碳素工具钢的热处理及其应用
- 格式:pdf
- 大小:81.82 KB
- 文档页数:2


摘要T10钢车刀是用于车削加工的、具有一个切削部分的刀具。
车刀是切削加工中应用最广的刀具之一。
车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的构造、排屑或容储切屑的空间、切削液的通道等构造要素。
在切削过程中,刀具的切削部分要承受很大的压力、摩擦、冲击和很高的温度。
因此,刀具材料必须具备高硬度、高耐磨性、足够的强度,韧性和抗氧化性,还需具有高的耐热性〔红硬性〕,即在高温下仍能保持足够硬度的性能。
[关键词] 切削耐磨高硬度红硬性技术要求高硬度,高耐磨性是刀具最重要的使用性能之一,假设没有足够的高的硬度是不能进展切削加工的。
否那么,在应力作用下,工具的形状和尺寸都要发生变化而失效。
高耐磨性那么是保证和进步工具寿命的必要性,除了以上要求红硬性及一定的强度和韧性。
在化学成分上,为了使工具钢尤其是刃具钢具有较高的硬度,通常都使其含有较高的的碳〔W〔C〕=0.65%~1.55%〕,以保证淬火后获得高碳马氏体,从而得到高的硬度和切断抗力,这对减少防止工具损坏是有利的。
大量的含碳质量分数又可进步耐磨性,碳素工具钢的理想淬火组织应该是细小的高碳马氏体和均匀细小的碳化物,工具钢在热处理前都应进展球化退火,以使碳化物呈细小的颗粒状且分布均匀。
工作条件及性能要求刃具在切削过程中,刀刃与工件外表金属互相作用,使切削产生变形与断裂,并从工件整体剥离下来。
故刀刃本身承受弯曲、改变、剪切应力和冲击、振动等负载荷作用。
由于切削层金属的变形及刃具与工件、切削的摩擦产生大量的摩擦热,均使刃具温度升高。
切屑速度越快,那么刃具的温度越高,有时刀刃温度可达600℃左右。
失效形式及使用性能刀刃是的失效形式有很多种,磨损是刀具失效的主要原因之一,如崩刃,折断和断裂等等。
〔1〕为了保证刃具的使用寿命,应要求有足够的耐磨性。
高的耐磨性不仅决定于高硬度,同时也取决于钢的组织。
在马氏体基体上分布着弥散的碳化物,尤其是各种合金碳化物能有效地进步刃具钢的耐磨才能。
碳素工具钢特性和用途:碳素工具钢简称碳工钢,其冷、热加工性能,耐磨性能好,价格低廉,在工具钢中是被广泛采用的钢种。
1. T7钢,为亚共析钢,淬火回火后具有较高的强度和韧性,且有一定的硬度,但热硬性低,淬透性差、淬火变形大。
常用于制造能承受振动和撞击,要求较高韧性,但切削性能要求不太高的工具,如凿子、冲头等小尺寸风动工具,木工用锯和凿,简单胶木模、锻模、剪刀、手锤、镰刀等。
2. T8钢,为共析钢,淬火回火后具有较高的硬度和耐磨性,但热硬性低,淬透性差、加热时容易过热,变形也大,塑性强度也较低。
常用于不受大冲击,需要较高硬度和耐磨性的工具,如简单的模子和冲头、切削软金属的刀具、木工用的铣刀和斧、凿、錾、圆锯片以及钳工装配工具、虎钳钳口等。
3. T8Mn钢,性能同T8近似,但因加入了锰,淬透性较好,淬硬层较深。
用途同T88,但可制造断面较大的工具。
4. T9钢,性能同T8,但因碳含量较高一些,故硬度和耐磨性较高,韧性较差一些。
常用作硬度较高,有一定韧性,但不受剧烈震动冲击的工具,如中心铳、冲模、冲头、木工切削工具以及饲料机刀片、凿岩石凿子等。
5.T10钢,为过共析钢,在淬火加热时不易过热,仍保持细晶粒。
韧性尚可,强度及耐磨性均较T7-T9高些,但热硬性低,淬透性仍然不高,淬火变形大。
这种钢应用较广,适于制造切削条件较差、耐磨性要求较高且不受突然和剧烈冲击振动而需要一定的韧性及具有锋利刃口的各种工具,如车刀、刨刀、钻头、丝锥、扩孔刀具、螺丝板牙、铣刀手锯锯条、小尺寸冷切边模及冲孔模,低精度而形状简单的量具(如卡板等),也可用作不受较大冲击的耐磨零件。
6. T11钢为过共析钢,其碳含量介于T10、T12之间,具有较好的综合力学性能(如强度、硬度、耐磨性及韧性等)。
用途与T10钢基本相同,但不如T10钢广泛。
7. T12钢含碳高、耐磨性好,但脆性较大。
用作不受冲击的各种工具和耐磨零件,如车刀、铣刀、丝锥、扳牙、锉刀、刮刀、以及小的冷切边模、冲孔模等。
碳素工具钢的特性和用途碳素工具钢生产成本较低,原材料来源方便:易于冷热加工,在热处理后可获得相当高的硬度;在工作受热不高的情况下,耐磨性也较好,因而得到广泛的应用。
其中,高级优质碳索工具钢韧度较高,磨削吋可获得较高的光洁度,适宜制造形状复杂、精度较高的工具。
T7、T7A具有好的帮性和强度,能承受振动和冲击负荷,硬度适中具有较大韧度。
用作承受冲击负荷不大而且具有较高硬度及耐磨性的各种工具,如锻模、凿子、锤、简单的铳头、金属剪切刀、扩孔钻、钢印、木工工具、风动工具、锯软金属及木料锯片(条)、切削铜用工具、制作铆钉及钉用工具、钻凿工具(如中空钢)、打印皮革用印模。
T8、T8A淬火加热时容易过热,畸变也大,塑性及强度也比较低,不直制造承受较大冲击的工具,但热处理后有较高的硬度及射磨性,多用来制造切削刃口在工作时不变热的工具,或制造能承受振动和需有足够韧度且有较高硬度的工具,如各种木工工具、风动工具、钳工装配工具、简单模具、冲头、钻、凿、斧、锯、改锥、机床顶针、剪铁皮用剪子、较钝的外科医疗用具、泥工用镘、车工用工具、矿山凿岩钎子(中空钢)等。
T8Mn、T8MnA有较高的淬透性,能获得较深的淬硬层,可用于制造断面较太的木工工具、手锯条、煤矿用凿、石工用凿等。
T9、T9A用来制造有一定韧度而1具有较高硬度的各种工具,如冲楔、冲头、木工工具、农机中的切割零件等,还可作凿岩用工具(中空钢),T9 还可作铸模的分流钉。
T10、T10A在淬火加热(800℃)时不易过热,仍保持细晶粒组织,韧度较小,有较高的耐磨性。
用作不承受冲击负荷而具有锋利刃口与少许韧度的工具,如车刀、刨刀、拉丝模、丝锥、扩孔刃具、搓丝板、铣刀,以及制造切削刃口在工作时不变热的工具,如木工工具、手锯条、钻、切纸和切烟叶用刀具、硬岩石用钻子、锉刀、钳工用刮刀、刻纹用凿子、小型冲模等。
T11、T11A具有较好的综合机械性能,如硬度、耐磨性及韧度等,用于制造在工作时切削刃口不变热的工具,如丝锥、挫刀、扩孔钻,板牙、刮刀、量规、切烟叶刀、断面尺寸小的冷切边模、冲孔模以及木工工具等。

钢材常用的热处理方法及常见零件的热处理工艺一、钢材常用的热处理方法1、正火钢的正火就是将钢加热到适当温度,保温一定时间,然后在空气中进行冷却。
正火的目的是为了材料的组织均匀,增加强度与靭性,消除粗切削加工后的加工硬化现象,改善切削加工性能,并为其后的淬火做细化晶粒的组织准备。
2、淬火钢的淬火就是将钢加热到临界温度以上,保持一定时间,然后在适当的淬火介质中进行冷却,以获得较好的组织结构和性能。
钢经过淬火后,其硬度和强度均显著提高。
钢的加热情况可以其灼热的颜色来判定。
钢加热温度的选择见表1。
钢经过淬火,虽然会提高其硬度和强度,但由于淬火会产生内应力使钢变脆,所以淬火后必须进行回火。
3、回火钢的回火就是将钢件淬火后再加热到适当温度,并保温一定时间,然后在空气中或在水、油等介质中冷却到室温。
回火的目的是为了消除淬火时产生的内应力,减少脆性,提高钢的塑性和韧性,改善加工性能。
钢的回火分为高温回火、中温回火和低温回火3种。
碳素工具钢的回火温度见表2。
表2碳素工具钢的回火温度4、退火钢的退火就是将钢加热到临界温度以上,保温适当时间,然后在炉中缓缓冷却。
退火的目的是为了消除内应力和组织不均匀及晶粒粗大等现象,降低硬度,消除坯件的冷硬现象,提岛切削加工性能。
碳钢的退火规范见表3。
表3碳钢的退火规范注:临界温度是指在该温度下,钢的组织发生了变化。
二、几种常见零件的热处理1、齿轮机床齿轮的热处理见表3。
2、蜗轮蜗轮的热处理见表43、丝杠丝杠广泛应用于机床和各种机械的传动机构中。
丝杠传动能保证直线移动有较高的精确性和均匀性。
为此,丝杠必须具有一定的强度及较高的耐磨性和精度保持性。
丝杠的材料必须具有足够的机械性能和良好的切削加工性。
经过热处理后,应具有较高的硬度和最小的变形。
为了避免弯曲变形,丝杠的热处理通常都在井式炉中进行。
丝杠如果变形,必须进行校直(并且,最好是热校直)。
但是经过校直的丝杠,必须进行彻底的消除内应力的处理。

swrch35k热处理硬度
摘要:
1.热处理的概念和目的
2.SK5 钢的性质和应用
3.SK5 钢的热处理过程
4.热处理后SK5 钢的硬度表现
5.总结
正文:
一、热处理的概念和目的
热处理是一种通过改变金属材料的组织结构,从而改善其性能和寿命的工艺。
热处理主要包括退火、正火、淬火和回火等过程。
这些过程可以提高金属材料的硬度、强度、韧性和耐磨性等性能,使其满足不同的使用要求。
二、SK5 钢的性质和应用
SK5 是日本标准的一种碳素工具钢,相当于我国的T8、T8Mn 或T9 钢。
它具有良好的韧性和强度,广泛应用于切削刀具、冷作模具和工具等领域。
三、SK5 钢的热处理过程
SK5 钢的热处理主要包括退火和淬火两个过程。
退火是将SK5 钢加热到一定温度,保持一段时间,然后缓慢冷却至室温,以降低硬度和提高韧性。
淬火是将SK5 钢加热至适当温度,然后迅速冷却至室温,以提高硬度和强度。
四、热处理后SK5 钢的硬度表现
退火状态的SK5 钢布氏硬度约为200,相当于韦氏硬度210 左右。
经过淬火处理的SK5 钢洛氏硬度大于等于62,相当于韦氏硬度766 左右。
这些硬度值可以满足大多数切削和冷作模具应用的要求。
T10刚的热处理1、预备热处理(球化退火)锻造后为了给后序的加工、最终热处理工序作好准备, 应消除锻件内的应力, 改善组织, 并使其具有合适的硬度和稳定细小的组织, 以利于机械加工。
因此锻件要在毛坏状态下进行预先热处理。
T10A 碳素工具钢, 一般采取球化退火, 使渗碳体成球状均匀分布, 若锻件沿晶界出现网状碳化物时, 则先进行正火处理, 消除网状碳化物, 然后进行球化退火。
通常采用球化退火, 以获得铁素体机体上分布的细小均匀的粒状碳化物组织。
表1 球化退火工艺参数钢号加热等温温度/℃时间/ h温度/℃时间/ h 空冷硬度T10A 750~ 780 2~ 3 680~ 700 3~ 5 炉冷至500℃空冷 HB197 2、最终热处理(淬火+低温回火)2.1、淬火( 1) 淬火温度T10淬透性低。
需要用水冷却, 容易产生变形和淬裂, 另外碳素工具钢对过热敏感, 晶粒容易长大, 其淬火温度一般是在碳化物与奥氏体共存的两相区内, 这是由于碳化物的存在不仅可以阻止奥氏体的长大, 使碳素工具钢保持较小晶粒,从而能在高硬度条件下保证具有一定的韧性; 而且剩余碳化物的存在也有利于模具耐磨性的提高。
为防止过热, 选取最低的淬火加热温度( 760~ 780℃ ) , 是获得最好机械性能的关键,为防止淬火开裂, 必须在淬火方法上实现均匀冷却。
( 2) 加热、保温时间的确定由于加热时间与模具的材质、工件大小有关。
升温时间因工件大小而异, 保温时间依材质而不同, 加热时间不可取一定值, 加热时间的长短直接影响模具的组织性能。
为保证T10A 冷作模具基体奥氏体化, 碳化物溶解, 必须有一定保温时间, 保温时间采用40~ 60 min。
2.2、回火模具在淬火或电火花加工后应及时进行回火处理, 回火温度应根据模具的硬度性能要求选择不同的回火温度, 以获得不同强度、韧性及硬度要求, T10 碳素工具钢在不同回火温度下的硬度如表表2T10 碳素工具钢在不同回火温度下的硬度钢号达到下列硬度(HRC)范围的回火温度/℃T10A 45~ 50 50~ 54 54~ 58 58~ 62360~ 380 300~ 320 250~ 270 160~ 180。
碳素工具钢化学成份表性能特性T7AT8A T9A工具钢是用以制造切削刀具、量具、模具和耐磨工具的钢。
工具钢具有较高的硬度和在高温下能保持高硬度得红硬性,以及高的耐磨性和适当的韧性。
工具钢一般分为碳素工具钢、合金工具钢和高速工具钢。
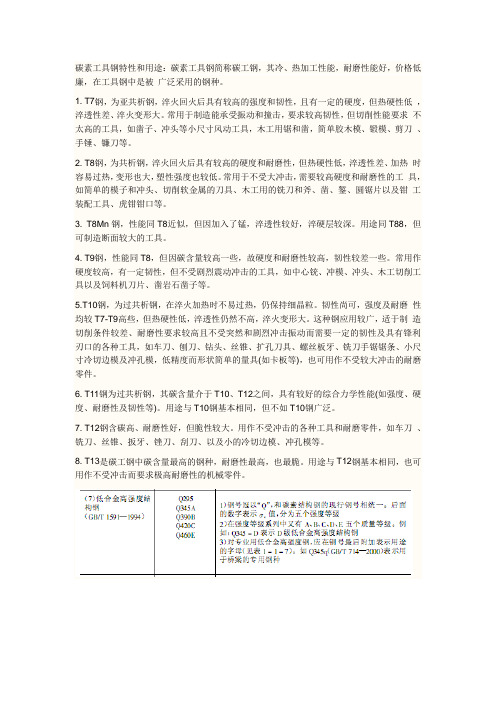
碳素工具钢的主要生产品种、性能和用途一、生产品种热轧棒材圆钢直径或方钢边长8mm-80mm锻制棒材圆钢直径或方钢边长50mm-150mm冷拉棒材圆钢直径8mm-40mm热轧钢板厚度0.7mm-15mm冷拉钢带厚度0.10mm-3.60mm冷拉钢丝圆钢丝直径0.050mm-16mm热轧扁钢厚度*宽度 3mm-30mm*(10、12、14、16、18、20、22、25、28、30、32、35、38、40、45、50、55、60、65、90、100、160)mm锻制扁钢厚度*宽度 10mm-65mm*(40、45、50、55、60、65、70、80、90、100、110、120、130、150、170、180、190、200)mm二、性能和用途T7、T7A 亚共析钢。
具有较好的塑、韧性和强度,以及一定的硬度,能承受震动和冲击负荷,但切削能力差。
用于制造承受冲击负荷不大,且要求具有适当硬度和耐磨性,及较好的韧性的工具,如锻模、凿子、锤、冲头、金属剪切刀、扩孔钻、钢印、木工工具、风动工具、机床顶尖、钳工工具、钻凿工具、较钝的外科医疗用具等。
T8、T8A 共析钢。
淬火加热时容易过热,变形也大,塑性和强度比较低,不宜制造承受较大冲击的工具,但经热处理后有较高的硬度和耐磨性。
用于制造切削刃口在工作时不变热的工具,如木工工具、风动工具、钳工工具、简单模具、铆钉冲模、中心孔铳和冲模、切削钢材用工具、轴承、刀具、铝锡合金压铸板和型芯,以及各类弹簧等。
T8Mn、T8MnA 共析钢。
具有较高的淬透性和硬度,但塑性和强度较低。
用于制造断面较大的木工工具、手锯锯条、刻印工具、铆钉冲模、发条、带锯锯条、圆盘锯片、煤矿用凿、石工用凿等。
钢和铁的区别铁是一种化学元素,是地球上最常见到的一种物质。
但是在现实生活中,纯粹意义的的“铁”我们几乎是看不到的。
我们平时说的铁一般包括生铁和熟铁,严格说,它们都不是纯粹意义上的“铁”,都是以铁元素为主的合金。
钢也是以铁元素为主合金,钢与铁的主要区别是含碳量不同。
人们由铁矿中提取铁,将矿石、焦炭和石灰石(助熔剂)在高炉中冶炼,使氧化铁还原成生铁(或铸铁)。
所得生铁一般含铁90%~95%,碳3%~4.5%和少量的硅、锰、硫、磷等。
生铁是炼钢或熟铁(锻铁)的原料,含碳量在0.2%~2.1%之间的铁合金称为钢。
生铁在平炉、转炉或电炉中进一步冶炼除去碳、硅、磷等杂质,可得各种组成的钢。
钢加上其他金属元素,还可以构成不同的合金钢,如日常的不锈钢就是含有铬,镍等其他元素的合金钢。
钢材就是含碳量大于0.05%,小于0.2%的铁碳合金。
铁是大自然赏赐给人内的恩物,将开采的铁矿石放入高炉中冶炼后即得到生铁,生铁按不同冶炼工艺和用途可分为炼钢生铁和铸造生铁。
炼钢生铁是一种含碳量>2%的铁碳合金,同时也含有少量的硅,锰,硫,磷等元素,其中硅和锰是有利元素,按一定比例存在于钢铁中可以显著提高材料的强度.硬度和耐腐耐磨性,而硫和磷则有害,会分别造成钢铁的热脆性和冷脆性,降低材料性能。
把炼钢用生铁放入炼钢炉中按一定比例熔炼,将得到的钢液浇铸成型,冷却后即得到钢锭或铸坯,供轧制成各种型材,为了获得不同性能的钢材,还会在熔炼过程中加入铬.镍.钼.钨.钒等微量元素,而这些化学成分决定了钢材的不同特性。
其中“铬”可以增加钢材的耐腐蚀性,通常国际上把含铬量大于13%的钢材称为不锈钢。
镍可以增加钢材的强度和韧性,钼可以防止钢材变脆,钨可增加钢材的耐磨损性,别看钨的硬度较低,只有大约40s,但它们的抗磨损能力非常高,钒可增加钢材的抗磨损性和延展性。
生铁――含C为2.0~4.5%钢――含C为0.05~2.0%熟铁――含C小于0.05%低碳钢-含碳量小于0.25%碳素结构钢-含碳量大多在0.7%以下中碳钢-含碳量在0.25~0.6%碳素工具钢-含碳量一般在0.65~1.35%高碳钢-含碳量大于0.60%高速钢-又称锋钢,含碳量一般在0.7~1.65%,含钨 5.5~19%,600摄氏度下工作时,硬度能保持在HRC60以上。
碳素工具钢的热处理及其应用
在机械工业生产中会使用各种各样的冲模,通常的冲裁模大多采用T10A,模具制作的好坏,直接影响着生产效率的提高。
根据多年的实践经验,冲模失败的原因,大都集中在尺寸磨损及镦粗折断现象。
造成这些失效的原因是多方面的,正确选材、采用合理的锻造方法、制定和改进热处理工艺,对提高模具的使用效能,延长模具使用寿命尤为重要。
现就以T10A为材质的冲孔及落料模为例,根据模具使用条件、所要求的机械性能、及模具制造过程中所采取的热处理工艺等几个方面进行分析说明。
冲裁模工作条件
落料、冲孔和修边模、刃口经多次冲击、摩擦和弯曲应力,多数模具需要有复杂的形状和精确的尺寸,冲孔和落料冲头、经受压、弯、冲击和磨损。
下料剪切经受磨损、压缩和弯曲载荷。
冲裁模使用性能及材料要求
由于冲裁模在冲裁时模具承受很大的摩擦力及弯曲应力,因此要求具有高的弯曲和抗压强度、高的耐磨性及足够的韧性,硬度要大,同时希望热处理变形小,价格要低廉。
根据冲裁模的工作条件和性能要求,选用T10A为冲裁模模具材料,由于该材料具有高的强度和耐磨性,容易锻造和切削加工,而且价格便宜,因而广泛采用。
碳素工具钢含碳量高,其塑性与结构钢相比较差,为减轻热处理时的淬裂现象,碳素工具钢的纯洁度要求严格,对S、P含量一般均限制在0 02%~0 03%以下。
毛坯的制作
冲裁模,一般要经过锻造进行毛坯操作,碳素工具钢一般锻造性能良好,锻造过程中对表面脱碳要严加注意,加热时间要尽量缩短,其次要严格控制锻压比,一般要大于4,锻造后,空气冷却。
始锻1200℃,终锻800℃。
热处理工艺
1 预先热处理
锻造后为了给后序的加工、最终热处理工序作好准备,应消除锻件内的应力,改善组织,并使其具有合适的硬度和稳定细小的组织,以利于机械加工。
因此锻件要在毛坏状态下进行预先热处理。
T10A碳素工具钢,一般采取球化退火,使渗碳体成球状均匀分布,若锻件沿晶界出现网状碳化物时,则先进行正火处理,消除网状碳化物,然后进行球化退火。
通常采用球化退火,以获得铁素体机体上分布的细小均匀的粒状碳化物组织。
2 淬火
(1)淬火温度
T10A淬透性低。
需要用水冷却,容易产生变形和淬裂,另外碳素工具钢对过热敏感,晶粒容易长大,其淬火温度一般是在碳化物与奥氏体共存的两相区内,这是由于碳化物的存在不仅可以阻止奥氏体的长大,使碳素工具钢保持较小晶粒,从而能在高硬度条件下保证具有一定的韧性;而且剩余碳化物的存在也有利于模具耐磨性的提高。
为防止过热,选取最低的淬火加热温度(760~780℃),是获得最好机械性能的关键,为防止淬火开裂,必须在淬火方法上实现均匀冷却。
(2)加热、保温时间的确定
由于加热时间与模具的材质、工件大小有关。
升温时间因工件大小而异,保温时间依材质而不同,加热时间不可取一定值,加热时间的长短直接影响模具的组织性能。
为保证T10A冷作模具基体奥氏体化,碳化物溶解,必须有一定保温时间,保温时间本公司采用15~25min。
日本大和久等所著《热处理108招秘诀》提出了一些便于生产应用的加热时间公式:
升温时间=f(模具工件尺寸,30min/25mm)
保温时间=f(钢材材质)(SK工具钢10~15min,该公司采用15~25min)
SK钢材加热时间=保温时间+升温时间
对于T10A冷作模具加热时间=30min/25mm+15~20min
3 回火
模具在淬火或电火花加工后应及时进行回火处理,回火温度应根据模具的硬度性能要求选择不同的回火温度,以获得不同强度、韧性及硬度要求,T10A碳素工具钢在不同回火温度下的硬度如表所示。
表 T10A碳素工具钢在不同回火温度下的硬度
钢号 达到下列硬度(HRC)范围的回火温度/℃
45~50 50~54 54~58 58~62
T10A
360~380 300~320 250~270 160~180
另外,同其它冷作模具钢一样,碳素工具钢在200~300℃范围内回火时,产生回火脆性,导致韧性下降,凡对韧性有一定要求的碳素工具钢模具,应避开此回火温度。
因此,
(1)在小批量生产的条件下,冲压模具选材时,在考虑满足使用性能的前提下,选择T10A碳素工具钢花钱少,能够降低生产成本。
(2)在模具制作的过程中应根据模具的使用条件和性能要求,采用合理的锻造方法,制定和改进热处理工艺,对提高模具的使用效能,延长模具使用寿命尤为重要。