搅拌摩擦焊ppt
- 格式:pptx
- 大小:3.43 MB
- 文档页数:26
第三章搅拌摩擦焊(Friction Stir Welding 缩写为FSW)1. 搅拌摩擦焊的基本原理是什么?它是利用带有特殊形状的硬质搅拌指棒的搅拌头旋转着插入被焊接头,与被焊金属摩擦生热,通过搅拌摩擦,同时结合搅拌头对焊缝金属的挤压,使接头金属处于塑性状态,搅拌指棒边旋转边沿着焊接方向向前移动,在搅拌头的压力作用下,热塑性金属从其前端向后部塑性流动,从而形成致密的金属间结合,实现材料的连接。
简要说法:“非消耗搅拌工具,顶锻挤压连接面形成焊缝”2. 搅拌头由哪几部分组成?各由什么材料制成?有何作用?(一)搅拌头由特殊形状的搅拌指棒和轴肩组成。
(二)日本采用了SUS440(三)搅拌头的轴肩的作用:(1)可以保证搅拌指棒插入的深度;(2)轴肩与被焊材料的表面紧密接触,防止处于塑性状态的母材表面的金属排出而造成的损失和氧化;(3)与母材表面摩擦生热,提供部分焊接所需要的搅拌摩擦热。
3. 搅拌摩擦焊具有哪些特点?最主要是固相焊,无熔化缺陷等4. 搅拌摩擦焊主要焊接哪些金属材料?5. 搅拌指棒的尺寸大小根据什么来决定?被焊母材厚度7. 搅拌摩擦焊的热输入是如何定义的?即1mm 焊缝长度的搅拌头的转数。
比值越大,说明对母材的热输入越大8. 在搅拌摩擦焊焊接时,对搅拌头中心与焊缝中心线以及接头精度有何要求?为什么?接头间隙在0.5mm以下,搅拌头的中心位置大致允许偏差2.0mm。
9. 搅拌摩擦焊焊接接头由哪几个区域组成?它的断口呈何形状组织?为什么?(1)搅拌摩擦焊焊接接头依据金相组织的不同分为四个区域。
即图中A区为母材,B区为热影响区(HAZ),C区为塑性变形和局部再结晶区(TMAZ),D区(焊核)即焊缝中心区为完全再结晶区(2)圆柱状和焊点状:焊核细小等轴晶;强烈塑性变形特征;洋葱环特征等。

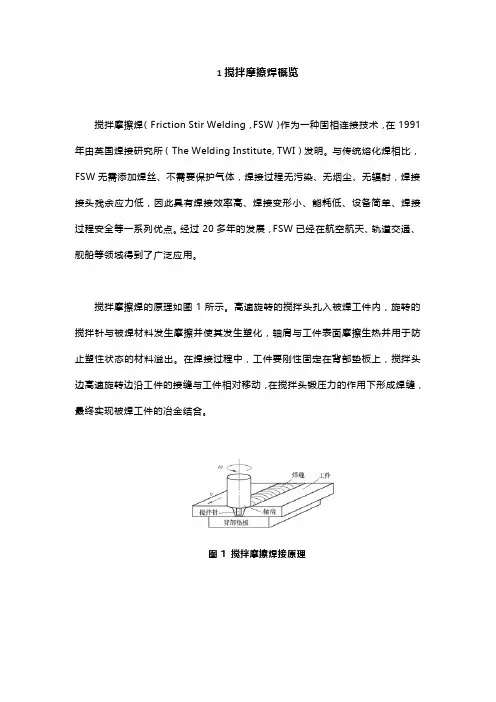
1搅拌摩擦焊概览搅拌摩擦焊(Friction Stir Welding,FSW)作为一种固相连接技术,在1991年由英国焊接研究所(The Welding Institute, TWI)发明。
与传统熔化焊相比,FSW无需添加焊丝、不需要保护气体,焊接过程无污染、无烟尘、无辐射,焊接接头残余应力低,因此具有焊接效率高、焊接变形小、能耗低、设备简单、焊接过程安全等一系列优点。
经过20多年的发展,FSW已经在航空航天、轨道交通、舰船等领域得到了广泛应用。
搅拌摩擦焊的原理如图1所示。
高速旋转的搅拌头扎入被焊工件内,旋转的搅拌针与被焊材料发生摩擦并使其发生塑化,轴肩与工件表面摩擦生热并用于防止塑性状态的材料溢出。
在焊接过程中,工件要刚性固定在背部垫板上,搅拌头边高速旋转边沿工件的接缝与工件相对移动,在搅拌头锻压力的作用下形成焊缝,最终实现被焊工件的冶金结合。
图1 搅拌摩擦焊接原理搅拌摩擦焊广泛适用于各类材料,目前已成功实现了铝、镁等低熔点金属及合金、铜合金、钛合金、钢铁材料、金属基复合材料以及异种金属(铝/铜、铝/镁、铝/钢等)的焊接。
在传统技术的基础上,搅拌摩擦焊有了五大创新发展:双轴肩搅拌摩擦焊、静轴肩搅拌摩擦焊、搅拌摩擦点焊、复合能场搅拌摩擦焊、搅拌摩擦增材制造。
双轴肩搅拌摩擦焊(Bobbin Tool Friction Stir Welding,BT-FSW)与传统FSW相比,其搅拌头为上、下轴肩结构,两个轴肩通过搅拌针连接,下轴肩取代了传统FSW的背部刚性支撑垫板,对工件进行自支撑,实现中空部件的焊接。
其焊接原理如图2所示。
上、下双轴肩的结构在焊接过程中降低了接头厚度方向的温度梯度,减小了接头组织不均匀性,可实现根部全焊透的焊接。
图2 双轴肩搅拌摩擦焊接原理1.上轴肩2.前进侧3.熔合线4.后退侧5.工件6.搅拌针7.下轴肩静轴肩搅拌摩擦焊(Stational Shoulder Friction Stir Welding,SS-FSW)采用轴肩与搅拌针分体式设计,在焊接过程中内部搅拌针处于旋转状态,而外部轴肩不转动,仅沿焊接方向行进。