机械零件检验作业指导书
- 格式:pdf
- 大小:166.25 KB
- 文档页数:6
机加工检验作业指导书[1]SL/01机加工检验作业指导书一、适用范围规定了工程机械机械加工件的技术要求,适用于各类机械加工件。
二、作业要求1、凡机械加工件必需符合产品图样、工艺规程和作业要求。
2、经加工的零件外表不允许有锈蚀和磕碰、划伤、裂纹等缺陷。
3、除有特别要求外,加工后的零件不允许留有尖棱、尖角和毛刺。
4、滚压精加工的外表,滚压后不得有剥离及脱皮现象。
5、精加工后的外表、摩擦面和定位面等工作外表不允许在其上打印标记。
6、经加工后的零件在搬运、存放时,必需防止受到损伤、腐蚀及变形。
7、成组配对加工的零件,如:齿轮箱上下盖等需有标记。
三、未注尺寸公差参阅附件:技术标准 JB/T 5936-91 四、未注外形和位置公差参阅附件:技术标准 JB/T 5936-91 五、未注公差角度的极限偏差参阅附件: 技术标准 JB/T 5936-91 六、螺纹、键和键槽参阅附件:技术标准 JB/T 5936-91七、中心孔1、图样中未注明、加工中又需要中心孔的零件,在不影响使用和外观的状况下,加工后中心孔可以保存。
2、中心孔需符合 GB 145 的规定。
八、检验规章1、凡经机械加工件,由制造厂质量检验部门按图样、有关技术文件和本要求进展检查和验收。
2、机械加工件的外观按规定要求进展检查。
3、主要机械加工件需每件检查几何外形与尺寸。
九、标志1、入库的机械加工件应有的标志2、标志的位置应不使机械加工件的质量受到损伤。
3、机械加工件入库应附有吊牌。
其中应注明:名称、零件名称、图号; 制造日期。
编制/日期: 审批:下面是赠送的团队治理名言学习,编辑删除感谢1、沟通是治理的浓缩。
2、治理被人们称之为是一门综合艺术--“综合”是由于治理涉及根本原理、自我认知、才智和领导力;“艺术”是由于治理是实践和应用。
3、治理得好的工厂,总是单调乏味,没有仸何激劢人心的大事发生。
4、治理工作中最重要的是:人正确的事,而不是正确的做事。
5、治理就是沟通、沟通再沟通。
IQC检验作业指导书一、引言IQC(Incoming Quality Control)是指对进货物料进行质量检验的过程,旨在确保进货物料的质量符合预期要求。
本作业指导书旨在为IQC检验提供详细的操作指导,以确保检验过程的准确性和一致性。
二、检验范围本次IQC检验涵盖的物料范围包括但不限于电子元器件、机械零部件、原材料等。
检验标准参考国家相关标准及公司内部标准。
三、检验设备1. 检验工具:卡尺、量规、显微镜等。
2. 检验仪器:电子测量仪器、拉力测试机、硬度计等。
3. 检验设备的校准:确保检验设备的准确性和可靠性,校准周期为一年。
四、检验流程1. 接收物料- 检查物料包装是否完好,有无破损或者湿气进入。
- 核对物料送货单与实际物料是否一致。
- 将物料送至IQC检验区域,妥善存放。
2. 检验准备- 准备所需的检验工具和仪器。
- 根据检验标准,确认检验项目和检验方法。
3. 外观检验- 检查外观缺陷,如划痕、变色、变形等。
- 根据标准,对外观缺陷进行评估和记录。
4. 尺寸检验- 使用卡尺、量规等工具对物料的尺寸进行测量。
- 比对测量结果与标准要求,记录测量数据。
5. 功能检验- 根据物料的功能要求,进行相应的功能测试。
- 使用适当的测试设备和方法,记录测试结果。
6. 化学成份检验- 对需要进行化学成份检验的物料,采集样品。
- 使用适当的化学分析方法,分析样品的成份。
- 比对分析结果与标准要求,记录分析数据。
7. 物理性能检验- 对需要进行物理性能检验的物料,使用相应的测试设备和方法。
- 比对测试结果与标准要求,记录测试数据。
8. 检验判定- 根据检验结果,按照事先确定的判定标准,判定物料的合格与否。
- 对不合格物料,进行分类和处理,如退货、返修等。
- 对合格物料,进行标识和妥善存放。
五、记录与报告1. 检验记录- 对每一个检验项目,记录检验结果和相关数据。
- 记录包括检验日期、检验员、检验方法、检验设备等信息。
检验作业指导书1.进料检验1.1 定义进料检验又称来料检验,是制止不良物料进入生产环节的首要控制点。
进料检验由IQC执行。
1.2 检测要项IQC在对来货检验前,首先应清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交IQC主管签发来货检验临时样品,并附相应的品质检测说明,不得在不明来货检验与验证项目、方法和品质允收标准的情况下进行验收。
1.3 检验项目与方法1.3.1 外观检测一般用目视、手感、限度样品进行验证。
1.3.2 尺寸检测一般用卡尺、千分尺、塞规等量具验证。
1.3.3 结构检测一般用拉力器、扭力器、压力器验证。
1.3.4 特性检测如电气的、物理的、化学的、机械的特性一般采用检测仪器和特定方法来验证。
1.4 检验方式的选择1.4.1 全检方式适用于来货数量少、价值高、不允许有不合格品物料或公司指定进行全检的物料。
1.4.2 免检方式适用于低值、辅助性材料或经认定的免检厂来料以及生产急用而特批免检的,对于后者IQC应跟进生产时的品质状况。
1.4.3 抽样检验方式适用于平均数量较多、经常性使用的物料。
样本大小:批量的10%(不少于20件),允收数AC=0,拒收数RE=1。
1.5 检验结果的处理方式1.5.1 允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名,盖检验合格印章,通知货仓收货。
若不合格品数大于限定的不良品个数,则判定该送检批为拒收。
IQC应及时填制《IQC退货报告》,经相关部门会签后,交仓库、采购办理退货事宜。
同时在该送检批货品外箱标签上盖“退货”字样,并挂“退货”标牌。
1.5.3 特采特采,即进料经IQC检验,品质低于允许水准。
IQC虽提出“退货”的要求,但由于生产的原因,而做出的“特别采用”的要求。
若非迫不得已,公司应尽可能不启用“特采”。
“特采”必须由总经理批准,可行时还必须征得客户的书面许可。
弹簧检验操作作业指导书(一)引言:弹簧是一种常见的机械零件,广泛应用于各种领域。
为了确保弹簧的质量和性能,进行弹簧检验是非常重要的。
本文档将详细介绍弹簧检验的操作作业指导,并根据不同的检验要求将其分为5个大点进行阐述。
正文:一、弹簧尺寸检验1. 准备检验工具和设备:游标卡尺、显微镜等。
2. 测量弹簧的直径、螺距和总圈数。
3. 根据设计要求,将测量结果与允许偏差进行比对。
4. 如有偏差,记录并汇报给相关部门进行处理。
二、弹簧力学性能检验1. 准备检验工具和设备:弹簧压缩试验机、弹簧硬度测试仪等。
2. 进行弹簧的压缩试验,并记录压缩高度和受力情况。
3. 使用弹簧硬度测试仪测量弹簧的硬度指标。
4. 根据设计要求和标准,将测量结果与标准值进行比较。
5. 如有不符合要求的情况,记录并进行进一步分析,找出原因并提出改进建议。
三、表面质量检验1. 准备检验工具和设备:放大镜、平板、光源等。
2. 检查弹簧表面是否平整、无裂纹和变形等缺陷。
3. 观察弹簧表面是否存在氧化、锈蚀等情况。
4. 按照质量检验标准,将表面质量进行等级划分,并记录检验结果。
四、弹簧材料检验1. 准备检验工具和设备:金相显微镜、拉力试验机等。
2. 从弹簧样品中取出试样,并进行金相显微镜观察。
3. 使用拉力试验机进行拉伸试验,记录材料的拉伸强度和伸长率等指标。
4. 将试验结果与材料要求进行对比分析,并做出评估。
五、工艺检验1. 准备检验工具和设备:显微镜、热处理设备等。
2. 检查弹簧的工艺流程是否符合要求。
3. 使用显微镜观察弹簧的金相组织,判断热处理效果。
4. 检查工艺记录和工艺控制是否完整和准确。
总结:本文档通过引言、5个大点的阐述以及相关的小点,详细介绍了弹簧检验的操作作业指导。
弹簧尺寸检验、弹簧力学性能检验、表面质量检验、弹簧材料检验和工艺检验是确保弹簧质量的重要环节。
通过合理的操作和准确的测量判断,可以保证弹簧的质量和性能符合设计要求,并为进一步的生产和使用提供可靠的保障。
IQC检验作业指导书一、引言IQC(Incoming Quality Control)即来料质量控制,是指对供应商提供的原材料和零部件进行检验,以确保其质量符合要求。
本作业指导书旨在提供IQC检验的标准操作流程,以确保检验工作的准确性和一致性。
二、检验范围本作业指导书适用于所有供应商提供的原材料和零部件的IQC检验。
三、检验要求1. 检验项目:根据产品要求和技术规范,确定需要检验的项目,包括但不限于外观、尺寸、材料成分、性能等。
2. 检验方法:根据检验项目的不同,选择合适的检验方法,如目测、测量、化学分析、机械性能测试等。
3. 检验设备:确保使用的检验设备符合相关标准和要求,并进行定期校准和维护。
4. 检验标准:明确检验项目的合格标准,包括上下限、容许偏差等,以便判断检验结果的合格与否。
5. 检验样本:根据统计学原理,确定检验样本的数量和抽样方法,以保证检验结果的可靠性。
6. 检验记录:准确记录检验结果和相关数据,包括样本编号、检验日期、检验员等信息,以备后续跟踪和分析。
四、检验流程1. 来料接收:接收供应商送达的原材料和零部件,并进行验收。
检查外包装完好性,确认送货单与实际货物一致。
2. 样本抽取:根据抽样计划,从接收的货物中抽取样本进行检验。
3. 外观检验:对样本进行外观检查,包括表面缺陷、色泽、气味等方面的评估。
4. 尺寸检验:使用合适的测量工具,对样本进行尺寸测量,确保尺寸符合要求。
5. 材料成分检验:根据产品要求,使用化学分析仪器对样本进行成分分析,确保材料成分符合要求。
6. 性能测试:根据产品要求,使用相应的测试设备对样本进行性能测试,如强度测试、耐磨性测试等。
7. 检验结果判定:根据检验标准,对检验结果进行判定,确定样本是否合格。
8. 检验报告:根据检验结果,生成检验报告,包括样本信息、检验结果、不合格项等内容。
9. 不合格处理:对不合格样本进行分类和处理,如退货、返修等,并记录处理结果。
《机械加工过程检验作业指导书》BR/QGS12.05文件版本:V1.0受控性质:发放编号:持有人:机械加工过程检验作业指导书2010-08-26 发布 2010-08-27实施常州博瑞电力自动化设备有限公司发布机械加工过程检验作业指导书 BR/QGS12.05目录目的 ..................................................................... .......................................................1 12 范围 ..................................................................... .......................................................1 3 职责 ..................................................................... .......................................................1 4 工作程序、要求及方法 ..................................................................... (1)4.1 检验条件 ..................................................................... .. (1)4.1.1 检验工具 ..................................................................... (1)4.1.2 检验依据 ..................................................................... (1)4.2 检验项目及要求...................................................................... .. (1)4.3 记录表单 ..................................................................... .. (2)4.4 判定结论 ..................................................................... .. (3)4.5 检验结果统计及异常情况处理 ..................................................................... (3)4.6 处理方式 ..................................................................... .............................................................. 3 5 相关文件 ..................................................................... .. (3)5.1 BR/QPS13《不合格品控制程序》 ................................................................... . (3)5.2 BR/QGC05.24《工件去毛刺作业指导书》 ................................................................... ........... 3 6 记录 ..................................................................... . (3)6.1 BR/QGS12.05-01《机械加工过程员工自检记录表》 (3)6.2 BR/QGS12.05-02《过程巡检记录表(机械车间)》 (3)6.3 BR/QGS12.05-03《过程检验记录表(机械车间)》 (3)6.4 BR/QGS12.05-04《机械加工过程检验不合格记录表》 (3)机械加工过程检验作业指导书 BR/QGS12.05机械加工过程检验作业指导书 1 目的通过规范机械加工过程检验,使其满足产品要求。
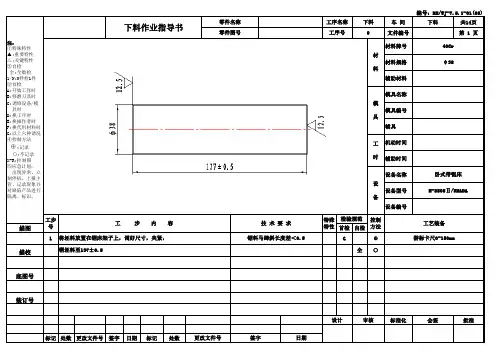
材料牌号材料规格辅助材料模具名称模具编号辅具机动时间辅助时间设备名称设备型号设备编号描图首检自检1G⊕描校全○底图号装订号标准化会签批准设计审核将坯料放置在锯床架子上,调好尺寸,夹紧,锯料马蹄斜长度差<0.5游标卡尺0-150mm锯坯料至137±0.5设备卧式带锯床H-2505Ⅱ/RMADA 检验规范控制方法工艺装备模具工步号工 步 内 容技 术 要 求特殊特性材料工时注:①特殊特性▲:重要特性△:关键特性②自检全:全数检1/N:N件检1件③首检A:开始工作时B:修磨刀具时C:调修设备/模 具时D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
40Cr φ38材料重量材料牌号技术要求检验设备辅助工具机动时间辅助时间设备名称设备型号设备编号描图介质温度(℃)时间(秒)首检自检1装筐67070空气描校底图号装订号标准化会签批准设计工艺装备装炉方式装炉温度(℃)加热温度(℃)加热时间(分)保温时间(分)注:①特殊特性▲:重要特性△:关键特性②自检全:全数检1/N:N件检1件③首检A:开始工作时B:修磨刀具时C:调修设备/工 装时D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
材料检验方法工时设备工步号工步内容操 作 要 求将毛坯轴间隙装筐铁筐单层入炉,按操作规程天车审核退火吊钩40Cr井式炉RJJ-60-97控制方法检验规范特殊特性冷却毛坯种类毛坯尺寸材料牌号夹具名称夹具型号工装名称工装编号切削液机动时间辅助时间设备名称设备型号设备编号主轴转速切削速度进给量切削深度描图r/min m/minmm/r mm首检自检1360G⊕描校1/10○底图号装订号设计游标卡尺0-150mm翻转工件,平端面至135+0.5钻中心孔B4/10工艺装备三爪夹紧外径,平一面见平YT车刀18普通车床SK360-2控制方法工时工装工步号工 步 内 容技术要求进给次数特殊特性检验规范三爪卡盘材料设备审核注:①特殊特性▲:重要特性△:关键特性②自检全:全数检1/N:N件检1件③首检A:开始工作时B:修磨刀具时C:调修设备/工 装时D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
受控副本
作业指导书
文件名称:关键零部件和材料确认检验作业指导书 文件编号:
受控正本 编制:审核:批准:
4、
并对检验报告进行检查;
5.3.2如供应商无法提供有效的产品型式试验报告,由技术工程部会同质量管理科将采购的关键零部件和
材料送有资质的检测机构进行检验,并对检验报告进行检查。
其它确认检验方式
5.4.1针对型式试验报告中有列出,但本身是没有3C或CQC认证零部件和材料(如塑胶材料、发热管
等),则需供应商提供在规定的时间内提供有效的检测报告,或者定期抽样送样到CNAS认可测试能力的检测机构进行检验(如新宝产品验证中心或其它第三方机构)。
5.4.2检验的项目、要求、频次等具体参考附件《相关零部件确认检验要求》。
5.4.3确认检验过程中若出现不合格,则及时通知相关部门处理,具体按《不合格品管理程序》处理。
&相关文件
《不合格品管理程序》
7.相关记录
《关键零部件和材料确认检验记录表》
8.附件:
《相关零部件确认检验要求》
相关零部件确认检验要求。
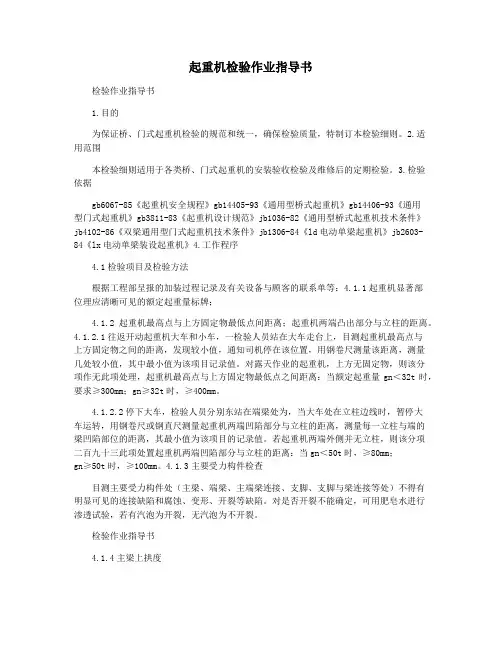
起重机检验作业指导书检验作业指导书1.目的为保证桥、门式起重机检验的规范和统一,确保检验质量,特制订本检验细则。
2.适用范围本检验细则适用于各类桥、门式起重机的安装验收检验及维修后的定期检验。
3.检验依据gb6067-85《起重机安全规程》gb14405-93《通用型桥式起重机》gb14406-93《通用型门式起重机》gb3811-83《起重机设计规范》jb1036-82《通用型桥式起重机技术条件》jb4102-86《双梁通用型门式起重机技术条件》jb1306-84《ld电动单梁起重机》jb2603-84《lx电动单梁装设起重机》4.工作程序4.1检验项目及检验方法根据工程部呈报的加装过程记录及有关设备与顾客的联系单等:4.1.1起重机显著部位理应清晰可见的额定起重量标牌;4.1.2起重机最高点与上方固定物最低点间距离;起重机两端凸出部分与立柱的距离。
4.1.2.1往返开动起重机大车和小车,一检验人员站在大车走台上,目测起重机最高点与上方固定物之间的距离,发现较小值,通知司机停在该位置,用钢卷尺测量该距离,测量几处较小值,其中最小值为该项目记录值。
对露天作业的起重机,上方无固定物,则该分项作无此项处理,起重机最高点与上方固定物最低点之间距离:当额定起重量gn<32t时,要求≥300mm;gn≥32t时,≥400mm。
4.1.2.2停下大车,检验人员分别东站在端梁处为,当大车处在立柱边线时,暂停大车运转,用钢卷尺或钢直尺测量起重机两端凹陷部分与立柱的距离,测量每一立柱与端的梁凹陷部位的距离,其最小值为该项目的记录值。
若起重机两端外侧并无立柱,则该分项二百九十三此项处置起重机两端凹陷部分与立柱的距离:当gn<50t时,≥80mm;gn≥50t时,≥100mm。
4.1.3主要受力构件检查目测主要受力构件处(主梁、端梁、主端梁连接、支脚、支脚与梁连接等处)不得有明显可见的连接缺陷和腐蚀、变形、开裂等缺陷。
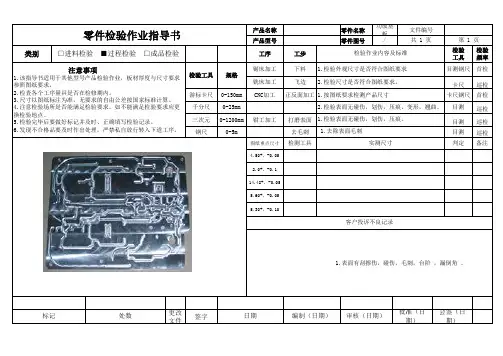
零件名称零件图号
锯床加工下料目测钢尺首检铣床加工飞边
卡尺巡检游标卡尺0-150mm CNC加工
正反面加工卡尺钢尺首检千分尺0-25mm 目测巡检三次元0-1200mm 钳工加工打磨表面目测巡检钢尺
0-5m
去毛刺
目测巡检图纸重点尺寸检测工具判定
备注
4.50+,-0.052.0+,-0.114.48+,-0.05
5.60+,-0.055.30+,-0.10
更改文件
签字产品名称功放基板文件编号产品型号/
共 1 页
第 1 页1.检验外观尺寸是否符合图纸要求2.检验尺寸是否符合图纸要求。
1.按图纸要求检测产品尺寸
2.检验表面无碰伤,划伤,压痕,变形,翘曲。
1.检验表面无碰伤,划伤,压痕。
1.去除表面毛刺
处数
日期编制(日期)审核(日期)
批准(日期)客户投诉不良记录
会签(日期)
类别
检验工具规格工序工步检验工具标记 零件检验作业指导书
检验频率□进料检验 ■过程检验 □成品检验
检验作业内容及标准
注意事项
1.该指导书适用于其他型号产品检验作业,板材厚度与尺寸要求参照图纸要求。
2.检查各个工序量具是否在检修期内。
3.尺寸以图纸标注为准,无要求的自由公差按国家标准计算。
4.注意检验场所是否能满足检验要求,如不能满足检验要求应更换检验地点。
5.检验完毕后要做好标记并及时、正确填写检验记录。
6.发现不合格品要及时作出处理,严禁私自放行转入下道工序。
1.表面有刮擦伤,碰伤,毛刺,台阶 ,漏倒角 。
实测尺寸。
可编辑修改精选全文完整版检验作业指导书(共五则)第一篇:检验作业指导书检验作业指导书1.进料检验 1.1 定义进料检验又称来料检验,是制止不良物料进入生产环节的首要控制点。
进料检验由IQC执行。
1.2 检测要项IQC在对来货检验前,首先应清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交IQC主管签发来货检验临时样品,并附相应的品质检测说明,不得在不明来货检验与验证项目、方法和品质允收标准的情况下进行验收。
1.3 检验项目与方法 1.3.1 外观检测一般用目视、手感、限度样品进行验证。
1.3.2 尺寸检测一般用卡尺、千分尺、塞规等量具验证。
1.3.3 结构检测一般用拉力器、扭力器、压力器验证。
1.3.4 特性检测如电气的、物理的、化学的、机械的特性一般采用检测仪器和特定方法来验证。
1.4 检验方式的选择 1.4.1 全检方式适用于来货数量少、价值高、不允许有不合格品物料或公司指定进行全检的物料。
1.4.2 免检方式适用于低值、辅助性材料或经认定的免检厂来料以及生产急用而特批免检的,对于后者IQC应跟进生产时的品质状况。
1.4.3 抽样检验方式适用于平均数量较多、经常性使用的物料。
样本大小:批量的10%(不少于20件),允收数AC=0,拒收数RE=1。
1.5 检验结果的处理方式 1.5.1 允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名,盖检验合格印章,通知货仓收货。
1.5.2 拒收若不合格品数大于限定的不良品个数,则判定该送检批为拒收。
IQC应及时填制《IQC退货报告》,经相关部门会签后,交仓库、采购办理退货事宜。
同时在该送检批货品外箱标签上盖“退货”字样,并挂“退货”标牌。
1.5.3 特采特采,即进料经IQC检验,品质低于允许水准。
IQC虽提出“退货”的要求,但由于生产的原因,而做出的“特别采用”的要求。
滚动轴承入厂检验作业指导书一、目的为确保轴承质量符合我司技术、装配要求,轴承存在常规缺陷或潜在性缺陷时能够及时发现、判定,并加以控制与改善,使后工序能够顺畅进行,特拟订本检验规范。
二、范围适用于本厂轨道交通产品用所有外购轴承的正常供货检验1及其他供货方式的检验2。
三、检验标准(一)、正常供货的检验简化代号FAG SKF NSK30222A 30222A 30222J2 HR30222JNU315E NU315E.M1.C3 NU315ECM/C3 NU315E.M.C3NU2315E NU2315E .M1.C3 NU315ECML/C3B20 NU2315E.M.C3QJ315N2 QJ315N2MPA QJ315N2MA ——NU314E NU314EM1C3 NU315ECM/C3 NU315E.M.C31、检验项目①、外观a)数量正确,商标、规格型号、清晰可辨,精度等级正确;b)无各种机械伤痕:磨伤、划伤、压伤、碰伤等;c)无锈蚀、黑皮、麻点;d)无各种裂纹(肉眼观察);e)无起皮和折叠缺陷;f)保持架的铆接或焊接不得有铆钉头偏位、歪斜、松弛、缺肉或“双眼皮”,焊接的位置应正确,焊点不得过大或过小,不得焊接不牢或焊接过度引起卡住滚动体现象。
常见的轴承外观缺陷内圈锈蚀外圈台阶外圈划伤1正常供货检验指轴承供应厂家按正常的供货周期连续供货,中间未断供、所供产品未发生变化(品牌、精度等级、产地等)2其他供货方式包括:首次供货检验、连续断供3批恢复供货后的检验、供应产品发生变化的检验(品牌、精度等级、产地等)、客户要求的检验、公司组织的例检、使用中有疑似质量问题出现时、其他特殊情况下的检验。
②、尺寸精度轴承名称 外径D内径d 宽度T (B ) 适用 备注 30222A Ø200 0-0.03Ø110 0-0.0241 0-0.20齿轮箱 NU315E Ø160 0-0.025Ø75 0-0.01537 0 -0.15NU2315E Ø160 0-0.025Ø75 0-0.01555 0 -0.15 QJ315N2 Ø160 0-0.025Ø75 0-0.01537 0 -0.15 NU314E Ø150 0-0.018Ø75 0-0.01535 0 -0.15 NJ313 Ø140 0-0.018Ø65 0-0.01533 0 -0.15 70%DDB QJ215 Ø130 0-0.015Ø75 0-0.01525 0 -0.04 NU215 Ø130 0-0.018Ø75 0-0.01525 0 -0.04NJ315 Ø160 0-0.025Ø75 0-0.01537 0 -0.15 NJ2314 Ø150 0-0.018 Ø70 0-0.015 51 0 -0.15576050 Ø285.75+0.025 0Ø215.9+0.025 046.038+0.35-0.25563839 Ø285 0-0.025 Ø220 0-0.03 41+0.35 -0.25 31314 Ø150-0.005 -0.015Ø70-0.010 -0.018 38+0.200 0 B 型车 NSK QT9A 32940 Ø280 0-0.025Ø200-0.010 -0.03251+0.200 0 NSK QT256023DU Ø40 0-0.011Ø17 0-0.00812 0 -0.120滑环 检验检具外径千分尺内径千分表游标卡尺————注:该表中P0级轴承公差为轴承手册规定公差,检验应以图纸为最终检验依据,该表只做参考。
机械加工零件检验手册机械加工零件检验手册在进行检验前,质检人员应仔细阅读图纸和技术要求,如有疑问应及时与相关人员沟通,以确保完全理解图纸和技术资料的要求。
在检验时,应按照图纸要求测量基准进行测量。
如果图纸未规定基准,则应尽可能使测量基准与设计基准重合。
如果图纸中未规定表面粗糙度要求,则粗加工工序加工后的表面粗糙度Ra值应不小于25μm。
在使用测量工具时,应正确使用,并避免用力过猛。
质检人员应本着“先重要,后次要”的测量原则,对于图纸尺寸要求严格的工件,应参照公差对照表找出公差范围并进行100%检验。
为避免量具误差,质检人员应统一测量一个尺寸并在多个点位进行测量,以保证测量结果的正确性,并填写质量检验记录。
在进行检验时,必须依照图纸等技术资料按照检验项目、测量工具及检验方法进行检验。
例如,在检验外观时,需要目测工件表面是否有划痕、磕碰等现象,以及工件表面是否清洁无污渍、锈斑、焊斑等。
在测量外径尺寸时,应使用外径千分尺,并在测量前校对量具。
对于孔的精度要求不高的工件,可以使用游标卡尺测量,而对于孔的精度要求较高的工件,则应使用塞规或内径百分表进行测量。
总之,在进行机械加工零件的检验时,质检人员应仔细阅读图纸和技术要求,并按照标准的检验项目、测量工具及检验方法进行检验,以确保工件的质量符合要求。
管式内径千分尺可用于测量50mm以上的孔径。
在使用前,需要选择合适的长杆,并使用外径千分尺校正零位。
使用时,内径千分尺应在孔内摆动,在直径方向找出最大值和轴上找出最小值,这两个重合值就是孔的实际尺寸。
游标量角器(角度尺)适用于单件小批量生产、圆锥精度不高的测量。
根据工件角度大小选择不同的测量装置,角度调好后,紧靠工件的标准面,用透光法检查。
角度样板适用于大批量生产的产品测量。
使用专用样板,样板通过中心,用透光法检查是否合格。
锥度量规用于评定锥度精度要求较高时以接触面积的大小来评定锥度精度的产品。
使用圆锥塞规和套规均匀分部涂抹三条显示剂与工件圆锥接触并转动半圈,显示剂均匀,说明接触良好,锥度正确。
检验作业指导书1.目的规范检验工作,提高产品质量,确保产品满足组织的品质要求。
2.范围适用于我司自制或委外协作加工的所有加工件。
3.职责品质部是本公司的质量管理部门,负责产品检验工作并记录验收结果。
4.内容检验流程-检验方法-判定标准-检验报告-不良品处理-纠正预防措施4.1检验流程供应商按照采购订单送货到公司将送货单给仓库,仓库按照采购订单及收货单上的名称、编号、数量对来料进行验收;如发现有缺件、编号与名称不符等情况验可退货给供应商,验收合格后,仓库开立《来料检验通知单》交品质部检验,品质部按照图纸、技术规范、及抽样水准对来料进行抽样检验。
接到仓库开立的来料检验通知单后,检验员需在半小时内进行检验工作,整理好该批次的相关图纸及检验工具,到现场进行验收工作,检验合格的部件粘贴“绿色”合格标签;检验不合格粘贴“红色”不良标签,并填写《品质异常处理单》召集相关部门进行原因分析和改善;将检验结果记录每日检验日报表中;并跟进不合格品的处理及改善效果,将检验合格的产品交由仓库入库。
相关表单文件及抽样水准《进料品质控制流程》《来料检验通知单》《机架过程品质控制流程》《品质异常处理单》《来料检验日报表》《问题点记录表》4.2 检验方法原材料核对:核对产品的名称、材质、型号规格、图号、材质证明、厂家的出厂检验记录。
成品外观检验:表面不允许有砂孔、毛刺、裂纹、塑性变形,不允许有明显的划痕、凹凸、折痕、污渍、色差等,必须符合工艺或技术文件标准,零部件的编号规则及位置与相关技术文件或图纸规定要一致。
尺寸、角度、形位误差的检验:根据标准要求选择合适的检验器具或配合其他辅助检测工具进行检验,并详细真实的记录检验结果。
按照图纸标注的长宽、孔径、距离、角度、槽、标注公差、螺纹长宽及纹牙、表面处理,逐一进行检验,重要部件做好检验数据记录,必要时可进行简单的装配查看配合是否异常,必须符合图纸技术要求。
机架件注意其图纸要求的材质及表面处理要求,严格按照图纸尺寸公差验收,加工成型后不得有沟痕、碰伤等损坏表面,降低强度及寿命的缺陷,去边角及毛刺。
1、目的
本文件旨在规定零件检验的质量保证、技术要求。
2、范围
本文件适用于本公司所有的机械加工类零件。
3、引用标准 :无
4、定义: 无。
5、检验方法
5.1零件的表面处理的检验
依照下列四个文件检验
1、零件氧化发黑检验作业指导书
2、零件镀铬检验作业指导书
3、零件镀锌检验作业指导书
4、零件镀镍检验作业指导书
5.2 表面粗糙镀检验
5.2.1、目测检测
当工件表面粗糙度比规定的粗糙度明显的好或不好,不需使用更精确的方法检验,工件表面存在着明显影响表面功能的表面缺陷,选择目测检验判定。
5.2.2、比较检测
若用目测检查不能做出判定,可采用视觉或显微镜将被测表面与粗糙度比较样块比较判定。
5.3硬度检验:
根据图纸的技术要求用洛氏硬度机、布氏硬度机检验零件的硬度。
5.4 尺寸公差:
5.4.1标注尺寸公差
对于尺寸公差带在0.1以内的要用千分尺或比千分尺精度更高的检验仪器检验,对于公差带在0.1以上的,可用游标卡尺检验。
5.4.2未标注尺寸公差
按GB/T 1804-f标准检验
GB/T 1804-f
基本尺寸 0.5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000公差 ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5
5.5形状公差
5.5.1直线度的检验
用指示器法检验直线度。
其检验方法为:将被测零件支撑在平板上,平板工作面为检验基准,按一定的方式(此出用直线式)布点,用指示器对被测表面上各测点进行检验并记录所测数据,然后,按一定的方法评定其误差值。
指示器直线度、平面度布点示意图
5.5.2平面度的检验
用指示器法检验零件的平面度
5.6位置度公差
5.6.1平行度检验
常用平板、心轴或V型架来模拟平面、孔或轴作基准,然后检验被测线、面上各点到基准的距离之差,以最大相对差作为平行度误差。
5.6.2垂直度检验
有光隙法检验垂直度,其方法为:
1.按下图所示,将被测零件的基准和宽座角尺放在检验平板上,并用塞尺(厚薄规)检查是否接触良好(以最薄的塞尺不能插入为准)
2.移动宽座角尺,对着被测表面轻轻靠近,观察光隙部位的光隙大小,用厚薄规检查最大和最小光隙尺寸值,并将其值记录下来。
3.最大光隙值减去最小光隙值即为垂直度误差。
5.6.3同轴度检验
用V型架法检验零件的同轴度,其方法为:
1.将被测量零件放在V型架上。
2.按选定的基准轴心方法确定基准轴线的位置。
3.测量实际被测要素各正截面轮廓的半径差值,计算轮廓中心点的坐标。
4.根据基准轴线的位置及实际被测轴线上的各点的测得值,确定被测要素的
同轴度误差。
1.被测工件
2.指示器
3.V型架
5.6.4对称度检验
通常是用测长仪器检验对称的两平面或圆柱面的两边素线各自到基准平面或圆柱面的两边素线的距离之差。
检验时用平板或定位块模拟基准滑块或槽面中心平面。
5.6.5跳动检验
5.6.5.1径向圆跳动检验
基准轴线由V形架模拟被测零件轴向定位,指示器触头垂直于基
准轴线。
被测零件回转一周过程中,指示器读数的最大差值为所测平
面的径向跳动误差。
按上述方法重复检验若干个截面,取各截面读数
最大差值为该零件的径向圆跳动误差。
5.6.5.2端面圆跳动检验
基准轴线由V形架模拟被测零件轴向定位,指示器平行于基准。
被测零件回转一周过程中,指示器读数的最大差值为所测平面的端面 跳动误差。
按上述方法重复检验若干个截面,取各截面读数最大差值 为该零件的端面圆跳动误差。