大型船用中速柴油机曲轴工艺设计
- 格式:pdf
- 大小:188.20 KB
- 文档页数:3
Analysis and Prevention of Crankshaft Wear Faultsin Marine Medium Speed Diesel EnginesHe Baofeng(CNOOC Energy Development Equipment Technology Co., Ltd., Shenzhen Branch,Shenzhen, Guangdong 518000, CHN)【Abstract】The diesel engine is the power system of the ship, and its quality is related to the per⁃formance of the whole ship. As an important core component, the crankshaft has long been the fo⁃cus of research as a domestic and foreign diesel manufacturer. As an integral part of the diesel en⁃gine, the surface of the crankshaft is subjected to a lot of pressure, and the poor heat dissipation ability of the journal leads to material wear. Therefore, it is necessary to carry out inspections to prevent accidents and reduce the occurrence of accidents. This paper discusses the wear and tear faults of the crankshaft of medium-speed diesel engines, and the common damages include wear and cracks, analyzes the treatment measures of the faults, and proposes the prevention technology of crankshaft wear faults.Key words:medium-speed diesel engine;crankshaft;wear and tear;crack曲轴与连杆配合将活塞气体的压力转化成为力矩,带动机械运转。
重庆大学网络教育学院毕业设计(论文)柴油机曲轴零件加工工艺及夹具设计学生所在校外学习中心江苏张家港校处学习中心批次层次专业111 专升本机械设计制造及其自动化学号 w11107861学生指导教师起止日期 2013.1.21--2013.4.14摘要曲轴是发动机上的一个重要的旋转机件,装上连杆后,可承接活塞的上下(往复)运动变成循环运动。
曲轴主要有两个重要加工部位:主轴颈和连杆颈。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
发动机工作过程就是:活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
而曲轴加工的好坏将直接影响着发动机整体性能的表现。
曲轴的材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈。
这次毕业设计介绍柴油机曲轴加工工艺规程及相关夹具的设计,及曲轴的规程制定中遇到问题的分析,经济性分析,工时定额,切削用量的计算。
同时还介绍曲轴加工中用到的两套夹具的设计过程。
在工艺设计中,结合实际进行设计,对曲轴生产工艺进行了改进,优化了工艺过程和工艺装备,使曲轴的生产加工更经济、合理。
根据现阶段机械零件的制造工艺和技术水平,本着以制造技术的先进性,合理性,经济性进行零件的形状、尺寸、精度等级、表面粗糙度、材料等技术分析。
并根据以上分析来选择合理的毛坯制造方法,设计工艺规程,夹具设计。
关键词:柴油机曲轴工艺夹具目录中文摘要 (I)1.引言 (1)2.曲轴的生产纲领 (2)3.零件的分析 (2)3.1曲轴的用途及工作条件 (2)3.2分析零件上的技术要求,确定要加工的表面 (3)3.3加工表面的尺寸和形状精度 (4)3.4尺寸和位置精度 (4)3.5加工表面的粗糙度及其它方面的质量要求 (4)3.6热处理要求 (4)4.曲轴材料和毛坯的定 (4)4.1确定毛坯的类型 (4)4.2确定毛坯的生产方法 (4)4.3确定毛坯的加工余量 (4)5.曲轴的工艺过程设计 (5)5.1粗、精加工的定位基准 (5)5.1.1粗加工 (5)5.1.2粗加工 (5)5.2工件表面加工方法的选择 (5)5.3曲轴机械加工的基本路线 (5)5.4加工余量及毛坯尺寸 (6)5.5工序设计 (6)5.5.1加工设备与工艺装备的选择 (8)5.5.2机械加工余量、工序尺寸及公差的确定 (9)5.6确定工时定额 (11)5.7机械加工工艺规程卡片和机械加工工序卡片 (12)5.7.1机械加工工艺过程卡片 (12)5.7.2机械加工工序卡片 (12)6.柴油机曲轴加工键槽夹具设计 (13)6.1.1夹具类型的分析 (13)6.1.2工装夹具定位方案的确定 (13)6.1.3工件夹紧形式的确定 (13)6.1.4对刀装置 (13)6.1.5分度装置的确定以及补补助装置 (14)6.1.6夹具定位夹紧方案的分析论证 (14)6.1.7夹具结构类型的设计 (15)6.2夹具总图设计 (16)6.4绘制夹具零件图 (16)7.结论 (17)8.参考文献 (18)1.引言曲轴是内燃机中的重要零件之一,是承受冲击载荷传递动力的关键零件,在内燃机五大件(机体、缸盖、曲轴、连杆、凸轮轴)中是最难以保证加工质量的零件。
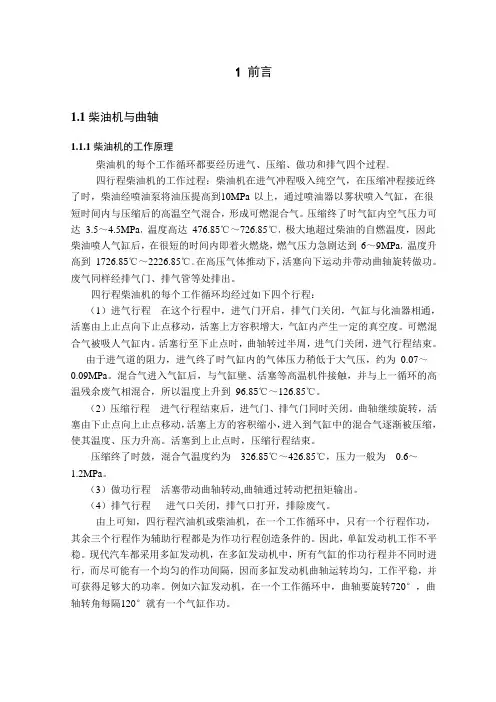
1前言1.1柴油机与曲轴1.1.1柴油机的工作原理柴油机的每个工作循环都要经历进气、压缩、做功和排气四个过程。
四行程柴油机的工作过程:柴油机在进气冲程吸入纯空气,在压缩冲程接近终了时,柴油经喷油泵将油压提高到10MPa以上,通过喷油器以雾状喷入气缸,在很短时间内与压缩后的高温空气混合,形成可燃混合气。
压缩终了时气缸内空气压力可达3.5~4.5MPa,温度高达476.85℃~726.85℃,极大地超过柴油的自燃温度,因此柴油喷人气缸后,在很短的时间内即着火燃烧,燃气压力急剧达到6~9MPa,温度升高到1726.85℃~2226.85℃。
在高压气体推动下,活塞向下运动并带动曲轴旋转做功。
废气同样经排气门、排气管等处排出。
四行程柴油机的每个工作循环均经过如下四个行程:(1)进气行程在这个行程中,进气门开启,排气门关闭,气缸与化油器相通,活塞由上止点向下止点移动,活塞上方容积增大,气缸内产生一定的真空度。
可燃混合气被吸人气缸内。
活塞行至下止点时,曲轴转过半周,进气门关闭,进气行程结束。
由于进气道的阻力,进气终了时气缸内的气体压力稍低于大气压,约为0.07~0.09MPa。
混合气进入气缸后,与气缸壁、活塞等高温机件接触,并与上一循环的高温残余废气相混合,所以温度上升到96.85℃~126.85℃。
(2)压缩行程进气行程结束后,进气门、排气门同时关闭。
曲轴继续旋转,活塞由下止点向上止点移动,活塞上方的容积缩小,进入到气缸中的混合气逐渐被压缩,使其温度、压力升高。
活塞到上止点时,压缩行程结束。
压缩终了时鼓,混合气温度约为326.85℃~426.85℃,压力一般为0.6~1.2MPa。
(3)做功行程活塞带动曲轴转动,曲轴通过转动把扭矩输出。
(4)排气行程进气口关闭,排气口打开,排除废气。
由上可知,四行程汽油机或柴油机,在一个工作循环中,只有一个行程作功,其余三个行程作为辅助行程都是为作功行程创造条件的。
因此,单缸发动机工作不平稳。
曲轴生产工艺流程
曲轴是内燃机和柴油机中重要的零部件之一,其主要功能是将活塞的往复运动转化为旋转运动,驱动传动系统工作。
曲轴生产工艺流程的合理性和稳定性对于保证曲轴的质量和性能起着重要的作用。
下面将介绍一下曲轴的生产工艺流程。
曲轴的生产工艺流程主要包括原材料准备、组装、加工和热处理。
具体流程如下:
第一步:原材料准备。
曲轴的主要原材料是钢材,通常采用高强度合金钢或特殊钢材。
在生产之前,需要将原材料进行剪切、锻造等工艺,将其加工成适合曲轴生产的坯料。
第二步:组装。
曲轴的组装主要是将不同形状的锻件按照设计要求进行组装和定位。
这是曲轴制造中的重要一步,对曲轴的精度和性能有很大影响。
第三步:加工。
曲轴在加工过程中需要进行粗加工和精加工两个环节。
粗加工主要是通过镗、铰、削等工艺将曲轴的外形加工到设计尺寸和精度要求;精加工则是通过轴磨、修磨、刻字等工艺来提高曲轴的精度。
第四步:热处理。
曲轴在生产过程中需要进行淬火和回火等热处理工艺,以提高曲轴的硬度和强度。
在热处理过程中,曲轴需要经历加热、保温、冷却等环节,确保曲轴的性能达到设计要求。
第五步:检测和质量控制。
曲轴生产完成后需要进行各项质量检测,确保曲轴的尺寸、硬度、表面质量等符合标准要求。
如果出现不合格品,需要及时进行返修或淘汰处理。
以上就是曲轴生产工艺流程的简要介绍。
在实际生产中,每个步骤都需要严格控制和把握,确保曲轴的质量和性能。
随着科技的发展和生产技术的提高,曲轴生产工艺也在不断的创新和改进,以适应不同类型发动机的需求和要求。
毕业设计(论文)说明书题目四缸柴油机曲轴工艺工装设计学生系别专业班级学号指导教师摘要在这次毕业设计中,进行了曲轴的测绘及根据实物模型了解曲轴的外型和曲轴斜油孔的位置结构。
本设计为四缸柴油机曲轴工艺工装设计:绘制曲轴零件图、确定加工方法、制定加工工艺、编制加工工序卡、曲轴斜油孔加工的工装设计。
曲轴由轴颈和轴柄构成。
曲轴是受冲击载荷、传递动力的重要零件,在五大件中最难以保证加工质量。
由于曲轴工作条件恶劣,因此对曲轴材质以及毛坯加工技术、精度、表面粗糙度、热处理和表面强化、动平衡等要求都十分严格。
如果其中任何一个环节质量没有得到保证,则可严重影响曲轴的使用寿命和整机的可靠性。
曲轴材质有球墨铸铁和钢两类。
由于球墨铸铁的切削性能良好,可获得较理想的结构形状,并且和钢质曲轴一样可以进行各种热处理和表面强化处理来提高曲轴的抗疲劳强度、硬度和耐磨性。
球墨铸铁曲轴成本只有调质钢曲轴成本的1/3左右,所以球墨铸铁曲轴在国内外得到了广泛应用。
关键词:曲轴斜油孔工装设计可靠疲劳强度球墨铸铁1ABSTRACTIn this graduation project, has carried on the crank mapping and the basis working model understands the crank the outlook and the tune axle tilt oil hole position structure.This design is four cylinder diesel engine crank craft work clothes design: Plan crank detail drawing, determination processing method, formulation processing craft, establishment processing travel chart, tune axle tilt oil hole processing work clothes design.The crank constitutes by the journal and the axis handle.The crank is in the engine withstands the impact load, the transmission power important components, guarantees the processing quality most with difficulty in the engine five big-ticket items.Because the crank working condition is bad, therefore to the crank material quality as well as the semifinished materials processing technology, the precision, the surface roughness, the heat treatment and the surface strengthens, requests and so on transient equilibrium extremely is all strict.If any link quality has not obtained the guarantee, then may affect the crank seriously the service life and the complete machine reliability.The crank material quality has the modular cast iron and the steel two kinds.Because the modular cast iron cutting value is good, may obtain the ideal structure shape, and may carry on each kind of heat treatment and superficial strengthening processing equally with the steel crank enhances the crank the anti-fatigue strength, degree of hardness and the resistance to wear.Modular cast iron crank cost only then about quenched and tempered steel crank cost 1/3, therefore the modular cast iron crank in domestic and foreign obtained the widespread application.Key word:Cranks Slanting oil holes Work clothes designs Reliability Fatigue strength Modular cast irons.II目录摘要 (Ⅰ)Abstract.......................................................................................... . (Ⅱ)第1章设计的相关知识 (1)1.1 毕业设计的目的、要求和内容 (1)1.1.1 毕业设计的目的 (1)1.1.2 毕业设计的基本要求及主要内容 (1)1.2 毕业设计的步骤 (2)1.2.1机械加工工艺规程设计 (2)第二章零件的分析 (3)2.1 零件的作用及分析 (3)2.2 曲轴的制造技术及工艺进展.............................................................................. . (3)2.2.1 曲轴的毛坯制造技术 (3)2.2.2 机械加工技术 (4)2.2.3 热处理和表面强化处理技术 (4)第三章零件的工艺路线及加工工艺 (5)3.1拟定工艺路线应注意的事项 (5)3.2 零件的工艺路线 (6)3.2.1 基准的选择 (6)3.2.2 曲轴工艺路线内容 (6)3.2.3 零件加工工序内容 (7)第四章专用夹具设计及撰写说明 (35)4.1 专用夹具设计 (35)4.1.1 设计说明 (35)4.1.2 夹具设计分析 (35)4.2 撰写说明书应注意的事项 (36)第五章结论 (37)参考文献 (38)致谢 (39)XX大学毕业设计第一章设计的相关知识1.1 毕业设计的目的、要求和内容了解毕业设计的目的和要求能知道设计的重要性。

摘要本文主要介绍了R180柴油机曲轴工艺设计及其中两道工序的夹具设计。
本文作者是在保证产品质量、提高生产率、降低成本、充分利用现有生产条件、保证工人具有良好而安全劳动条件的前提下进行设计的。
在工艺设计中,作者结合实际进行理论设计,对曲轴传统生产工艺进行了改进,优化了工艺过程和工艺装备,使曲轴的生产加工更经济、合理。
在加工设计部分,作者在收集加工所用机床、刀具及辅助工具等有关资料后,对工件材料、结构特点、技术要求及工艺分析的基础上,设计出了符合曲轴生产工艺的加工方案。
关键词:柴油机,曲轴,工艺目录摘要 (1)1 R108柴油机曲轴工艺设计 (1)1.1分析零件图 (1)1.2确定生产类型 (1)1.3 确定毛坯............................. . (1)2 机械加工工艺过程设计........... .......... (3)2.1机械加工工艺过程设计......... ....... .. (3)2.2选择加工设备与工艺装备............... . (5)2.3选择加工设备与工备................. . (6)2.4确定切时间定额.................... (8)2.5 填写工艺规程卡...................... .. (15)结论................................ .. (18)致谢 (19)参考文献......................... .. (20)附录1机床......................... (21)附录2刀具............... . (22)附录3量具................. .. (23)附件清单.................... . (23)第1章曲轴工艺设计1.1 分析零件图1.1.1 零件的作用曲轴是柴油机的一个主要零件。
柴油机曲轴⼯艺过程及夹具设计重庆⼤学⽹络教育学院毕业设计(论⽂)柴油机曲轴零件加⼯⼯艺及夹具设计学⽣所在校外学习中⼼江苏张家港校处学习中⼼批次层次专业111 专升本机械设计制造及其⾃动化学号 w11107861学⽣指导教师起⽌⽇期 2013.1.21--2013.4.14摘要曲轴是发动机上的⼀个重要的旋转机件,装上连杆后,可承接活塞的上下(往复)运动变成循环运动。
曲轴主要有两个重要加⼯部位:主轴颈和连杆颈。
主轴颈被安装在缸体上,连杆颈与连杆⼤头孔连接,连杆⼩头孔与汽缸活塞连接,是⼀个典型的曲柄滑块机构。
发动机⼯作过程就是:活塞经过混合压缩⽓的燃爆,推动活塞做直线运动,并通过连杆将⼒传给曲轴,由曲轴将直线运动转变为旋转运动。
⽽曲轴加⼯的好坏将直接影响着发动机整体性能的表现。
曲轴的材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈。
这次毕业设计介绍柴油机曲轴加⼯⼯艺规程及相关夹具的设计,及曲轴的规程制定中遇到问题的分析,经济性分析,⼯时定额,切削⽤量的计算。
同时还介绍曲轴加⼯中⽤到的两套夹具的设计过程。
在⼯艺设计中,结合实际进⾏设计,对曲轴⽣产⼯艺进⾏了改进,优化了⼯艺过程和⼯艺装备,使曲轴的⽣产加⼯更经济、合理。
根据现阶段机械零件的制造⼯艺和技术⽔平,本着以制造技术的先进性,合理性,经济性进⾏零件的形状、尺⼨、精度等级、表⾯粗糙度、材料等技术分析。
并根据以上分析来选择合理的⽑坯制造⽅法,设计⼯艺规程,夹具设计。
关键词:柴油机曲轴⼯艺夹具⽬录中⽂摘要 (I)1.引⾔ (1)2.曲轴的⽣产纲领 (2)3.零件的分析 (2)3.1曲轴的⽤途及⼯作条件 (2)3.2分析零件上的技术要求,确定要加⼯的表⾯ (3)3.3加⼯表⾯的尺⼨和形状精度 (4)3.4尺⼨和位置精度 (4)3.5加⼯表⾯的粗糙度及其它⽅⾯的质量要求 (4)3.6热处理要求 (4)4.曲轴材料和⽑坯的定 (4)4.1确定⽑坯的类型 (4)4.2确定⽑坯的⽣产⽅法 (4)4.3确定⽑坯的加⼯余量 (4)5.曲轴的⼯艺过程设计 (5)5.1粗、精加⼯的定位基准 (5)5.1.1粗加⼯ (5)5.1.2粗加⼯ (5)5.2⼯件表⾯加⼯⽅法的选择 (5)5.3曲轴机械加⼯的基本路线 (5)5.4加⼯余量及⽑坯尺⼨ (6)5.5⼯序设计 (6)5.5.1加⼯设备与⼯艺装备的选择 (8)5.5.2机械加⼯余量、⼯序尺⼨及公差的确定 (9)5.6确定⼯时定额 (11)5.7机械加⼯⼯艺规程卡⽚和机械加⼯⼯序卡⽚ (12)5.7.1机械加⼯⼯艺过程卡⽚ (12)5.7.2机械加⼯⼯序卡⽚ (12)6.柴油机曲轴加⼯键槽夹具设计 (13)6.1.1夹具类型的分析 (13)6.1.2⼯装夹具定位⽅案的确定 (13)6.1.3⼯件夹紧形式的确定 (13)6.1.4对⼑装置 (13)6.1.5分度装置的确定以及补补助装置 (14)6.1.6夹具定位夹紧⽅案的分析论证 (14)6.1.7夹具结构类型的设计 (15)6.2夹具总图设计 (16)6.4绘制夹具零件图 (16)7.结论 (17)8.参考⽂献 (18)1.引⾔曲轴是内燃机中的重要零件之⼀,是承受冲击载荷传递动⼒的关键零件,在内燃机五⼤件(机体、缸盖、曲轴、连杆、凸轮轴)中是最难以保证加⼯质量的零件。
优秀设计摘要本文主要介绍了R180柴油机曲轴工艺设计及其中两道工序的夹具设计。
本文作者是在保证产品质量、提高生产率、降低成本、充分利用现有生产条件、保证工人具有良好而安全劳动条件的前提下进行设计的。
在工艺设计中,作者结合实际进行理论设计,对曲轴传统生产工艺进行了改进,优化了工艺过程和工艺装备,使曲轴的生产加工更经济、合理。
在夹具设计部分,作者在收集加工所用机床、刀具及辅助工具等有关资料后,对工件材料、结构特点、技术要求及工艺分析的基础上,按照夹具设计步骤设计出符合曲轴生产工艺及夹具制造要求的夹具。
关键词:柴油机曲轴工艺夹具AbstractThis text introduce R180 diesel engine crankshaft technological design and two of them jig of process design mainly. The author of this text is guaranteeing product quality, boost productivity, lower costs, utilize existing working condition, guaranteeing worker to have good work prerequisite of terms to design . In technological design, the author combine carrying on theory design, improve the traditional production technology of the crankshaft actually, optimize craft course and craft equip, enable economy rational even more of production and processing of the crankshaft. Designing in the jig , the author collect the relevant materials, such as lathe, cutter and handling tool,etc. At the foundation of the analyse of work piece material, specification requirement and craft, and make jig of request according to jig measure design and cankshaft production technology and jig.Keywords : Diesel engine Crankshaft Technology Jig目录摘要 1 Abstract 20 引言 11 R180柴油机曲轴工艺设计 3 1.1 分析零件图 3 1.2 确定生产类型3 1.3 确定毛坯 3 1.4 机械加工工艺过程设计 3 1.5 选择加工设备与工艺装备6 1.6 确定工序尺寸7 1.7 确定切削用量及时间定额 91.8 填写工艺规程卡 152 R180柴油机曲轴第一套夹具设计 16 2.1 明确设计任务、收集分析原始资料 16 2.2 确定夹具的结构方案 172.3 绘制夹具结构草图 193 R180柴油机曲轴第二套夹具设计 21 3.1 明确设计任务、收集分析原始资料 21 3.2 确定夹具的结构方案 22 3.3 夹具定位误差分析 22 3.4 拟订夹具总装图的尺寸、公差与配合及技术要求 223.5 绘制夹具总装图 234 结论 24 致谢 25 参考文献 26 附件清单 270 引言本次毕业设计是关于R180柴油机曲轴的工艺设计及其中两道工序的夹具设计。
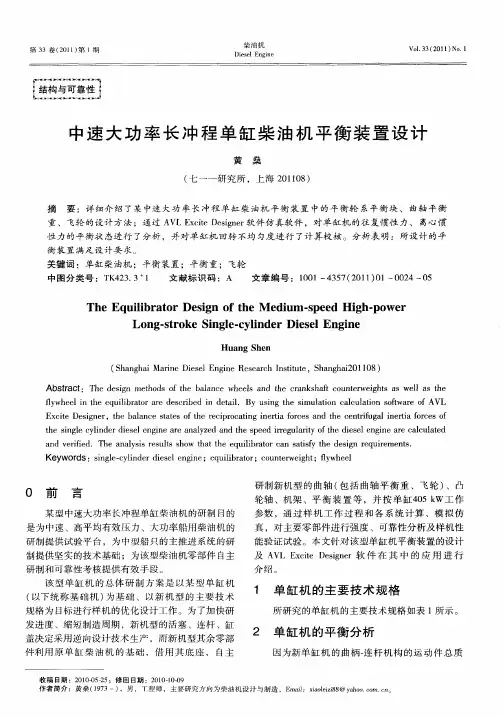
GN8320系列中速大功率船用柴油机
无
【期刊名称】《军民两用技术与产品》
【年(卷),期】2006(000)003
【摘要】宁波中策动力机电集团公司推出了自主研制的GN8320系列中速大功率船用柴油机。
该船用柴油机采用了钢质曲轴及钢质铁裙活塞,缸径320毫米、8
缸直列、四冲程、水冷、直喷式,采用涡轮增压及空气中冷,有机右转,左机左转,燃油消耗率为198千克/千瓦·小时,可燃用重油。
为降低机器噪声,其齿轮面采
用磨式齿项修网工艺,从而延长了齿轮部件的使用寿命。
该船用柴油机性能指标达到国内先进水平,可为载重0.8万~1万吨船舶提供动力。
【总页数】1页(P17)
【作者】无
【作者单位】无
【正文语种】中文
【中图分类】U664.121
【相关文献】
1.MC系列船用大功率低速柴油机近十年发展历程 [J], 秦文泉;张坚
2.MC系列船用大功率低速柴油机近十年发展 [J], 秦文泉;张坚
3.G26系列船用中速柴油机设计开发 [J], 孙良艳;霍荣康;胡升;江秋红;徐赛军;钱旭;李宁
4.船用大功率中速柴油机气缸盖的生产工艺 [J], 柏林;陈勇;余全;陶卫生;高永建
5.江增重工“自主品牌大功率中速柴油机涡轮增压器系列化研发”项目通过验收[J],
因版权原因,仅展示原文概要,查看原文内容请购买。
引言曲轴是发动机上的一个重要的旋转机件,装上连杆后,可承接活塞的上下(往复)运动变成循环运动。
曲轴主要有两个重要加工部位:主轴颈和连杆颈。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
发动机工作过程就是:活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
而曲轴加工的好坏将直接影响着发动机整体性能的表现。
曲轴的材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈,(还有其他)。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
曲轴的润滑主要是指与摇臂间轴瓦的润滑和两头固定点的润滑.这个一般都是压力润滑的,曲轴中间会有油道和各个轴瓦相通,发动机运转以后靠机油泵提供压力供油进行润滑、降温。
发动机工作过程就是,活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
曲轴的旋转是发动机的动力源。
曲轴的结构包括轴颈、曲轴臂、曲轴销、侧盖以及连杆大端轴承。
轴颈具有一第一油路。
曲轴臂连接于轴颈。
曲轴销设置于曲轴臂之中,并且抵接于轴颈。
曲轴销具有第一机油缓冲室、第二机油缓冲室以及第二油路。
第一机油缓冲室系连接于第二机油缓冲室,第二油路连接于第二机油缓冲室。
侧盖设置于曲轴臂中,侧盖与曲轴销之间成形有一空间,该空间连接于第一油路与第一机油缓冲室之间。
连杆大端轴承设置于曲轴臂之中,曲轴销套设于连杆大端轴承之中,第二油路连接于第二机油缓冲室与连杆大端轴承之间。
本实用新型可将机油内微小异物过滤掉,减少了连杆大端轴承遭受微小异物侵入的机会,并避免连杆大端轴承损坏,进而可延长曲轴结构的使用寿命。
1一概述1、气缸体水冷发动机的气缸体和上曲轴箱常铸成一体,气缸体一般用灰铸铁铸成,气缸体上部的圆柱形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。
图6喷涂氧化锆涂层装试在修理工厂修复后,将加力筒体装配在发动机上在试车台架上进行试验验证;在训练基地维修后使用加力筒体固定架替代发动机尾部,将修复合格的加力筒体与发动机主机连接、装配,地面起动试车,调试发动机慢车、额定、图1船用低速柴油机曲轴图2轴颈损伤图片350mm 的某型船用低速柴油机的曲轴轴颈修复工艺和过程,为大型船用低速柴油机曲轴的修复提供借鉴。
1曲轴损伤装配该型船用低速机的船舶在航行过程中,柴油机内部出现异响,经停机检查,发现一个缸的连杆连接螺栓脱落,导致该缸与连杆连接的曲柄销轴颈被严重划伤,并被撞击出众多凹坑。
损伤图片如图2所示。
为了精确测量凹坑的大小和深度,我们使用了模技术对曲柄销轴颈进行测量。
然后将3D 模印发至专业的机构执行测量,得到缺陷的准确尺寸,如图3从图片和测量数据可以看到,该缸的曲柄销轴颈表面受到严重损坏,如果不进行修复,将导致轴颈与轴瓦之间接触面积不足,形成不了足够的润滑油膜和油压,强行运行可能导致轴颈、轴瓦烧毁,造成严重的经济损失,并影响经过进一步的测量,得到数据如表1。
第一次精加工后,曲柄销轴颈上1#凹坑肉眼可见,他缺陷经圆滑过渡,痕迹依旧存在,轴颈尺寸公差符合设图3轴颈损伤点和尺寸图4曲柄销轴颈加工状态表3轴颈与轴瓦的实测间隙a 1+a 2bc 1+c 技术要求曲轴修复后实测均值0.3~0.55mm0.36mm0.15~0.45mm 0.20mm0.3~0.55mm 0.40mm图5曲柄销轴颈加工后状态计要求。
当前状态不影响曲轴的性能,但影响油膜的分布和油压力形成,最终将影响轴瓦的寿命,因此船东对于当前曲轴的状态并不接受。
第二次加工在第一次精加工的基础上,经过分析,轴颈的直径加工去除0.3mm ,同时单独定制轴瓦,去除所有的凹坑、划痕,保证轴颈与轴瓦的装配间隙。
单配轴瓦的难点在于匹配曲柄销加工后的尺寸,轴瓦的厚度。
通过粗加工曲柄销轴瓦,等待曲柄销最终返最后对曲柄销轴瓦进行精加工,我们及时地得到了特殊轴瓦。
YC4108Q曲轴工艺及夹具设计曲轴是发动机中承受冲击载荷、传递动力的重要零件,在发动机五大件中最难以保证加工质量。
其材料是由碳素结构钢或球墨铸铁制成的,由于曲轴工作条件恶劣,因此对曲轴材质以及毛坯加工技术、精度、表面粗糙度、热处理和表面强化、动平衡等要求都十分严格。
如果其中任何一个环节质量没有得到保证,则可严重影响曲轴的使用寿命和整机的可靠性。
曲轴有两个重要部位:轴径,拐径,(还有其他)。
轴径被安装在缸体上,拐径与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
发动机工作过程就是,活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
曲轴的旋转是发动机的动力源。
世界汽车工业发达国家对曲轴的加工十分重视,并不断改进曲轴加工工艺。
在曲轴零件的加工工艺过程中轴与轴中心线之间要有位置要求, 以毛坯轴两端定位先加工两中心孔,以两端中心孔定位再粗、精加工各轴的表面,然后以粗、精后的两轴径定位,采用专用夹具加工直油孔和铣键槽最后粗、精磨各轴。
在夹具的设计过程中,主要以V形块和支承板来定位,靠直压板和螺母来夹紧,钻直油孔时应采用长型快换钻套,铣键槽时采用立式铣床,曲轴小头处应安装一个对刀块,夹具设计要方便、简单。
1 绪论曲轴的主要作用是将活塞连杆组传来的气体压力转变为转矩,然后通过飞轮传递到汽车底盘的传递系统,此外,还用来驱动发动机的配气机构和水泵、发电机、空调机、风扇等辅助装置。
所以说曲轴是机动车动力的核心来源。
曲轴在工作中,要承受周期性变化的气体压力、往复的惯性力、离心力及扭矩和弯矩的共同作用,还要承受高温,因此曲轴要有足够的刚度、强度、各表面的润滑性要好、耐磨,各轴颈表面要达到必要的加工精度,达到较高的动平衡要求。
曲轴一般是由前端轴、平衡重、连杆轴颈、主轴颈、曲柄和后端轴组成。
曲轴按结构型式分为整体式和组合式两大类,整体式曲轴具有较高的强度和刚度、结构紧凑和重量轻;组合式曲轴的优点是加工方便,便于系列产品通用,缺点是强度和刚度差,装配复杂。
世界最大的船用曲轴你知道吗?世界最大船用曲轴是由中国制造的哦。
由大连生产的长12米、重237吨的“大块头”,是世界上最大船用曲轴。
大连制造中国骄傲2021年12月29日上午,由大连重工起重集团控股的大连华锐船用曲轴有限公司自主研制的第一根大型船用曲轴正式下线。
它长6.7米,重41吨,精加工要求很高,在旋转时的振动幅度不能大于人头发丝的五分之一。
2021年7月27日,迄今为止国产最长最重的船用曲轴在上海电气临港重装备基地下线。
这是中国第一根8K90MC-C船用大功率低速柴油机曲轴,全长16米,重约200吨,填补了国内空白。
也标志着上海电气在中国率先具备了大缸径船用曲轴的制造能力。
继取得这一最新成果后,2021年,上海电气重工集团还将根据海外用户需求,试制世界上最大型号规格的12K98MC-C曲轴等超大超前规格的产品。
上海船用曲轴公司总经理刘超明表示,随着技术的积累和成熟,我国造船业有望打破“一轴难求”受制于人的瓶颈,推动我国从“造船大国”向“造船强国”加快迈进。
打造中国芯曲轴作为船用发动机的关键部件,被誉为船用柴油机的"心脏",对船舶的安全起着至关重要的作用,大型船用曲轴要求与船舶寿命相等,终身免维护,使用期限一般在二三十年以上,占发动机总造价的三分之一。
但中国造船业几十年来却一直缺少这颗“中国心”。
由于其重量大、加工精度要求高、制造技术难度高,因而业内常用"是否具备曲轴制造能力,从某种程度上代表了一个国家的造船工业水平。
目前日本、韩国、捷克、西班牙等少数几个具备制造大型船用半组合式曲轴能力的国家高度垄断着国际上大型船用曲轴市场。
韩国和日本造船业的重要优势之一,就是它们对曲轴的高度占有。
有鉴于此,上海曲轴公司扮演的角色相当重要,既是解决大功率船用主机配套产品产能不足的突破口,又是我国造船产量在“十一五”末占领世界市场份额25%以上的重要落脚点。
由于少数几个国家完全垄断了全球的曲轴,2001年以后,中国造船业常常碰到用比以前高出一两倍价格也买不到曲轴的情况。
引言曲轴是发动机上的一个重要的旋转机件,装上连杆后,可承接活塞的上下(往复)运动变成循环运动。
曲轴主要有两个重要加工部位:主轴颈和连杆颈。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
发动机工作过程就是:活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
而曲轴加工的好坏将直接影响着发动机整体性能的表现。
曲轴的材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈,(还有其他)。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
曲轴的润滑主要是指与摇臂间轴瓦的润滑和两头固定点的润滑.这个一般都是压力润滑的,曲轴中间会有油道和各个轴瓦相通,发动机运转以后靠机油泵提供压力供油进行润滑、降温。
发动机工作过程就是,活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
曲轴的旋转是发动机的动力源。
曲轴的结构包括轴颈、曲轴臂、曲轴销、侧盖以及连杆大端轴承。
轴颈具有一第一油路。
曲轴臂连接于轴颈。
曲轴销设置于曲轴臂之中,并且抵接于轴颈。
曲轴销具有第一机油缓冲室、第二机油缓冲室以及第二油路。
第一机油缓冲室系连接于第二机油缓冲室,第二油路连接于第二机油缓冲室。
侧盖设置于曲轴臂中,侧盖与曲轴销之间成形有一空间,该空间连接于第一油路与第一机油缓冲室之间。
连杆大端轴承设置于曲轴臂之中,曲轴销套设于连杆大端轴承之中,第二油路连接于第二机油缓冲室与连杆大端轴承之间。
本实用新型可将机油内微小异物过滤掉,减少了连杆大端轴承遭受微小异物侵入的机会,并避免连杆大端轴承损坏,进而可延长曲轴结构的使用寿命。
发动机曲轴加工工艺分析与设计2 一概述1、气缸体水冷发动机的气缸体和上曲轴箱常铸成一体,气缸体一般用灰铸铁铸成,气缸体上部的圆柱形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。