最高速 (GS.PA52-8000)5115 8000 10V对应的最高转速PLC外部控制设置:润滑泵时间设置:PLC参数设置:伺服调试说明:DAP03伺服主轴:调试前须确认主轴电机功率.与PA1号参数是否对应显示“21”为2.2KW 主轴电机显示“22”为3.7KW 主轴电机显示“23”为5.5KW 主轴电机再调如下参数:PA33 0 外部使能PA39 400 加快时间常数PA40 400 加速时间常数PA42 6000 转速禁绝时适当减小此值PA45 1 正反转调整PA46 0 模拟输出任务方法选择PA70 1 位置反应输出取反PA71 1 位置信号输出四倍频选择PA72 1 报警输出取反PA73 1 电机过热报警屏蔽PA74 1 制动功效选择进给轴伺服电机旋转标的目的改动:4215 0/1调试刚攻:自动运行G84刚攻程序,修改系统参数2170为320,2180为350伺服调试说明:GS3000PA4-3速度/位置控制方法PA5 刚性攻丝转PA06-0速度指令模式PA28-0/1刚性攻丝旋转标的目的改动PA51-0~1主轴旋转标的目的PA52-8000{10V对应转速}PA54-8000最高转速限制PA57-400加快常数PA58-400加速常数PA100-1定向标的目的PA103-定向角度{DP-APO}PA121-3转速0~9300自动运行刚攻程序,试切加工,如不成则微调GS3000参数PA19复制文件:开机长按屏幕下方的右箭头.调试员.文件办理.U 盘目录.Mv1.39B.plcpram.db复制.当地目录.root--------cnc.param打开.Plcprm.db粘贴.总线模式主轴调试:5001,LSP1改成1.SPS改成1. 5355,定位位置.5383 加快时间,5384加速时间.第四轴回零:RABx:1 RRLx:1 ROSn:0 ROTn:1。
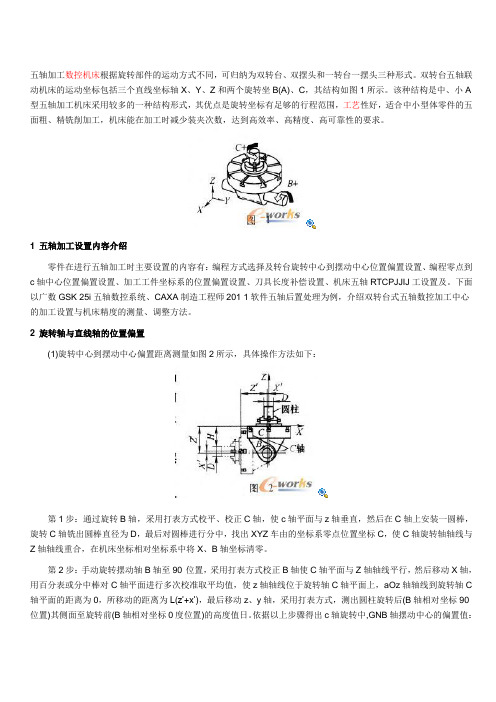
五轴加工数控机床根据旋转部件的运动方式不同,可归纳为双转台、双摆头和一转台一摆头三种形式。
双转台五轴联动机床的运动坐标包括三个直线坐标轴X、Y、Z和两个旋转坐B(A)、C,其结构如图1所示。
该种结构是中、小A 型五轴加工机床采用较多的一种结构形式,其优点是旋转坐标有足够的行程范围,工艺性好,适合中小型体零件的五面粗、精铣削加工,机床能在加工时减少装夹次数,达到高效率、高精度、高可靠性的要求。
1 五轴加工设置内容介绍零件在进行五轴加工时主要设置的内容有:编程方式选择及转台旋转中心到摆动中心位置偏置设置、编程零点到c轴中心位置偏置设置、加工工件坐标系的位置偏置设置、刀具长度补偿设置、机床五轴RTCPJJIJ工设置及。
下面以广数GSK 25i五轴数控系统、CAXA制造工程师201 1软件五轴后置处理为例,介绍双转台式五轴数控加工中心的加工设置与机床精度的测量、调整方法。
2 旋转轴与直线轴的位置偏置(1)旋转中心到摆动中心偏置距离测量如图2所示,具体操作方法如下:第1步:通过旋转B轴,采用打表方式校平、校正C轴,使c轴平面与z轴垂直,然后在C轴上安装一圆棒,旋转C轴铣出圆棒直径为D,最后对圆棒进行分中,找出XYZ车由的坐标系零点位置坐标C,使C轴旋转轴轴线与Z轴轴线重合,在机床坐标相对坐标系中将X、B轴坐标清零。
第2步:手动旋转摆动轴B轴至90°位置,采用打表方式校正B轴使C轴平面与Z轴轴线平行,然后移动X轴,用百分表或分中棒对C轴平面进行多次校准取平均值,使z轴轴线位于旋转轴C轴平面上,aOz轴轴线到旋转轴C 轴平面的距离为0,所移动的距离为L(z’+x’),最后移动z、y轴,采用打表方式,测出圆柱旋转后(B轴相对坐标90°位置)其侧面至旋转前(B轴相对坐标0度位置)的高度值日。
依据以上步骤得出c轴旋转中,GNB轴摆动中心的偏置值:X轴方向为:X'=(H+D/2-L)/2Z轴方向为:z'=(H+D/2+L)/2另外,上述偏置坐标中均采用已测得的绝对值进行计算。

示教功能使用说明
一、配置信息如下图所示
应用程序APPV3.4.5-2-Lzw0217ShiJiao(临时版本,示教功能测试) 插补程序GSKV3.4.5-2(正式版本)
位控程序GSKV3.4.5-R2(正式版本)
PLC版本RV1.2.ldx(临时版本,已关联PLC的X8.7点到G43.6点) 二、示教功能使用
1、在程序页面切换到手动或手脉模式,将PLC的G43.6信号点置为一(要根据具体的PLC梯图关联信号来源而定,例如机器人上图梯图G43.6信号关联了手持盒左上角旋钮,其他自定义关联请自行按照关联关系进行操作)
2、在程序界面的右下角显示了“示教编程中”后,当前状态即为示教粘贴,可参考程序编辑模式下的所有编辑操作,例如上下移动光标、翻页、选择、选择复制、选择粘贴、删除、替换、插入等操作,同时也可移动各轴位置
3、示教状态下编程时,非轴坐标的输入还是按照编辑状态的输入方法,例如G90、G01、F100、M30等等,如下图所示
4、轴坐标信息的输入分两种:全部轴坐标输入和个别轴坐标输入
4.1 全部轴坐标输入,输入栏不用输入任何信息,然后直接按插入按键,即可将系统全部轴的轴名+坐标信息插入到程序中,如下图所示
4.2 个别轴坐标输入,在输入栏输入要选用的轴名,如下图所
然后按插入按键,即可将所选轴的轴名+坐标信息插入到程序中,如下图所示
5、程序编辑完成后,如果NC文件小于500K系统将会自动保存,否则提示手动保存,再切换到自动模式下即可运行程序。
(GS)中国南方数控产业基地,是国内最大的机床数控系统研广州数控(GSK)——发、生产基地, 广东省20家重点装备制造企业之一,国家863重点项目《中档数控系统产业化支撑技术》及十二五《标准型数控系统产业化技术开发与规模化推广应用》重大专项承担企业,国内技术领先的专业成套机床数控系统供应商。
广应用》重大专项承担企业国内技术领先的专业成套机床数控系统供应商公司秉承科技创新,以核心技术为动力,以追求卓越品质为目标,以提高用户生产力为先导,为用户提供GSK全系列机床控制系统、进给伺服驱动装置和伺服电机、大功率主轴伺服驱动装置和主轴伺服电机等数控系统的集成解决方案。
服电机大功率主轴伺服驱动装置和主轴伺服电机等数控系统的集成解决方案加工中心数控系统GSK25i介绍广州数控设备有限公司采用前沿科技的高性能数控系统GSK25 iGSK25i总线式!五轴联动!采用高速工业以太网GSK-LINK高速高精!6层线路板设计、多CPU架构1ms插补周期、1000段前瞻8轴5轴联动、0.1u设定单位开放式PLC、可在线编辑、诊断PID位置闭环、绝对位置检测前置USB、RS232、以太网接口五轴RTCP、同步轴、PLC轴远程监控、诊断、维护、网络DNCGSK25iGSK25 i系统系列产品GSK25iM-V GSK25i-Ra加工中心用(10.4英寸)桁架机器人用GSK25iM-H加工中心用(8.4英寸)(84GSK25i 伺服系统配置伺服系统配GSK25iM-V GSK25iM-HCNC主机GH2000T 系列GH3000T 系列进给GS3000Y 系列主轴(高速高精)伺服驱动GD3000Y 系列伺服驱动SJT 系列同进给ZJY 系列主轴伺服电机主轴伺服步伺服电机伺服电机电机13万线绝对注:GD3000Y 总线式主轴式编码器驱动正在研发中系统硬件连接示意图功能特点介绍进给轴控制控制轴数给轴控制最大控制轴数为8个进给轴最大5轴联动最小设定单位最小设定单位:0.0001mm、0.00001inch、0.0001deg 根据参数设定公制输入的最小输入增量可以为0.001mm 最大指令值±999999.9999m、±99999.99999inch、±999999.9999deg 最大移动速度最大移动速度达200m/min 。
第四章XX数控GSK980T面板操作CRT及键盘操作面板图标键名图标键名编辑方式按钮空运行按钮自动加工方式按钮返回程序起点按钮录入方式按钮单步/手轮移动量按钮回参考点按钮手摇轴选择单步方式按钮紧急开关手动方式按钮手轮方式切换按钮单程序段按钮辅助功能锁住机床锁住按钮4.1 机床准备4.1.1 选择机床类型打开菜单“机床/选择机床…”(如图4-1-1-1所示),或者点击工具条上的小图标,在“选择机床”对话框中,控制系统类型默认为“GSK980T”,默认机床类型为车床,厂家及型号在下拉框中选择,选择完成之后,按确定按钮。
图4-1-1-1 XX数控系统4.1.2 激活机床点击工具条上的小图标,或者点击菜单“视图/控制面板切换”,此时将显示整个机床操作面板,然后检查【急停按钮】按钮是否松开至状态,若未松开,点击【急停按钮】按钮,将其松开。
此时机床完成加工前的准备。
4.2 设置工件坐标系原点(对刀)数控程序一般按工件坐标系编程,对刀过程就是建立工件坐标系与机床坐标系之间对应关系的过程。
常见的是将工件右端面中心点(车床)设为工件坐标系原点。
本使用手册采用卡盘底面中心为机床坐标系原点将工件右端面中心点(车床)设为工件坐标原点的方法介绍。
将工件上其它点设为工件坐标系原点的对刀方法同本节方法类似。
下面具体说明车床对刀的方法。
点击菜单“视图/俯视图”或点击主菜单工具条上的按钮,使机床呈如图4-2-1-1所示的俯视图。
点击菜单“视图/局部放大”或点击主菜单工具条上的按钮,此时鼠标呈放大镜状,在机床视图处点击拖动鼠标,将需要局部放大的部分置于框中,如图4-2-1-2所示。
松开鼠标,此时机床视图如图4-2-1-3所示图4-2-1-1 图4-2-1-2图4-2-1-3 图4-2-1-4单击按钮,进入刀具补偿窗口,使用翻页按钮,或光标按钮,将光标移到序号101处。
点击操作面板中【手动方式】按钮,使屏幕显示“手动方式”状态下,将机床向X轴负方向移动,点击,使机床向Z轴负方向移动。
基于广数GSK25i数控系统伺服刀库的控制孔德红【摘要】本文通过介绍在某机床上使用广数GSK25i数控系统进行伺服刀库控制,详细叙述了其控制原理,而且该机床在用户处得到了肯定及受到了用户的喜爱,借此希望更多的厂家可以使用国产数控系统进行伺服刀库的控制.【期刊名称】《金属加工:冷加工》【年(卷),期】2016(000)001【总页数】3页(P72-74)【作者】孔德红【作者单位】青海一机数控机床有限责任公司西宁 810018【正文语种】中文GSK25i数控系统是当今数控系统领域前沿科技的高性能CNC系统,其功能强大、操作方便,适用于3~5轴联动的多功能加工中心及镗、铣、钻床。
GSK25i数控系统采用高性能硬件平台,Linux操作系统,最大支持8轴5联动,拥有5轴RTCP(刀具中心点控制),倾斜面(3+2定位)加工,5轴手动进给等5轴控制功能,支持进给轴同步,PLC轴控制。
该系统采用GSK-Link工业以太网总线与伺服实时通信,配套GH系列高速高精伺服单元和高分辨率绝对式编码器伺服电动机,能实现0.1μm级位置精度。
采用PID位置闭环,高达1 000段的前瞻及轨迹平滑处理能力,1ms插补周期,能实现微小线段的高速高精加工,可适用于模具类零件加工。
伺服刀库即刀库选刀电动机为伺服电动机。
普通刀库为普通三相电动机。
伺服刀库因其性能稳定及可靠,已被越来越多的厂家使用,伺服刀库速度快于普通刀库,且因为信号少易控制不会乱刀。
伺服刀库多使用于配置FANUC和SIEMENS等国外品牌数控系统的数控机床中,配置国产数控系统的数控机床中很少使用。
某机床有X、Y、Z和B共4个进给轴,在此设定刀库为第5轴,刀库伺服电动机为带抱闸的绝对式电动机。
该机床采用固定选刀模式,即刀套号跟刀号一一对应。
下面主要从参数及PLC程序两方面进行介绍。
(1)伺服刀库相关参数的设定。
需要设定的有关第5轴的参数如附表所示。
需要特别说明,在设定刀库零点时,需要置参数(4000#4)IGN5为“1”,即忽略伺服轴,并且打开抱闸,此时手动拉动刀盘转动到1号刀套位置,在此位置设置零点,设置完成后必须再将IGN5的值置为“0”。
广州数控说明书广州数控说明书1. 引言广州数控是一种用于工业生产的先进数控技术。
本说明书将介绍广州数控的基本原理、操作指南、安全注意事项等内容,以帮助用户正确使用和维护广州数控设备。
2. 基本原理广州数控采用先进的计算机技术与机床控制技术相结合,通过编程控制机床的运动,实现复杂工件的加工。
其基本原理包括以下几个方面:- 数据输入: 用户通过计算机界面输入加工所需的数据,例如加工路径、切削参数等。
- 数据处理: 计算机对输入的数据进行处理和转换,生成机床控制系统所需的指令。
- 指令传输: 计算机将处理后的指令传输给机床控制系统,通过数控卡、伺服系统等实现对机床运动的控制。
- 机床控制: 机床控制系统接收计算机传输的指令,控制机床运动,完成工件的加工。
3. 操作指南3.1 准备工作在操作广州数控设备之前,需要进行以下准备工作:1. 确保机床和计算机的电源接通,并处于正常工作状态。
2. 检查机床各部位的润滑情况,确保加工过程中的顺畅运转。
3. 启动计算机,并打开广州数控的操作界面。
3.2 数据输入和加工设置在操作界面中,用户需要进行以下数据输入和加工设置的操作:1. 选择加工文件:在计算机中选择需要加工的文件,并导入到操作界面。
2. 加工路径设置:根据工件的要求,设置加工路径,包括加工的起点、终点、倾斜角度等。
3. 切削参数设置:设置刀具的切削速度、深度、进给速度等参数。
3.3 加工操作设置好加工参数后,可以进行以下操作:1. 机床定位:将机床移动到加工起点,进行定位。
2. 开始加工:按下开始按钮,机床开始按照预设的加工路径和切削参数进行加工。
3. 监控加工过程:在操作界面中可以实时监控加工过程,了解加工的进度和情况。
3.4 加工完成加工完成后,进行以下操作:1. 关闭机床和计算机的电源。
2. 清理机床和工作区域,保持整洁。
4. 安全注意事项在操作广州数控设备时,需要注意以下安全事项:1. 在操作前,确保已经了解并掌握了正确的操作流程和安全规范。