数控系统数控刀补原理
- 格式:ppt
- 大小:2.67 MB
- 文档页数:44


数控车床刀补设置是哪种方式下设置的数控车床是现代制造业中常见的自动化加工设备,它的运行精度和效率直接受到刀具刃磨状态的影响。
刀具刃磨的关键环节之一便是刀补设置,而数控车床的刀补设置方式有多种,包括机床程序控制刀补、数显仪表手动刀补和自动测量与刀补。
本文将深入探讨这三种不同的方式下,数控车床刀补设置的原理和应用。
机床程序控制刀补在数控车床加工过程中,通过在程序中设定刀补值,机床会自动根据设定值进行刀偏补偿。
这种方式下,刀补值可以在程序中灵活调整,针对不同形状和规格的加工零件进行刀补优化,提高加工精度和效率。
机床程序控制刀补的优点在于操作简便、调整方便,同时适用于批量加工情况下的快速刀补设置。
然而,这种方式也存在着刀补值容易受程序编写水平和操作技术水平影响的缺点,需要操作人员具备一定的编程和专业知识才能正确设置刀补值。
数显仪表手动刀补数显仪表手动刀补是一种常见的刀补设置方式,操作人员通过对数显仪表进行手动操作,实时调整刀补值。
这种方式下,操作简单直观,避免了程序编写的复杂性,适用于小批量加工和单件加工情况下的快速刀补设置。
数显仪表手动刀补的优点在于操作便捷、实时响应、适用范围广泛,同时可以通过数显仪表直观地监控刀具刃磨磨损情况,及时调整刀补值,保证加工质量。
然而,这种方式下刀补值的调整仍受操作人员经验和技术水平的影响,需要操作人员具备一定的机床操作和刀具切削知识。
自动测量与刀补自动测量与刀补是一种先进的刀补设置方式,通过在数控车床上安装自动测量装置,实时监测刀具刃磨磨损情况,自动调整刀补值。
这种方式下,可以实现刀补的自动化管理,减少了人为干预,提高了加工精度和效率。
自动测量与刀补的优点在于实时监测、精准调整、自动化程度高,能够适应复杂零件加工和高精度加工的需求。
然而,这种方式下的设备和技术要求较高,需要投入一定的成本,操作人员也需要接受专业的培训才能熟练操作。
综上所述,数控车床刀补设置的方式有机床程序控制刀补、数显仪表手动刀补和自动测量与刀补三种,每种方式都有其特点和适用范围。

3.3 刀具补偿原理刀具补偿(又称偏置),在20世纪60~70年代的数控加工中没有补偿的概念,所以编程人员不得不围绕刀具的理论路线和实际路线的相对关系来进行编程,容易产生错误。
补偿的概念出现以后很大地提高了编程的效率。
具有刀具补偿功能,在编制加工程序时,可以按零件实际轮廓编程,加工前测量实际的刀具半径、长度等,作为刀具补偿参数输入数控系统,可以加工出合乎尺寸要求的零件轮廓。
刀具补偿功能还可以满足加工工艺等其他一些要求,可以通过逐次改变刀具半径补偿值大小的办法,调整每次进给量,以达到利用同一程序实现粗、精加工循环。
另外,因刀具磨损、重磨而使刀具尺寸变化时,若仍用原程序,势必造成加工误差,用刀具长度补偿可以解决这个问题。
刀具补偿分为2种:☆刀具长度补偿;☆刀具半径补偿。
文献《刀具补偿在数控加工中的应用》(工具技术,2OO4年第38卷No7,徐伟,广东技术师范学院)中提到在数控加工中有4种补偿:☆刀具长度补偿;☆刀具半径补偿;☆夹具补偿;☆夹角补偿(G39)。
这四种补偿基本上能解决在加工中因刀具形状而产生的轨迹问题。
3.3.1 刀具长度补偿1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,如果两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时如果设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z+(或Z)补偿了丝锥的长度,保证了加工零点的正确。
刀具半径补偿原理及补偿规则在加工过程中,刀具的磨损、实际刀具尺寸与编程时规定的刀具尺寸不一致以及更换刀具等原因,都会直接影响最终加工尺寸,造成误差。
为了最大限度的减少因刀具尺寸变化等原因造成的加工误差,数控系统通常都具备有刀具误差补偿功能。
通过刀具补偿功能指令,CNC系统可以根据输入补偿量或者实际的刀具尺寸,使机床自动加工出符合程序要求的零件。
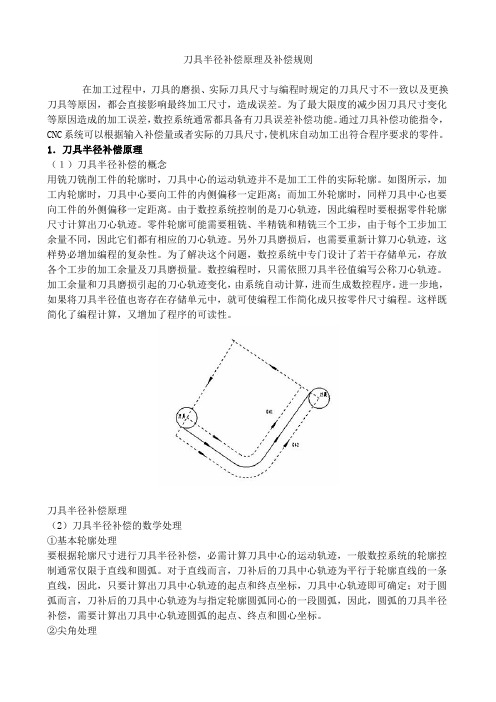
1.刀具半径补偿原理(1)刀具半径补偿的概念用铣刀铣削工件的轮廓时,刀具中心的运动轨迹并不是加工工件的实际轮廓。
如图所示,加工内轮廓时,刀具中心要向工件的内侧偏移一定距离;而加工外轮廓时,同样刀具中心也要向工件的外侧偏移一定距离。
由于数控系统控制的是刀心轨迹,因此编程时要根据零件轮廓尺寸计算出刀心轨迹。
零件轮廓可能需要粗铣、半精铣和精铣三个工步,由于每个工步加工余量不同,因此它们都有相应的刀心轨迹。
另外刀具磨损后,也需要重新计算刀心轨迹,这样势必增加编程的复杂性。
为了解决这个问题,数控系统中专门设计了若干存储单元,存放各个工步的加工余量及刀具磨损量。
数控编程时,只需依照刀具半径值编写公称刀心轨迹。
加工余量和刀具磨损引起的刀心轨迹变化,由系统自动计算,进而生成数控程序。
进一步地,如果将刀具半径值也寄存在存储单元中,就可使编程工作简化成只按零件尺寸编程。
这样既简化了编程计算,又增加了程序的可读性。
刀具半径补偿原理(2)刀具半径补偿的数学处理①基本轮廓处理要根据轮廓尺寸进行刀具半径补偿,必需计算刀具中心的运动轨迹,一般数控系统的轮廓控制通常仅限于直线和圆弧。
对于直线而言,刀补后的刀具中心轨迹为平行于轮廓直线的一条直线,因此,只要计算出刀具中心轨迹的起点和终点坐标,刀具中心轨迹即可确定;对于圆弧而言,刀补后的刀具中心轨迹为与指定轮廓圆弧同心的一段圆弧,因此,圆弧的刀具半径补偿,需要计算出刀具中心轨迹圆弧的起点、终点和圆心坐标。
②尖角处理在普通的CNC装置中,所能控制的轮廓轨迹只有直线和圆弧,其连接方式有:直线与直线连接、直线与圆弧连接、圆弧与圆弧连接。

数控刀补原理数控刀补原理数控刀补是指通过计算机控制的方式在数控加工中对刀具进行调整的技术。
在数控加工中,刀具的误差和磨损是不可避免的,使用刀补技术可以使加工精度得到提高。
一、数控刀补的作用数控刀补的作用是对加工中刀具的误差进行补偿,使得机床可以更准确的加工出零件。
在数控加工中,通过预设刀具的补偿值,来将刀具的实际指向达到理想的指向,从而减少工件的误差。
二、刀补方式数控刀补主要有刀尖补偿、刀具半径补偿、刀具长度补偿三种方式:1. 刀尖补偿刀尖补偿是指在加工过程中,刀具的转角密切影响着切削力和精度,通过调整刀尖的位置,来补偿误差的影响。
刀尖补偿一般适用于小浅孔加工或槽加工,由于加工深度不深,所以误差主要由刀尖位置引起。
2. 刀具半径补偿刀具半径补偿是指在加工中,由于刀具磨损或工艺要求,在刀具半径方向上进行误差补偿。
该补偿方式适用于不同直径的切削,例如加工槽、棱形或外形时,由于直径大小不一致,需要进行调整。
3. 刀具长度补偿刀具长度补偿是指在加工过程中,由于刀具长度的问题出现误差,该方式适用于龙门加工、雕刻等加工过程中。
龙门加工中,由于刀具长度不同,所以需要进行补偿。
在雕刻中,刀具长度与加工精度非常相近,刀具长度补偿就显得尤为重要。
三、刀补预设置刀补预设置是指在数控机床上,将刀补参数设置到系统中。
在预设时,需要考虑刀具的特性,如其长度、直径、材质等,还需要考虑加工的精度要求,适当的工艺参数以及被加工物料的特性等等,从而预设出合适的刀补参数。
四、刀补误差的影响因素刀补误差是影响加工精度的重要因素,在预设参数时,需要考虑各种因素。
1. 刀具自身的误差:由于刀具的加工、装夹等问题,也会对加工误差产生一定贡献。
2. 工作零件的误差:由于被加工零件的材料、尺寸等因素,对加工误差也有一定影响。
3. 工艺参数的选择:加工中,选择合适的工艺参数也是减少误差的重要措施,比如进给速度、切削深度等。
4. 加工过程中的其他因素:例如润滑、温度等因素也会对误差产生影响。

数控机床的刀具补偿与补偿方法数控机床是一种通过计算机编程来控制刀具自动运动的高精度机床。
而在数控机床的加工过程中,刀具磨损是不可避免的。
为了确保加工的精度和质量,需要对刀具的磨损进行补偿。
本文将介绍数控机床的刀具补偿及其方法。
刀具补偿是指在数控机床的程序中,通过计算机控制的方式,根据刀具磨损的情况进行刀补操作,使得机床能够保持加工精度。
刀具补偿主要分为几种类型:半径补偿、长度补偿、倾斜补偿、刀尖位置补偿等。
首先,半径补偿是常见的刀具补偿方式之一。
在数控机床中,刀具刃尖的磨损会导致加工半径发生变化,从而影响到加工结果。
为了纠正加工误差,可以通过半径补偿进行校正。
一般来说,半径补偿是通过在程序中输入一个补偿值,将刀具的半径进行相应的增加或减少,以保持加工精度。
其次,长度补偿也是常用的一种刀具补偿方法。
在数控机床中,切削刀具的长度磨损会导致切削深度的变化。
为了保持加工的一致性和精度,可以通过长度补偿来进行校正。
长度补偿的原理是通过在程序中输入一个补偿值,使刀具的位置发生相应的变化,从而达到加工深度的控制。
倾斜补偿是指在加工过程中,刀具出现倾斜现象,导致加工精度下降。
为了解决这个问题,可以通过倾斜补偿来进行校正。
倾斜补偿的原理是通过在程序中调整坐标偏移量,使得刀具在加工过程中能够保持正确的倾斜角度,从而保持加工精度。
最后,刀尖位置补偿是一种通过调整刀具运动轨迹来控制加工精度的方法。
在数控机床的切削过程中,刀尖的位置可能会发生偏移。
通过刀尖位置补偿,可以通过调整刀具的路径来保持刀尖的正确位置,从而实现精确的加工。
综上所述,数控机床的刀具补偿方法主要包括半径补偿、长度补偿、倾斜补偿和刀尖位置补偿等。
这些方法通过在数控机床的程序中输入相应的补偿值或调整坐标偏移量,能够对刀具磨损进行有效的补偿,从而保证加工的精度和质量。
刀具补偿是数控机床加工过程中不可或缺的一部分,它使得机床能够适应刀具磨损的变化,同时提高了加工的效率与精度。
数控机床怎样刀补数控机床的刀补是指通过数控系统对刀具位置进行微小调整,从而达到提高加工精度和效率的目的。
刀补是数控加工中非常重要的一环,正确的刀补可以保证产品的质量,同时也可以延长刀具的使用寿命。
本文将介绍数控机床的刀补原理、方法以及注意事项。
一、刀补原理在数控机床加工过程中,刀具会受到磨损和破损的影响,因此需要进行刀具补偿以保证加工精度。
刀补的原理是根据加工零件的尺寸偏差或刀具磨损情况,在数控系统中设定相应的补偿值,使得数控机床在运行时对刀具位置进行微调,从而达到期望的加工效果。
二、刀补方法1. 手动刀补手动刀补是最为简单的刀补方法,通过手动操作数控系统进行刀具偏置值的设定。
操作人员需要根据加工件的实际情况和刀具磨损程度,手动输入相应的刀补数值,来实现刀具位置的微调。
2. 自动刀补自动刀补是指利用数控系统中的自动刀补功能,通过设定相关参数和程序,实现对刀具自动补偿。
自动刀补通常可以根据加工程序、刀具类型和加工材料等因素自动计算刀补值,省时省力且准确度更高。
三、刀补注意事项1. 刀具选择在进行刀具补偿时,应根据加工零件的特点和刀具材质选择合适的刀具。
不同的刀具对应的刀补数值可能会有所不同,因此正确选择刀具对刀补的准确性至关重要。
2. 刀补数值刀补数值的设定应该准确可靠,避免过大或过小的刀补值导致加工精度下降或刀具磨损过快的情况发生。
在设定刀补数值时,应该参考实际加工情况和经验积累,保证刀补的有效性。
3. 定期检查为了确保刀补的有效性,操作人员应该定期检查刀具的磨损情况和加工零件的尺寸精度,及时调整刀补数值以保证加工质量。
四、结语数控机床的刀补是数控加工过程中至关重要的环节,正确的刀补方法和注意事项能够有效提高加工效率和产品质量。
通过合理的刀补调整,数控机床能够更好地发挥其加工能力,满足不同加工需要的要求。
希望本文的介绍能为广大数控机床操作人员提供一些参考和帮助。