自动扶梯桁架焊接变形分析与控制纠正
- 格式:pdf
- 大小:345.66 KB
- 文档页数:5


自动扶梯桁架焊接变形控制与火焰矫正措施张书;杜相锋;夏龙军【摘要】自动扶梯桁架是自动扶梯的基础构件,多采用型材,以焊接的形式组装,在焊接过程中会产生变形,影响装配精度.为控制和消除焊接变形带来的影响,分析产生焊接变形的原因,从设计、工艺等方面提出控制措施,同时对不可避免产生的焊接变形进行火焰加热矫正,为提高自动扶梯桁架的生产效率和质量奠定良好的基础.【期刊名称】《机械制造》【年(卷),期】2014(052)005【总页数】3页(P62-64)【关键词】自动扶梯;桁架;焊接变形;火焰矫正【作者】张书;杜相锋;夏龙军【作者单位】中山职业技术学院电子信息工程系广东中山528404;蒂森克虏伯扶梯(中国)有限公司广东中山528437;中山职业技术学院电子信息工程系广东中山528404【正文语种】中文【中图分类】TH236自动扶梯是一种大型的特种设备,其桁架部分则是自动扶梯的基础构件,起着连接建筑物两个不同高度地面、承载各种载荷及安装支撑所有零部件的作用,是关系自动扶梯整体寿命及安全运行的关键所在[1]。
自动扶梯的桁架一般多采用型材,以焊接的形式来完成,如槽钢、角钢等。
型材在焊接过程中需要经过一系列的加热、冷却,必然会产生变形,影响装配精度,降低桁架整体结构承载力。
本文分析产生自动扶梯桁架焊接变形的原因,提出控制措施,同时对不可避免而产生的焊接变形采取火焰矫正方法,以保证自动扶梯制造、安装对桁架质量的要求。
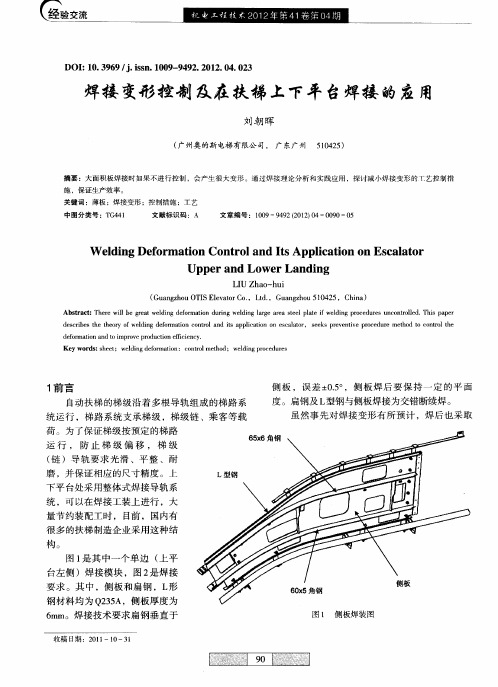
1 自动扶梯桁架结构自动扶梯的桁架是由型材连接而组成的一个箱形、敞开型的结构,其侧面视图如图1所示,表示桁架的一段,虽然桁架的各段尺寸不同,但结构形式和基本尺寸相同,自动扶梯桁架正面视图如图2所示。
上弦杆和下弦杆由立柱连接,桁架左单侧和右单侧由中间横梁和底部横梁连接,下部封有较薄的防漏油底板,同侧的每两根立柱之间连接一根斜梁,拐角处有加强板,起到增大强度的作用。
上、下弦杆采用角钢,上弦杆尺寸一般有L125*80*12、L125*125*12等,下弦杆尺寸一般有L100*63*6、L100*100*10等;立柱、横梁、斜梁采用槽钢,尺寸有U63、U80、U100等几种。
探析自动扶梯桁架焊接变形的原因及其控制摘要:自动扶梯的桁架为自动扶梯内部构造安装的基础,大部分是采取槽钢以及角钢等多种型材利用焊接措施实施拼装,焊接变形量是极为关键的。
为了对变形进行控制以及变形,对于焊接变形产生的因素实施相应剖析;而且在焊接技术、构件设计以及制造技术等多个方面对于焊接变形控制方面进行相应讨论;而且对于难以避免出现的变形情况,给以一定的矫正处理,希望与自动扶梯的桁架工艺以及质量需要相符合。
关键词:自动扶梯;桁架焊接变形;原因;控制引言伴随当前大工业生产和新技术飞快发展进步,对于焊接工艺提出更加高的需要——高可靠性、高质量以及高经济性。
焊接变形为对于构件构造性能以及可靠安全性等造成直接影响的关键原因,其在一定的条件之下,将会对于构造的形状尺寸精度、断裂特性以及疲劳强度等多种产生极其不利的作用。
1 自动扶梯桁架的焊接变形种类还有作用1.1桁架焊接的变形类型桁架各个段于纵向上是左右对称的,不过由于腹板之上没有支撑以及固定,焊缝是偏下部的,因此焊接的时候上部宽度的尺寸容易发生改变。
中间段是较长的,焊缝的分布和中性轴是不对称的,因此横筋焊缝横向与纵向收缩是最容易有挠曲上拱问题发生的。
除此之外,左右两片错移或者是组焊之前的平直度与需要不相符,也将会有中间段的对角线变差问题发生。
上下弯曲段变形是较为繁杂的。
由于主梁的弯形引发扭曲与由于焊接弯形的接口收缩所产生提升角较小,以及桁架的整体弯曲与扭曲引发上下弯曲的段桁架对角线有变差问题,焊缝分布的不均衡带来各类综合变形情况,会使形位公差难以得到保障。
变形分成了三种,第一,弯曲变形:水平方向以及铅垂方向上有上下挠曲以及侧向弯曲产生。
第二,扭曲变形:在弦杆焊之后全长范围之内依靠轴线转动1个角度。
第三,波浪变形:在焊架组焊成形之后,于桁架总高度将存有收缩问题,而且桁架由于残余内应力影响有金属的弹性变动产生,构成了桁架波浪变形问题。
1.2焊接变形作用焊接变形作用是:第一,对于构造稳定性产生影响,构造有效的截面积降低,构造刚度将随之下降。
自动扶梯桁架的焊接变形控制与火焰矫正措施研究摘要:针对自动扶梯桁架,在介绍桁架结构的基础上,提出桁架的焊接变形控制措施和火焰矫正措施,为保证桁架焊接施工质量,避免变形的产生提供可靠技术支撑。
关键词:自动扶梯桁架;焊接变形;变形控制;火焰矫正桁架是自动扶梯的重要组成部分,它主要是由型材构成的敞开结构,尽管不同桁架段落有不同的尺寸,但其基本尺寸与结构形式均相同。
上、下弦杆采用立柱相连,左、右单侧采用中间与底部横梁相连,桁架下部铺设底板,用于防止漏油,同侧按两根立柱间距设置斜梁,并在拐角部位设置加强板,以此提高强度。
自动扶梯的桁架一般由角钢或方形管组成,本文研究的对象为方形管为主组成的桁架,上、下弦杆均为方形管,其中上弦杆尺寸主要有以下几种:120×60×5、120×60×7,而下弦杆的尺寸主要有:100×120×60×5、100×60×7。
斜梁、立柱均为方管,其主要尺寸有60×5、60×7,中部横梁为6.3/4、7/4.5不等边角钢,底部横梁有50#角钢或5#槽钢几种常用尺寸材料。
桁架焊接是扶梯加工重要工序,为减少或避免变形的产生,应切实做好变形控制及火焰矫正。
1自动扶梯桁架对自动扶梯进行组装时,通常采用以下两种方法:第一种方法为放样法,借助工装平台,把左或右单侧根据图纸的要求放样至平台表面,然后摆放弦杆、立柱和斜梁,采用焊接的方法连接,再通过对单侧的组合,得到整个桁架。
第二种方法为组合法,即先对上下段和中间段进行加工,再对加工而成的部分进行拼接。
对于现在常用的“蒂森克虏伯自动扶梯”,它采用的就是组合法,其主要原因为该方法具有很高的生产效率,能把技术的困难点分解至不同实际岗位,而且还能以任意的角度进行拼接,对各种型号的扶梯桁架均可生产,特别适用于公交型梯的300、27.30、23.20等任意的角度需求的变化。
焊接变形原因及控制方法焊接是一种常见的金属连接方法,但在实际应用中,我们常常会遇到焊接件变形的问题。
本文将探讨焊接变形的原因以及控制方法,帮助读者更好地理解和解决这一问题。
一、焊接变形的原因1. 焊接过程中的温度梯度:焊接时,焊缝区域受到高温的加热,而其它部位则保持较低的温度。
这种温度梯度会导致焊接件产生热应力,从而引起变形。
2. 残余应力的存在:焊接后,冷却过程中会产生残余应力。
这些应力会引起焊接件的变形,尤其是在焊接接头附近。
3. 材料的物理性质:不同材料在焊接过程中会由于热影响区域的不同导致不同的变形情况。
例如,具有较高热膨胀系数的材料在焊接后更容易发生变形。
二、焊接变形的控制方法1. 优化焊接工艺:通过合理安排焊接顺序、增加焊缝长度等方式来减小温度梯度,从而降低焊接变形的发生。
2. 使用预应力技术:在焊接过程中引入预应力,可以通过反向应力来抵消残余应力,从而减小焊接件的变形。
3. 控制焊接变形方向:合理预测焊接变形的方向,并采取相应的措施来控制变形。
例如,在设计中合理选择焊接结构和间隙,减小焊接残余应力对结构的影响。
4. 应用补偿技术:通过在焊接过程中进行额外的加工,例如机械加工或热处理等,来消除或减小焊接变形。
5. 使用支撑和夹具:通过设置支撑物或夹具来限制焊接件的变形,保持其形状和位置。
6. 使用适合的焊接方法:不同的焊接方法具有不同的变形控制效果。
在实际应用中,应根据具体情况选择适当的焊接方法,以减小焊接变形。
三、小结焊接变形是焊接过程中常见的问题,其产生原因主要包括温度梯度、残余应力和材料的物理性质。
为了控制焊接变形,我们可以通过优化焊接工艺、使用预应力技术、控制变形方向、应用补偿技术、使用支撑和夹具以及选择适合的焊接方法等方式进行控制。
只有在理解了焊接变形的原因并采取相应的措施后,我们才能更好地解决这一问题,并获得满意的焊接结果。
通过本文的探讨,相信读者对焊接变形的原因及其控制方法有了更深入的了解,这将有助于在实践中更好地应对焊接变形问题。
浅谈焊接变形的控制措施及矫正方法摘要:结构件在焊接过程中由于局部加热而造成温度分布的不均匀,结构将不可避免地产生焊接残余变形。
焊接残余变形是影响结构设计完整性、制造工艺合理性和结构使用可靠性的关键因素。
针对焊接技术的难点,本文主要阐述实用焊接变形的影响因素及控制措施和方法。
关键词:焊接变形影响因素控制措施钢材的焊接通常会采用金属的熔化焊方法。
金属的熔化焊方法是在接头局部加热,使被焊接金属(也称母材)和填充金属加热熔化成为液体金属,形成熔池,随后冷却凝固成固态金属,使原来分开的两块钢材连接成整体。
由于焊接加热,使母材产生膨胀、冷却、熔池金属和熔合线附近母材产生收缩,因加热、冷却这种热变化在局部范围急速地进行,膨胀和收缩变形均受到拘束而产生塑性变形。
焊接完成并冷却至常温后塑性变形残留下来。
1、焊接变形的影响因素焊接变形可以分为在焊接热过程中发生的瞬态热变形和在室温条件下的残余变形。
焊接变形包括收缩变形、弯曲变形、角变形、波浪变形、错边变形、扭曲变形等基本变形形式。
影响焊接变形的因素很多,主要有材料、结构和工艺3个方面。
1.1 焊缝在结构中的位置焊缝在焊接结构中的位置不对称,往往是造成结构整体弯曲变形的主要因素。
当焊缝处在焊件中性轴的一侧时,焊件在焊后将向焊缝一侧弯曲,且焊缝距离中性轴越远,焊件就越易产生弯曲变形。
在整个焊接结构中,如中性轴两侧焊缝的数目各不同,且焊缝距中性轴的距离也各不相同,也易引起结构的弯曲变形。
1.2 材料因素的影响材料对于焊接变形的影响不仅和焊接材料有关,而且和母材也有关系。
材料的热能参数和力学性能参数都对焊接变形的产生过程有重要的影响。
其中热能参数的影响主要体现在热传导系数上,一般热传导系数越小,温度梯度越大,焊接变形越显著。
力学性能对焊接变形的影响比较复杂,热膨胀系数的影响最为明显,随着热膨胀系数的增加焊接变形相应增加。
同时材料在高温区的屈服极限和弹性模量及其随温度的变化率也起着十分重要的作用,一般情况下,随着弹性模量的增大,焊接变形随之减少而较高的屈服极限会引起较高的残余应力,焊接结构存储的变形能量也会因此而增大,从而可能促使脆性断裂,此外,由于塑性应变较小且塑性区范围不大,因而焊接变形得以减少。
桁架制作的焊接应力与焊接变形控制桁架制作的焊接应力与焊接变形控制摘要:通过分析焊接应力和焊接变形产生的原因和了解常用的焊接应力和焊接变形的控制措施,结合天津港南疆南至南疆北工程管廊工程中29m长钢结构桁架的结构特点,总结归纳适合桁架制作的焊接应力与焊接变形的控制方法。
关键词:单节桁架侧片焊接应力焊接变形控制方法2010年11月,天津港南疆南至南疆北工程管廊工程中29m长钢结构桁架制作进行到桁架侧片组装焊接阶段,整个桁架侧片长29m,宽4.4m,要求起拱高度58mm。
桁架侧片梁及立柱为H型钢,支撑为双角钢,连接钢板厚18mm。
为了方便运输,将桁架侧片分成两段制作,采用高强螺栓连接。
由于桁架侧片焊缝较多,且焊脚高度要求不小于18mm,焊后易产生焊接应力和焊接变形,为保证安装后29m长桁架达到起拱要求,对单节桁架侧片的焊接应力和焊接变形控制成了突出问题。
为处理好单节桁架侧片焊接应力和焊接变形问题,做到“对症下药”,首先应明了焊接应力和焊接变形产生的原因。
1、焊接应力与焊接变形产生的原因(1) 不均匀的局部加热和冷却焊接时焊件受到不均匀的局部加热和冷却是产生焊接变形和焊接应力的最主要原因。
焊接时,焊件的局部被加热到熔化状态,形成了焊件上温度的不均匀分布区,使焊件出现不均匀的热膨胀,热膨胀受到周围金属的阻碍不能自由膨胀而受到压应力,周围的金属则受到拉应力,大被加热金属受到的压应力超过其屈服点时,就会产生塑性变形;焊接冷却时,由于加热的金属在加热时已产生了压塑的塑性变形,所以最后的长度要比为加热金属的长度短些,但是这时周围的金属又会阻碍它的缩短,结果在被加热的焊缝金属中产生拉应力,而在周围金属中产生压应力。
(2) 焊缝金属的收缩焊缝金属在冷却过程中,体积发生收缩,这种收缩使焊件产生变形和应力。
焊缝金属的收缩量取决于熔化金属的数量。
长焊缝的纵向收缩会对焊件边缘产生压应力,焊缝横向收缩将会造成焊件角变形。
(3) 焊缝金属的组织变化焊缝金属在焊接时加热到很高温度达到熔点,从熔点到常温,焊缝金属内部的组织要发生变化。
《焊接变形的控制与矫正》在现代工业生产中,焊接技术作为一种重要的连接工艺,被广泛应用于各个领域。
然而,焊接过程中不可避免地会产生焊接变形,这不仅会影响构件的尺寸精度和形状质量,严重时还可能导致构件的失效,给生产带来诸多问题。
有效地控制焊接变形并进行及时准确的矫正,对于保证焊接结构的质量和性能至关重要。
焊接变形的产生原因多种多样。
焊接时局部的高温加热是导致变形的主要因素之一。
焊接过程中,电弧产生的热量使得被焊接部位迅速升温至熔化状态,然后经过冷却凝固形成焊缝。
由于焊缝及其附近区域的金属受热不均匀,膨胀和收缩程度存在差异,从而产生了焊接应力,进而导致变形的发生。
焊接接头的拘束条件也会对变形产生影响。
如果构件在焊接过程中受到较强的外部约束,使其不能自由地膨胀和收缩,那么变形就更容易产生且变形量也会增大。
焊接材料的热物理性能、焊接工艺参数的选择不当等因素也都可能促使焊接变形的出现。
为了有效地控制焊接变形,我们可以采取一系列的措施。
在设计阶段,就应充分考虑焊接变形的问题。
合理选择构件的形状和尺寸,尽量避免焊缝的密集布置和过长的焊缝长度,以减少焊接变形的潜在可能性。
对于一些重要的焊接结构,还可以采用反变形法,即在构件制作时预先施加与预期焊接变形方向相反、大小相等的变形,从而抵消一部分焊接变形。
在焊接工艺方面,首先要选择合适的焊接方法。
不同的焊接方法具有不同的热输入特性和焊接变形倾向,气体保护焊相对于电弧焊来说,热输入相对较小,焊接变形较小;埋弧焊的热输入较大,焊接变形相对也较大。
根据具体的构件要求和焊接条件,选择合适的焊接方法是控制焊接变形的重要环节。
要严格控制焊接工艺参数,包括焊接电流、电压、焊接速度等。
通过试验和经验积累,确定最佳的焊接工艺参数组合,以尽量减小焊接变形。
在焊接过程中要注意保持焊接顺序的合理性,一般应按照从中间向两端、先对称后非对称的顺序进行焊接,这样可以有效地减小焊接应力和变形。
还可以采用预热、后热等工艺措施来减小焊接变形。