第5章钢结构的紧固件连接
- 格式:ppt
- 大小:5.79 MB
- 文档页数:80
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
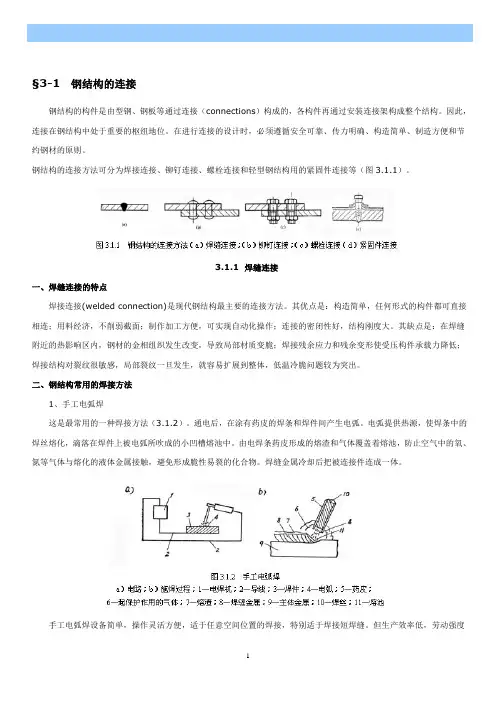
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。
钢结构工程普通紧固件连接规定
钢结构工程普通紧固件连接一般规定?
1、普通螺栓可采用普通扳手紧固,螺栓紧固应使被连接件接触面、螺栓头和螺母与构件表面密贴。
普通螺栓紧固应从中间开始,对称向两边进行,大型接头宜采用复拧。
2、普通螺栓作为永久性连接螺栓时,紧固连接应符合下列规定:
(1)螺栓头和螺母侧应分别放置平垫圈,螺栓头侧放置的垫圈不应多于2个,螺母侧
放置的垫圈不应多于1个;
(2)承受动力荷载或重要部位的螺栓连接,设计有防松动要求时,应采取有防松动装
置的螺母或弹簧垫圈,弹簧垫圈应放置在螺母侧;
(3)对工字钢、槽钢等有斜面的螺栓连接,宜采用斜垫圈;
(4)同一个连接接头螺栓数量不应少于2个;
(5)螺栓紧固后外露丝扣不应少于2扣,紧固质量检验可采用锤敲检验。
3、连接薄钢板采用的拉铆钉、自攻钉、射钉等,其规格尺寸应与被连接钢板相匹配,其间距、边距等应符合设计文件的要求。
钢拉铆钉和自攻螺钉的钉头部分应靠在较薄的板件一侧。
自攻螺钉、钢拉铆钉、射钉等与连接钢板应紧固密贴,外观应排列整齐。
4、自攻螺钉(非自攻自钻螺钉)连接板上的预制孔径d0。
北京市标准建筑安装分项工程施工工艺规程(第一分册)第五篇钢结构工程steel structure work目次第一部分钢结构制作与安装第1章钢结构制作工艺第2章屋架、立体拱桁架(包括预应力桁架)、门式刚架安装工艺第3章多层与高层钢结构安装(包括逆作法)工艺第4章压型金属板安装工艺第二部分钢结构焊接与紧固件连接工程第5章手工电弧焊焊接工艺第6章埋弧自动焊焊接工艺第7章CO2气体保护焊焊接工艺第8章熔咀电渣焊焊接工艺第9章栓钉焊焊接工艺第10章高强度螺栓施工工艺第三部分钢网架结构工程第11章拼装工艺第12章高空散装法安装工艺第13章分条或分块法安装工艺第14章高空滑移法安装工艺第15章整体吊装法安装工艺第16章整体提升法安装工艺第17章整体顶升法安装工艺第四部分涂装工程第18章防腐涂料涂装工艺第19章防火涂料涂装工艺第五部分附录附录1 参考标准及规范第五部分附录附录1 参考标准及规范第三部分钢网架结构工程1.适用范围:网架结构是指工业与民用建筑屋盖及楼层的空间铰接杆件体系如双层平板网架结构、三层平板网架结构,双层曲面网架结构,组合网架结构,这里不包括悬挂网架,斜拉网架,预应力网架及杂交结构等。
2.网架结构常用形式有:由平面桁架系组成的两向正交正放网架,两向正交斜放网架,两向斜交斜放网架,单向折线形网架。
由四角锥体组成的正放四角锥网架,正放抽空四角锥网架,棋盘形四角锥网架,斜放四角锥网架,星形四角锥网架。
由三角锥体组成的三角锥网架、抽空三角锥网架、蜂窝形三角锥网架。
3.从节点而言,经常用的有焊接空心球节点,图 1螺栓球节点图 2 两种,还有焊接钢板节点图 3等。
图1图2图1.1.4—2图34.应根据网架受力和构造特点(如结构选型、网架刚度、外型特点、支撑形式、支座构造等),在满足质量、安全、进度和经济效果的要求下,结合当地的施工技术条件和设备资源配备等因素。
因地制宜综合确定,拼装及安装方法。
常用的工地安装方法有六种:高空散装法、分条或分块安装法、高空滑移法、整体吊装法、整体提升法和整体顶升法。
钢结构紧固件连接施工工艺1 一般规定1.1 本章适用于钢结构工程制作和安装中的普通紧固件(永久性连接用普通螺栓、射钉、自攻螺钉及拉铆钉等)连接以及高强螺栓(扭剪型高强度螺栓、大六角头高强度螺栓、钢网架螺栓球节点用高强度螺栓)连接工程的施工及验收。
1.2 螺栓按照性能等级分3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9等十个等级,其中8.8级以上(含8.8级)螺栓材质为低合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓;8.8级以下(承压型不含8.8级)通称普通螺栓。
1.3 普通螺栓按照形式可分为六角头螺栓、双头螺栓、沉头螺栓等;按制作精度可分为A、B、C三个等级,A、B级为精制螺栓,C级为粗制螺栓,除特殊注明外,一般即为普通粗制C级螺栓。
1.4 高强度螺栓连接按其受力状况,可分为摩擦型连接、承压型连接等几种类型,其中摩擦型连接是目前承重钢结构广泛采用的基本连接形式。
高强度螺栓根据使用性能、方法、部位不同可分为大六角头高强度螺栓和扭剪型高强度螺栓两种。
1.5 紧固件连接方式、性能等级由设计确定。
紧固标准件由制造厂生产配套供货。
工程项目部质检员组织现场验收、复验。
项目部材料员负责分类存放。
1.6 紧固连接件的摩擦面处理一般在制造厂进行。
2 施工准备2.1 技术准备1.认真熟悉施工图纸,做好图纸会审和施工技术交底。
2.应针对高强度螺栓连接编制专门的作业指导书,指导施工。
2.2 材料准备螺栓和与之配套的螺母、垫圈、拉铆钉、射钉、自攻螺钉、高强度螺栓连接副、被连接的钢部(构)件。
2.3 主要机具活动扳手、呆扳手、梅花扳手、套筒扳手、内六角扳手、专用扳手和圆头锤、电动自攻枪、拉铆枪、射钉枪、电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、冲子、锤子等。
2.4 作业条件1.施工图纸必须经过设计交底。
2.检查螺栓孔的孔径尺寸,孔边毛刺必须清除掉。
3.紧固件的连接钢板应紧固密贴,外观排列整齐,应清除飞边、毛刺、焊接飞溅物。

钢结构安全技术交底螺栓连接与紧固件选用与安装钢结构是现代建筑中常见的一种结构形式,其特点是强度高、刚度大,能够承受大荷载。
在钢结构的安装和施工过程中,螺栓连接与紧固件的选用与安装是至关重要的环节,直接关系到钢结构的安全性和稳定性。
本文将对钢结构安全技术交底螺栓连接与紧固件的选用与安装进行详细介绍。
一、螺栓连接的分类与选用螺栓连接是钢结构中常见的连接方式之一,其作用是将不同部件连接起来,使整个结构形成一个稳固的整体。
根据使用的材料和连接方式的不同,螺栓连接可以分为高强度螺栓连接和普通螺栓连接两种。
1. 高强度螺栓连接高强度螺栓连接通常采用高强度螺栓和螺母进行连接。
在选用高强度螺栓时,需要注意以下几点:(1)根据设计要求确定螺栓的等级。
根据设计荷载和连接要求,确定所需螺栓的等级,如8.8级、10.9级等。
(2)选择合适的螺纹形式。
螺纹形式有粗牙和细牙两种,通常采用粗牙螺纹。
(3)确保螺栓材料的质量。
选择具有合格质量认证的螺栓产品,确保其强度和可靠性。
2. 普通螺栓连接普通螺栓连接通常采用普通螺栓和螺母进行连接。
在选用普通螺栓时,需要注意以下几点:(1)选用适当的螺栓等级。
根据设计要求和使用环境,选择适当的螺栓等级,如4.8级、6.8级等。
(2)考虑螺栓的耐腐蚀性。
如果螺栓连接在潮湿、酸碱等腐蚀环境中使用,需要选择具有良好耐腐蚀性的螺栓。
二、紧固件的选用与安装除了螺栓连接外,钢结构中还需要使用各种紧固件来固定和连接部件。
紧固件的选用和安装对整个结构的安全性和稳定性起着重要作用。
在选用和安装紧固件时,需要考虑以下几点:1. 选用合适的紧固件类型。
根据具体需要,选择合适的紧固件类型,如螺钉、垫圈、销子等。
2. 考虑紧固件的材料和表面处理。
选择具有足够强度和耐腐蚀性的材料,并进行适当的表面处理,提高紧固件的使用寿命。
3. 正确安装紧固件。
确保紧固件安装时的力度适中,不过紧或过松都会影响其使用效果。
同时,还需要注意紧固件的安装顺序和方法,保证连接的牢固性。
钢结构工程紧固件连接的规定一:学术研究报告正文:1. 紧固件连接的重要性1.1 紧固件连接的定义1.2 紧固件连接的作用1.3 紧固件连接的分类2. 紧固件连接的规范2.1 国内相关规范介绍2.2 国际相关规范介绍3. 紧固件连接的设计原则3.1 受力分析3.2 因素选取3.3 紧固力计算4. 紧固件连接的检验方法4.1 紧固件材料的检验4.2 紧固件连接的预紧力检验4.3 紧固件连接的防松检验5. 紧固件连接的常见问题及处理方法5.1 紧固件连接的松动5.2 紧固件连接的断裂5.3 紧固件连接的腐蚀6. 紧固件连接的发展趋势6.1 新型紧固件的研究发展6.2 智能紧固件的应用前景附件:附件1:国内相关规范的摘录附件2:国际相关规范的摘录法律名词及注释:1. 紧固件:指用来连接和固定结构的螺栓、螺杆、螺钉、螺栓连接件、螺母等零件。
2. 紧固力:指紧固件连接时施加在紧固件上的力。
3. 受力分析:通过力学原理和结构分析方法,对紧固件连接进行受力分析和计算。
4. 防松检验:对紧固件连接进行防松性检验,以确保连接的稳定性和可靠性。
二:工程施工指南正文:1. 紧固件连接的介绍1.1 紧固件连接的定义和分类1.2 紧固件连接的作用和重要性2. 紧固件连接的规范和标准2.1 国内相关规范介绍2.2 国际相关规范介绍3. 紧固件连接的设计原则3.1 紧固件连接的受力分析和计算3.2 紧固件材料的选择3.3 紧固力的控制4. 紧固件连接的施工要点4.1 紧固件的安装步骤和方法4.2 紧固件的拧紧要求4.3 紧固件的锁紧和防松处理5. 紧固件连接的质量检验5.1 紧固件材料的检验要求5.2 紧固件连接的预紧力检验5.3 紧固件连接的防松性检验6. 紧固件连接的故障及处理措施6.1 紧固件连接松动的原因和处理方法6.2 紧固件连接断裂的原因和处理方法附件:附件1:相关规范和标准摘录附件2:紧固件连接的施工示意图法律名词及注释:1. 紧固力:指施加在紧固件上的力,用于保证连接的强度和稳定性。
精品文档下载【本页是封面,下载后可以删除!】钢结构安装紧固件连接通用施工工艺1 适用范围1.1 本工艺适用于石油化工装置中钢结构制作和安装中的普通螺栓、扭剪型高强度螺栓、大六角头高强度螺栓等连接的施工。
1.2 其它领域、用途的钢结构框架施工也可参照执行。
2引用文件《钢结构工程施工及验收规范》GB50205-2001《钢结构高强螺栓的设计、施工及验收规范》JGJ82-91《石油、化工施工安全技术规程》SHJ3505-97《石油化工钢结构工程施工及验收规范》SH3507-19993施工准备3.1技术准备3.1.1组织相关人员进行施工图纸汇审。
3.1.2编制相应的施工方案。
3.1.3技术人员对作业人员进行施工前的技术交底。
3.2材料准备3.2.1施工作业单位按设计图纸和施工计划安排,提出材料领用计划,并依据设计图纸等资料,对到场材料逐一检查验收,对于不符合要求的材料,应禁止使用,同时向供应部门反馈信息,以便及时采取措施。
3.2.2结构连接用紧固标准件的品种、规格、性能等应符合现行国家产品标准和设计要求。
应由供应部门负责到货后的检查验收,并由材料责任工程师审核确认。
3.2.3凡涉及安全、功能的均应按照设计所采用标准或GB50205《钢结构工程施工质量验收规范》进行复验。
普通螺栓作为永久性连接螺栓时,当设计有要求或对其质量有疑义时,应进行螺栓实物最小拉力载荷复验。
高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副应分别进行扭矩系数和预拉力检验。
有要求时,应经监理工程师(建设单位有关人员)见证取样、送样。
3.2.4高强螺栓验收、保管1)高强度螺栓连接副应由制造厂按批配套供货,必须有出厂质量说明书。
2)高强度螺栓连接副在运输、保管过程中,必须轻装、轻卸,不得损伤螺纹。
3)高强度螺栓连接副应按包装箱上的批号、规格分类保管,使用前严禁任意开箱,防止沾染脏物。
4)高强度螺栓按当天需用数量领取,剩余部分妥善保管,不得乱扔、乱放。
钢结构的紧固件连接文档模板范本:钢结构的紧固件连接1. 引言本文档旨在为钢结构的紧固件连接提供一个详细的指南,以确保连接的可靠性和安全性。
钢结构的紧固件连接是钢结构施工中至关重要的一环,其质量直接影响到结构的强度和稳定性。
2. 紧固件及其分类2.1 紧固件的定义紧固件是用来连接和固定钢结构构件的零件,包括螺栓、螺母、垫圈等。
2.2 紧固件的分类2.2.1 根据材料分类- 碳钢紧固件:合用于普通的钢结构连接。
- 不锈钢紧固件:合用于特殊环境下的钢结构连接。
2.2.2 根据连接方式分类- 拉力连接- 剪力连接- 阻力连接3. 紧固件的选用3.1 根据载荷要求选择紧固件类型3.1.1 静载荷连接- 根据设计荷载确定所需的紧固件抗拉强度和工作安全系数。
3.1.2 动载荷连接- 根据设计荷载的频率和振幅选择合适的紧固件类型。
3.2 确定紧固件尺寸3.2.1 螺栓直径的选择- 根据连接构件的厚度和强度要求选择合适的螺栓直径。
3.2.2 螺栓长度的选择- 需考虑连接后的预紧力减小以及螺栓的抗滑移能力。
3.3 紧固件的安装预紧3.3.1 预紧力的计算方法- 根据紧固件材料的特性和连接的功用确定预紧力的大小。
3.3.2 预紧力的控制- 采用液压扳手或者扭力扳手进行控制,避免超过预定的预紧力。
3.4 紧固件的检验3.4.1 型式试验- 对于特定工程项目或者紧固件类型,需要进行型式试验以验证其性能。
3.4.2 技术文件- 需要保留紧固件的技术文件,包括批次号、生产厂家等信息。
4. 法律名词及注释- 预紧力:指在紧固件连接过程中通过施加力使紧固件产生初始预紧力,以提高连接的紧固程度和抗滑移能力。
5. 扩展内容1. 本文档所涉及附件如下:附件1:紧固件连接标准表,附件2:紧固件型号示意图。
2. 本文档所涉及的法律名词及注释:预紧力:指在紧固件连接过程中通过施加力使紧固件产生初始预紧力,以提高连接的紧固程度和抗滑移能力。
附件1:紧固件连接标准表---- 材料 ---- 类型 ---- 尺寸(直径) ---- 预紧力(N) ---------------------------------------------------------------------------- 碳钢 ---- 螺栓 ---- M16 ----30000 -------- 不锈钢 ---- 螺母 ---- M12 ----20000 -------- 碳钢 ---- 垫圈 ---- M20 ---- - ----附件2:紧固件型号示意图[示意图]。
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。