注射模分类及典型结构
- 格式:ppt
- 大小:2.36 MB
- 文档页数:28
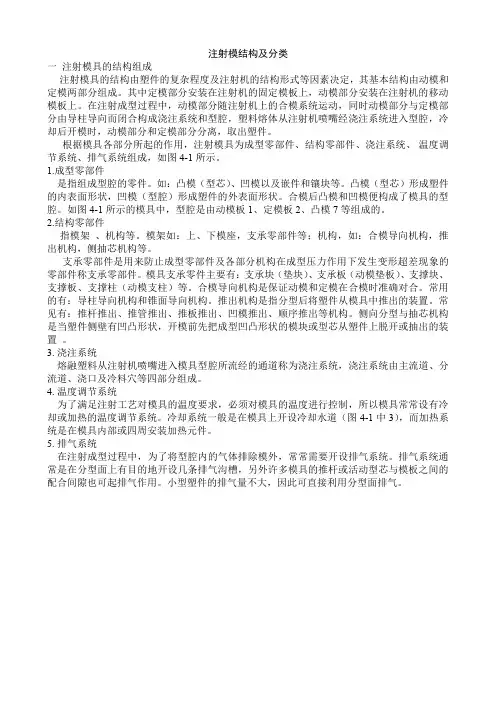
注射模结构及分类一注射模具的结构组成注射模具的结构由塑件的复杂程度及注射机的结构形式等因素决定,其基本结构由动模和定模两部分组成。
其中定模部分安装在注射机的固定模板上,动模部分安装在注射机的移动模板上。
在注射成型过程中,动模部分随注射机上的合模系统运动,同时动模部分与定模部分由导柱导向而闭合构成浇注系统和型腔,塑料熔体从注射机喷嘴经浇注系统进入型腔,冷却后开模时,动模部分和定模部分分离,取出塑件。
根据模具各部分所起的作用,注射模具为成型零部件、结构零部件、浇注系统、温度调节系统、排气系统组成,如图4-1所示。
1.成型零部件是指组成型腔的零件。
如:凸模(型芯)、凹模以及嵌件和镶块等。
凸模(型芯)形成塑件的内表面形状,凹模(型腔)形成塑件的外表面形状。
合模后凸模和凹模便构成了模具的型腔。
如图4-1所示的模具中,型腔是由动模板1、定模板2、凸模7等组成的。
2.结构零部件指模架、机构等。
模架如:上、下模座,支承零部件等;机构,如:合模导向机构,推出机构,侧抽芯机构等。
支承零部件是用来防止成型零部件及各部分机构在成型压力作用下发生变形超差现象的零部件称支承零部件。
模具支承零件主要有:支承块(垫块)、支承板(动模垫板)、支撑块、支撑板、支撑柱(动模支柱)等。
合模导向机构是保证动模和定模在合模时准确对合。
常用的有:导柱导向机构和锥面导向机构。
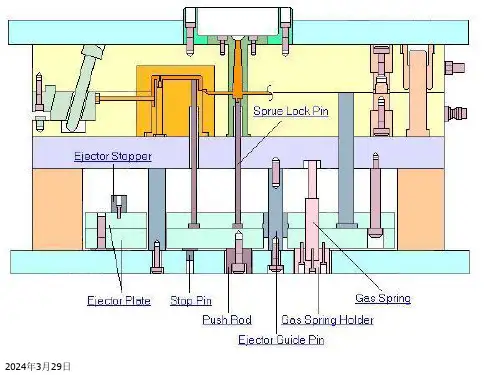
推出机构是指分型后将塑件从模具中推出的装置。
常见有:推杆推出、推管推出、推板推出、凹模推出、顺序推出等机构。
侧向分型与抽芯机构是当塑件侧壁有凹凸形状,开模前先把成型凹凸形状的模块或型芯从塑件上脱开或抽出的装置。
3. 浇注系统熔融塑料从注射机喷嘴进入模具型腔所流经的通道称为浇注系统,浇注系统由主流道、分流道、浇口及冷料穴等四部分组成。
4. 温度调节系统为了满足注射工艺对模具的温度要求,必须对模具的温度进行控制,所以模具常常设有冷却或加热的温度调节系统。
冷却系统一般是在模具上开设冷却水道(图4-1中3),而加热系统是在模具内部或四周安装加热元件。

注射模由哪几部分组成各部分作用是什么注射模是用于医疗注射的设备,主要由注射器、针头和保险帽等部分组成。
每个部分都有特定的作用,以确保有效的注射过程和减少可能的风险。
以下是注射模的各个部分及其作用的详细解释。
1.注射器注射器是注射模的主要部分,由一个筒体和一个活塞组成。
注射器的主要作用是储存和输送药物。
药物通过注射器的筒体进入,并通过活塞推进进一步给予患者。
注射器的筒体通常具有刻度,以便医生或护士可以准确地测量所需的药物剂量。
2.针头针头是连接到注射器的细长金属管,用于将药物注入患者的体内。
针头的作用是穿刺皮肤和注射药物。
针头必须保持尖锐和清洁,以减少刺痛和感染的风险。
不同类型和尺寸的针头可根据注射的需求进行选择。
3.保险帽保险帽是位于针头上方的塑料盖子,主要用于保护和保持针头的清洁。
保险帽阻止了针头与外界环境的接触,防止针头受到污染和损坏。
在注射之前,保险帽必须拆下,并在注射后重新盖上以保持针头的卫生。
4.塞子塞子是位于注射器的另一端的橡胶部分,用于密封和保持药物的完整性。
在药物储存在注射器中或注射前,塞子将药物密封在注射器内,防止其泄露或受到外界污染。
5.透明筒身透明筒身是注射器的一部分,具有防滑和可见度的功能。
透明筒身使医生或护士能够直观地查看药物的储存量和注射过程。
这有助于确保药物剂量的准确性,并帮助提醒医务人员是否需要再次充填注射器。
6.尖锐的突出部分尖锐的突出部分位于注射器筒体的前端,用于装配针头。
其作用是提供连接针头的固定点,以确保针头不会在注射过程中偏离或脱落。
7.外套外套是一种用于保护注射器的盖子或外层包装。
它可以防止注射器受到污染、损坏或无意中触及。
外套还可以用于封存未使用的注射器,以确保其卫生和完整性,并防止未经授权的访问。
总结起来,注射模主要由注射器、针头、保险帽、塞子、透明筒身、尖锐的突出部分和外套等部分组成。
每个部分都有着特定的作用,确保注射过程的有效性和患者的安全。
医务人员必须熟悉每个部分的功能和使用方法,并遵循正确的卫生操作规程,以减少感染和其他注射相关风险的可能性。
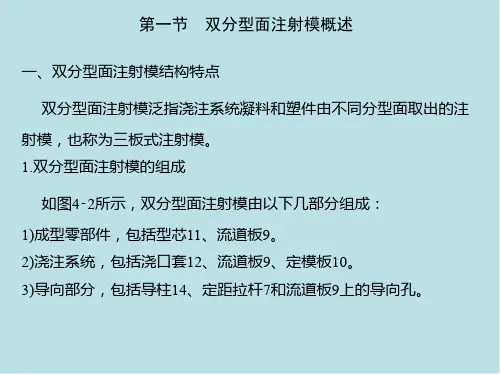
注射模具典型结构一单分型面注射模具单分型面注射模又称二板式注射模,它是注射模中最简单、最基本的一种结构形式,对成型塑件的适应性很强,因而应用十分广泛。
这种模具只有动、定模之间的一个分型面,其典型结构如图4-1所示。
根据具体塑件的实际要求,单分型面注射模既可以设计成单型腔注射模,也可以设计成多型腔注射模,也可增添其它的部件(如嵌件、螺纹型芯或活动型芯等)。
因此,在这种基本结构形式的基础上,可演变出其它各种复杂结构。
1. 工作原理合模时,在导柱8和导套9的导向定位下,动、定模闭合。
型腔由定模板2上的凹模与固定在动模板1上凸模组成,并由注射机合模系统提供的锁模力锁紧。
注射时,塑料熔体经定模上的浇注系统进入型腔,待熔料充满型腔并经过保压、补缩和冷却定型后开模。
开模时,注射机合模系统带动动模部分后退,模具从动、定模分型面处分开,塑件包在凸模7上随动模一起后退,同时,拉料杆15将浇注系统的主流道凝料从浇口套中拉出。
当动模移动一定距离后,注射机的顶杆21接触推板13,推出结构开始动作,推杆18和拉料杆15分别将塑件及浇注系统凝料从凸模7和冷料穴中推出,塑件与浇注系统凝料一起从模具中落下,完成一次注射过程。
合模时,推出机构靠复位杆复位并准备下一次注射。
2. 设计注意事项(1)分流道位置的选择分流道开设在分型面,既可单独开设在动模一侧或定模一侧,也可开设在动、定模分型面的两侧,应视塑件的具体形状而定。
(2)塑件的留模方式由于注射机的推出机构一般设置在动模一侧,所以应尽量使塑件在分型后留在动模一边,以便于推出。
因此,在设计时要考虑塑件对凸模或型芯的包紧力,一般将包紧力大的凸模或型芯设置在动模一侧,将包紧力小的凸模或型芯设置在定模一侧。
(3)拉料杆的设置为了将浇注系统主流道凝料在分型时从模具浇口套中拉出,避免下次成型时堵塞流道,动模一侧必须设有拉料杆。
(4)导柱的设置合模导柱既可设置在动模一侧,也可设置在定模一侧,要据模具结构的具体情况而定,通常是设置在型芯凸出分型面最长的那一侧,但标准模架的导柱一般都设置在动模一侧。
注射模的典型结构与分类1 . 1 注射模的典型结构注射模的基本结构是由动模和定模两大部分组成。
动模安装在注射机的移动模板上,定模安装在注射机的固定模板上。
注射时,动模与定模闭合构成型腔和浇注系统,开模时,动模与定模分离,通过脱模机构推出塑件。
根据模具中各个部件的作用,注射模具可以细分为以下几个部分。
( l )成型部分。
直接成型塑件的部分通常由凸模(成型塑件内表面)、凹模(成型塑件外表面)、型芯或成型杆、镶块,以及螺纹型芯和螺纹型环等组成。
( 2 )浇注系统.是指将塑料熔体由注射机喷嘴引向闭合型腔的流动流道.通常,浇注系统由主流道、分流道、浇口和冷料井组成。
( 3 )导向机构。
导向机构保证合模时动模和定模准确对合,以保证塑件的形状和尺寸精度,避免模具中其他零件(经常是凸模)发生碰撞和干涉。
导向机构分为导柱导向机构和锥面定位导向机构。
对于深腔、薄壁、精度要求较高的塑件,除了导柱导向外,经常还采用内外锥面定位导向机构。
在大中型注射模具的脱模机构中,为了保证在脱模过程脱模装置不因为变形歪斜而影响脱模,经常设置导向零件。
( 4 )脱模机构。
是指开模时将塑件和浇注系统凝料从模具中推出,实现脱禅的装置,常用的脱模机构有推杆、推管和推件板等。
( 5 )侧向分型抽芯机构。
带有内外侧孔、侧凹或侧凸的塑件,需要有侧向型芯或侧向成型块来成型,在开模推出塑件之前,模具必须先进行侧向分型,抽出侧向型芯或脱开侧向成型块,塑件才能顺利脱模。
负责完成上述功能的机构,称为侧向分型抽芯机构。
( 6 )温度调节系统。
为了满足注射成型工艺对模具温度的要求,模具一般设有冷却和加热系统。
冷却系统一般在模具内开设冷却水道,外部用橡皮软管连接。
加热装置则在模具内或模具四周设置电热元件、热水(油)或蒸汽等具有加热结构的板件。
模具中是开设冷却还是加热装置,需要根据塑料种类和成型工艺来确定。
( 7 )排气系统.注射充模时,为了塑料熔体的顺利进人,需要将型腔内的原有空气和注射成型过程中塑料本身挥发出来的气体排出模外,常在模具分型面处开设几条排气槽。