机加工艺流程图
- 格式:doc
- 大小:47.00 KB
- 文档页数:2
机械工艺流程图
机械工艺流程图是描述机械加工过程的图示,主要包括原材料准备、零件加工、装配及检验等环节。
以下是一个简单的机械工艺流程图:
1. 原材料准备
- 选择合适的原材料
- 切割原材料为适当大小的工件
2. 零件加工
- 工件上进行机械切削,例如车削、铣削、钻削等
- 通过热加工如焊接、铸造、锻造等方式制造零件
- 进行表面处理,如磨削、喷涂等
3. 装配
- 将不同零件按照设计要求进行组装
- 使用螺栓、螺母等连接件进行固定
- 对装配好的产品进行调整和校验
4. 检验
- 使用各种检测工具和设备,如千分尺、卡尺、坐标检测仪等对产品进行尺寸测量
- 进行功能性检测,确保产品符合设计要求
- 对产品外观进行检查,保证产品质量达标
5. 包装和发货
- 对产品进行包装,保证产品安全运输
- 对包装好的产品进行贴上相关标签
- 安排快递或船运等方式将产品发货至客户
以上是一个简单的机械工艺流程图,实际的流程可能会更加复杂,需要根据具体的机械加工工艺和产品要求进行调整和补充。

三、有机农药加工各道工序的操作规程与工艺流程图1发酵车间灭菌岗位操作规程1.1操作前准备。
1.1.1 生产操作人员按出入一般生产区标准操作规程(SOP-P-006)更衣、后进入生产操作间。
1.1.2 检查设备有无“完好备用”状态标志,水、电、气(汽)是否能够正常使用,如出现异常情况应立即进行检修,保证生产的正常进行。
1.1.3检查设备、各种待用的容器具、工具、操作间等的清洁状态标志。
若在清洁有效期内,则可直接投入生产使用;若超出洁净有效期限,必须重新按其相应的清洁规程进行清洁处理后再投入生产使用。
1.1.4 检查计量器具是否有检定合格证,并在检验有效期内。
1.1.5批生产记录是否齐全。
1.2 操作过程1.2.1 新购置的玻璃器具先放2%稀盐酸中浸泡2小时,除去游离碱后再洗涤。
1.2.2 将要清洁的器具、玻璃器皿、工具等用0.5%洗洁精溶液浸泡3-10分钟进行初洗,用毛刷反复刷洗内外壁,直至无污渍,然后用自来水水漂洗两遍,最后用水冲净,自然干燥后备用。
1.2.3三角烧瓶和试管加盖棉塞,用棉布或牛皮纸包扎好口部,吸水管、移液管、棉签、胶塞、安瓶管等用牛皮纸包严,注明品名备用,培养皿放入不锈钢桶中,盖严后备用。
1.2.4玻璃仪器、工具、器具等需要灭菌的物品用棉布或牛皮纸包扎,之后用线绳捆扎严密牢固。
1.2.5需要湿热灭菌的物品放入灭菌柜内,空消灭菌125-126℃保温60分钟,实消灭菌121℃保温30分钟,保护剂灭菌95℃15min间歇灭菌两次。
1.2.6 需要干热灭菌的器具放入鼓风干燥箱内,160-161℃保温60分钟。
1.2.7灭菌的物品应有灭菌标识,空消和实消的灭菌期限不应超过48小时,如果超过期限应重新灭菌。
1.2.8清洁和灭菌后的物品存放于器具存放间内,按清洁和灭菌时间分开摆放整齐,并填写状态标识挂于器具存放架上。
1.3操作人员及时、认真填写《菌粉车间灭菌岗位生产记录》。
1.4本批生产结束后,按菌粉车间清场标准操作规程(SOP-G-005)进行清场,并填写《清场记录》,QA监控员检查合格签发“清场合格证”(正、副)本后,将“清场合格证”(正本)纳入本批生产记录,“清场合格证”(副本)留在现场,纳入下一批批生产记录,方可离开工作岗位。

钣金件工艺机加工生产加工工艺钣金车间工艺要求流程(1)钣金车间可根据图纸剪板下料,在相应位置冲孔和剪角剪边。
以前工序完成后进行折弯加工;第一步必须进行调整尺寸定位,经检查后进行下一步折弯工艺。
折弯后经检查合格组焊;组焊要求必须在工装和模型具下进行组焊。
根据图纸要求焊接深度和点处焊接。
焊点高度不得超过设计要求、焊机工艺要求;2mm以下必须用二氧化碳保护焊和氩弧焊接。
不锈钢板必须用氩弧焊。
焊接件加工成形后进行校整,经检查符合图纸要求后进行下一步打磨拉丝。
打磨必须以量角样板进行打磨,不得有凸出和凹缺。
拉丝面光吉度必须按图纸要求进行。
(2)外协碳钢件表面处理喷漆工艺要求:喷沙或氧化面积不得小于总面积的95%,除去沙和氧化液进行表面防锈喷漆和电镀处理。
经底部处理后再进行表漆加工,表漆加工必须三次进行完成。
喷塑厚度不得小于0.35mm。
钣金件经检验合格后进厂入半成品库待装。
(3)入库件摆放要求:小件要求码齐入架存放。
大件必须有间隔层,可根据种类整齐存放。
机加件加工流程:(1)机加工件工艺要求;原材料进厂由质检部进行检验,根据国家有关数据进行检测,进厂材料必须检测厚度、硬度、和其本几何尺寸。
(2)下料;根据图纸几何尺寸加其本加工量下料,不得误差太大。
(3)机床加工;根据零件图纸选择基本定位面进行粗加工、精加工,加工几何尺寸保留磨量。
(4)铣床加工;根据零件图纸选择基本刀具装入刀库,在加工过程中注意更换刀库刀具,工件要保整公差。
(5)钳工;机加件加工完成后根要求进行画线钳工制做,在加工过程中必须用中心尖定位。
大孔首先打小孔定位再用加工大孔。
螺纹加工要在攻丝机进加工,不得有角度偏差。
螺纹孔加工后螺栓要保证旋转顺利。
(6)机加件加工完成后进行外协电镀加工。
电镀加工要按照有关规定进行。
除油、用摄氏100℃水加入除油剂,必须在浮腾100℃液体内侵泡35分种。
然后放入磷化液10分钟,取出工件用清水冲洗干净进行电镀。
根据电流大小调整时间,镀层(电镀锌不得小于0.03MM电镀镍、铬不得小与0.04MM。

生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
机械制造工艺流程图范例一、引言机械制造工艺流程图是指将机械制造过程中的各个环节和步骤以图形的形式展示出来,以便于工程师和操作人员更好地理解和掌握整个制造过程。
本文将以某机械零部件的制造工艺为例,介绍并展示一个机械制造工艺流程图的范例。
二、材料准备1. 确定所需材料种类和规格2. 采购合格的原材料3. 对原材料进行检验和质量控制三、零件加工1. 设计和制作零件加工工艺图2. 准备加工设备和工具3. 进行零件的车削、铣削、钻孔等加工操作4. 对加工后的零件进行检验和质量控制四、零件组装1. 根据设计要求,将加工好的零件进行组装2. 使用合适的工具和设备进行组装操作3. 对组装后的零件进行调试和测试五、表面处理1. 根据产品要求,选择合适的表面处理方法,如喷涂、镀铬等2. 进行表面处理操作3. 对表面处理后的产品进行检验和质量控制六、成品检验1. 对成品进行全面的检验和测试2. 检查产品的尺寸、外观和性能等方面是否符合要求3. 对不合格品进行返工或报废处理七、包装和出货1. 根据产品特点和运输方式,选择合适的包装材料和方法2. 进行产品的包装和标识3. 准备出货文件和相关手续4. 安排产品的运输和交付八、质量控制1. 在整个制造过程中,严格执行质量控制标准和流程2. 对每个环节和步骤进行记录和检查3. 及时发现和解决质量问题,确保产品质量九、总结机械制造工艺流程图是机械制造过程中的重要工具,能够帮助工程师和操作人员更好地理解和掌握制造过程。
通过本文所展示的机械制造工艺流程图范例,我们可以清晰地了解到机械制造的各个环节和步骤,从材料准备到成品出货,每个环节都有相应的操作和质量控制要求。
在实际生产中,我们可以根据具体产品的特点和要求,进行相应的调整和改进,以提高产品质量和生产效率。
机械制造工厂工艺流程图
介绍
机械制造工厂的工艺流程图是描述机械制造过程中各个环节的图表。
通过该流程图,可以清晰地了解整个机械制造的过程和各个工序之间的关系,有助于提升生产效率、规范操作流程,并最终实现产品高质量和高效率的生产。
流程图示例
以下是一个机械制造工厂的示例工艺流程图,用于说明整个制造过程中的主要环节和工序。
1.设计阶段:
产品设计
零部件设计
工艺设计
2.采购阶段:
原材料采购
零部件采购
设备采购
3.加工制造阶段:
数控加工
组装装配
车间加工
4.检验质量阶段:
零部件检验
成品检验
质量控制
5.包装出货阶段:
产品包装
发货物流
库存管理
总结
机械制造工厂工艺流程图是指导机械制造过程的重要工具,通过详细描述各个环节和工序的关系,有助于提高生产效率和产品质
量。
在实际应用中,可以根据具体工厂的特点和需要进行流程图的调整和优化,以适应不同的生产需求。
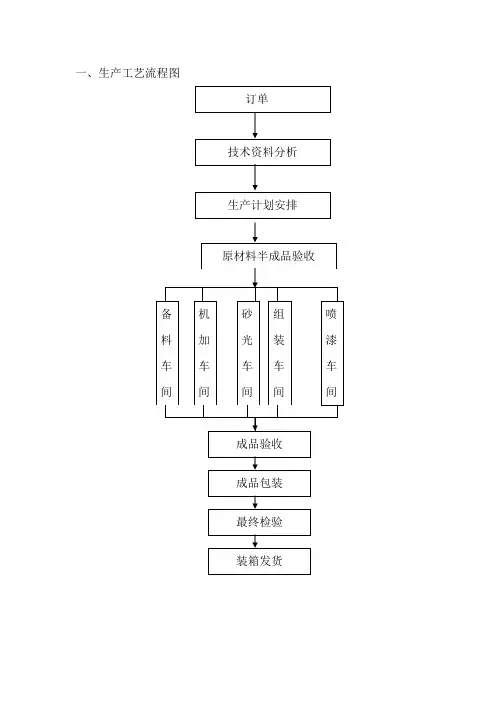
(一)备料车间:根据图纸要求到仓库领取水份在8-12%以下、验收合格的木料,按照质量要求,加工木料。
(二)机加工车间:1、查证进入数量。
半成品进入机加工车间后,由专人查点进入的确切数量,在查验无误后,由机加工人员签字领料。
2、严格检查。
在加工前,由当值班组长对产品的加工尺寸、用料标准精度等各项指标进行详细检查,确保无误后正式进入下一步加工工艺。
(三)砂光车间:对机加工车间转入的合格产品部件进行砂光,砂光完成后由班组长根据不同订单要求等标准进行检查验收,合格后转入组装车间。
(四)组装车间:按照图纸要求,经上道工序质检员检验合格进行组装。
组装完毕后,由经过专门培训的质检员严格按照我厂制定的企业标准进行验收。
验收合格后进入下一个流程——打磨。
(五)喷漆车间:打磨符合要求后,即进入喷漆车间,进行喷底漆,要求喷漆要均匀。
无划痕,无碰伤。
底漆喷得是否均匀,直接关系到下一道工序—面漆质量的高低。
因此,我们规定底漆喷完后,对底漆进行打磨,并由经过严格培训的专门验收人员进行严格检查、验收,杜绝不合格产品进入下道工序。
面漆工序是影响产品外观质量的工序之一,因此,我们制定了非常严格的工序标准和操作规程,面漆喷完后,即进行干燥,然后转入产品周转库。
(六)包装:产品干燥出库后,由专业验收人员严格按照企业内部的质量标准和客户要求进行全方位检查验收,在确定产品质量完全符合质量标准后,由验收员签字填写物流卡,将产品进到包装车间。
在包装车间,按照客户要求的包装外观质量进行包装。
检查客户所需要印刷的唛头是否正确,包装材料是否清洁,包装人员在包装时要对包装的产品再一次进行挑选,将开裂、霉变、颜色不均,松动的产品挑出。
(七)产品入库:产品包装完毕经检验合格后,由包装车间人员品存入指定的产品存放区,做好记录,并标明产品批次,发地区,等待发货。
**木业科技有限公司生产工艺流程说明。
化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。
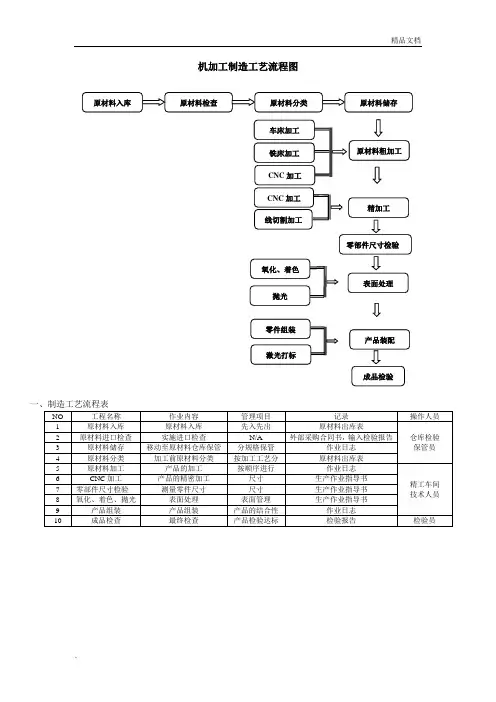
机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。