机床夹具设计夹紧装置
- 格式:pptx
- 大小:5.51 MB
- 文档页数:108

简述铣床夹具的夹紧装置设计要点
铣床夹具的夹紧装置设计要点包括以下几个方面:
1. 夹紧力方向:夹紧力的方向应尽可能垂直于工件的主要定位基准面,以保证工件的定位精度。
2. 夹紧力作用点:夹紧力的作用点应尽可能靠近工件的加工表面,以减小工件的变形。
3. 夹紧力大小:夹紧力的大小应适当,过大会导致工件变形,过小则无法保证工件的夹紧。
4. 夹紧机构的自锁性:夹紧机构应具有自锁性,以防止在加工过程中因夹紧力的消失而导致工件松动。
5. 夹紧机构的快速性:夹紧机构应尽可能快速地实现夹紧和松开,以提高生产效率。
6. 夹紧机构的可靠性:夹紧机构应具有足够的强度和刚度,以保证在加工过程中不会发生松动或断裂。
7. 夹紧机构的可调节性:夹紧机构应具有一定的可调节性,以
适应不同尺寸和形状的工件。
8. 夹紧机构的人性化设计:夹紧机构的设计应考虑到操作人员的使用方便性和安全性。
以上是铣床夹具的夹紧装置设计要点的一些基本内容,具体的设计还应根据实际情况进行综合考虑。
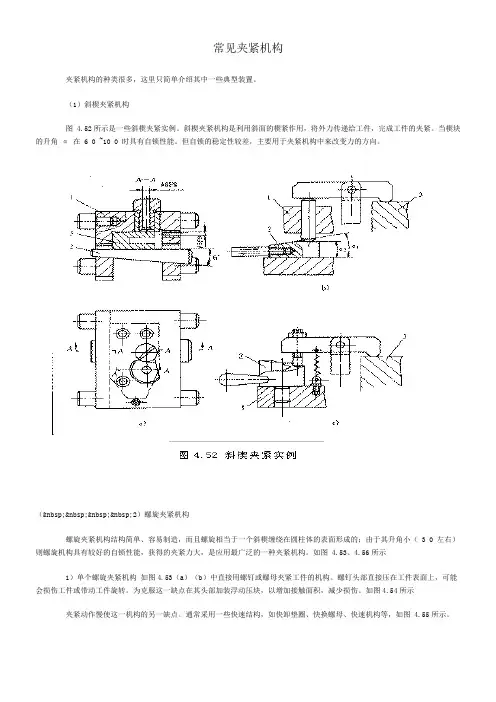
常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α 在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。
专用夹具的设计为了提高劳动生产率,保证加工质量,机床使用说明书降低劳动强度,需要设计专用的夹具。
车床夹具设计要点:(1)定位装置的设计要求在车床上加工回转面时要求工件被加工面的轴线与车床主轴的旋转轴线重合,夹具上定位装置的结构和布置,必须保证这一点。
因此,对于轴套类和盘类工件,要求夹具定位元件工作表面的对称中心线与夹具的回转轴线重合。
对于壳体、接头或支座等工件,被加工的回转面轴线与工序基准之间有尺寸联系或相互位置精度要求时,应以夹具轴线为基准确定定位元件工作表面的位置。
(2)夹紧装置的设计要求在车削过程中,由于工件和夹具随主轴旋转,除工件受切削扭矩的作用外,整个夹具还受到离心力的作用。
此外,工件定位基准的位置相对于切削力和重力的方向是变化的。
因此,夹紧机构必须产生足够的夹紧力,自锁性能要可靠。
对于角铁式夹具,还应注意施力方式,防止引起夹具变形。
(3)夹具与机床主轴的连接车床夹具与机床主轴的连接精度对夹具的回转精度有决定性的影响。
因此,要求夹具的回转轴线与主轴轴线应具有尽可能高的同轴度。
心轴类车床夹具以莫氏锥柄与机床主轴锥孔配合连接,用螺杆拉紧。
有的心根据径向尺寸的大小,其它专用夹具在机床主轴上的安装连接一般有两种方式:1) 对于径向尺寸D<140mm,或D<(2~3)d的小型夹具,一般用锥柄安装在车床主轴的锥孔中,并用螺杆拉紧。
这种连接方式定心精度较高。
2) 对于径向尺寸较大的夹具。
一般通过过渡盘与车床主轴头端连接。
过渡盘的使用,使夹具省去了与特定机床的联接部分,从而增加了通用性,即通过同规格的过渡盘可用于别的机床。
同时也便于用百分表在夹具校正环或定位面上找正的办法来减少其安装误差。
因而在设计圆盘式车床夹具时,就应对定位面与校正面间的同轴度以及定位面对安装平面的垂直度误差提出严格要求。
(4)总体结构设计要求车床夹具一般是在悬臂的状态下工作,为保证加工的稳定性,夹具的结构应力求紧凑、轻便,悬伸长度要短,使重心尽可能靠近主轴。
第三章 各类机床夹具3.1车床夹具在车床上用来加工工件的内、外回转面及端面的夹具称为车床夹具。
车床夹具多数安装在车床主轴上;少数安装在车床的床鞍或床身上,由于后一类夹具应用很少,属机床改装范畴,故本章不作介绍。
除了顶尖、拨盘、三爪自定心卡盘等通用夹具外,安装在车床主轴上的专用夹具通常可分为心轴式、夹头式、卡盘式、角铁式和花盘式等。
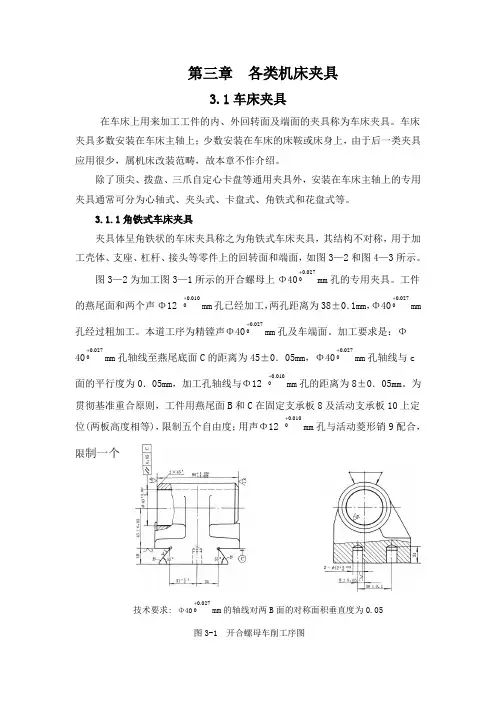
3.1.1角铁式车床夹具夹具体呈角铁状的车床夹具称之为角铁式车床夹具,其结构不对称,用于加工壳体、支座、杠杆、接头等零件上的回转面和端面,如图3—2和图4—3所示。
图3—2为加工图3—1所示的开合螺母上Φ40027.00+mm 孔的专用夹具。
工件的燕尾面和两个声Φ12 010.00+mm 孔已经加工,两孔距离为38±0.1mm ,Φ40027.00+mm 孔经过粗加工。
本道工序为精镗声Φ40027.00+mm 孔及车端面。
加工要求是:Φ40027.00+mm 孔轴线至燕尾底面C 的距离为45±0.05mm ,Φ40027.00+mm 孔轴线与c 面的平行度为0.05mm ,加工孔轴线与Φ12 010.00+mm 孔的距离为8±0.05mm 。
为贯彻基准重合原则,工件用燕尾面B 和C 在固定支承板8及活动支承板10上定位(两板高度相等),限制五个自由度;用声Φ12010.00+mm 孔与活动菱形销9配合,限制一个技术要求: Φ40027.00+mm 的轴线对两B 面的对称面积垂直度为0.05图3-1 开合螺母车削工序图自由度;工件装卸时,可从上方推开活动支承板l0将工件插入,靠弹簧力使工件靠紧固定支承板8,并略推移工件使活动菱形销9弹入定位孔Φ12 010.00 mm内。
采用带摆动V形块3的回转式螺旋压板机构夹紧。
用平衡块6来保持夹具的平衡。
图3-2角铁式车床夹具1、11一螺栓2一压板3~摆动V形块4一过渡盘5一夹具体6~平衡块7一盖板8一固定支承板9一活动菱形销l0一活动支承板图3-3所示为车气门顶杆端面的夹具。
摘要我国社会主义现代化要求机械制造工业为国民经济各部门的技术进步、技术改造提供先进、高效的技术装备,它首先要为我国正在发展的产业包括农业、重工业、轻工业以及其它产业提供质量优良、技术先进的技术装备,同时还要为新材料、新能源、机械工程等新技术的生产和应用提供基础装备。
本论文是结合目前实际生产中,通用夹具不能满足生产要求,用通用夹具装夹工件效率低、劳动强度大、加工质量不高,而且往往需要增加划线工序,而专门设计的一种铣床夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体与定位键的设计及加工精度等方面的分析。
该夹具具有良好的加工精度,针对性强,主要用于拔叉零件铣槽工序的加工。
本夹具具有夹紧力装置,具备现代机床夹具所要求的高效化和精密化的特点,可以有效的减少工件加工的基本时间和辅助时间,大大提高了劳动生产力,有效地减轻了工人的劳动强度。
本夹具能在加工常规零件的时候使质量进一步提升,并降低劳动强度,能在保证产品质量加工精度的同时批量生产,从而降低生产成本。
从而夹具的使用在某种程度上提高实际生产中企业的效益。
因而对夹具知识的认识和学习,在今天显的优为重要起来。
关键词:装备,制造,机床夹具目录摘要 (I)目录 (III)1 机床夹具概论 (1)1.1机床夹具及其功用 (1)1.2工件的定位 (7)1.3定位误差分析 (13)1.4工件的组合定位 (16)2 工件的夹紧 (19)2.1夹紧装置的组成及其设计原则 (19)2.2确定夹紧力的基本原则 (20)2.3夹紧机构的设计要求 (24)3 铣床夹具设计 (26)3.1定位方案 (27)3.2夹紧方案 (31)3.3对刀方案 (31)3.4夹具体与定位键 (31)3.5夹具总图上的尺寸、公差和技术要求 (32)3.6夹具精度分析 (33)4 各类铣床夹具 (35)4.1铣床夹具 (35)4.2典型数控机床夹具 (36)致谢 (40)参考文献 (41)1 机床夹具概论1.1机床夹具及其功用1.1.1机床夹具的概述定位:工件在机床上加工时,为保证加工精度和提高生产率,必须使工件在机床上相对刀具占有正确的位置,这个过程称为定位。