大型胶带连续硫化机液压系统设计研究
- 格式:pdf
- 大小:197.42 KB
- 文档页数:3
矿用胶带更换装置液压系统的设计与优化
王伟
【期刊名称】《自动化应用》
【年(卷),期】2024(65)5
【摘要】带式输送机是煤矿井下重要的机械设备,胶带是带式输送机最关键的受力部件,需要频繁更换。
为解决传统胶带更换效率较低、工人劳动强度大、成本较高等问题,通过分析胶带更换工艺,提出了一种煤矿胶带更换装置。
设计该装置的结构本体以及配套的液压系统,利用AMESim软件搭建了液压系统回路仿真模型,并设定对应的仿真参数进行数值模拟。
系统优化后,油缸动作速度加快,执行机构切换仅用时24s,流量波动小,取得了满意的试验结果。
【总页数】3页(P136-138)
【作者】王伟
【作者单位】山西凯嘉能源集团有限公司
【正文语种】中文
【中图分类】TD528
【相关文献】
1.矿用胶带输送机液压纠偏装置的研究与应用
2.多电机驱动矿用胶带运输系统的PLC控制装置硬件设计
3.废石胶带系统BC01固定胶带更换方案优化
4.矿用胶带更换切割装置工艺参数优化设计
因版权原因,仅展示原文概要,查看原文内容请购买。
2650×2650七层平板硫化机液压系统设计
梁文林;刘绍庄
【期刊名称】《液压气动与密封》
【年(卷),期】2002(000)006
【摘要】介绍了大幅面石棉橡胶板平板硫化机液压系统的工作原理及特点.【总页数】2页(P15-16)
【作者】梁文林;刘绍庄
【作者单位】武汉建材工业设计研究院,武汉市430071;武汉建材工业设计研究院,武汉市430071
【正文语种】中文
【中图分类】TH137
【相关文献】
1.借雨天偷排2650吨废液入长江案宣判 [J], 卢志坚;沈九明;白翼轩
2.偷排2650多吨生产农药废液南通天泽化工被罚1400万 [J], ;
3.柳钢2650m3高炉强化冶炼操作实践 [J], 范磊
4.2650张门急诊中药饮片处方点评与分析 [J], 王晓萌;赵薇;何婷;刘文亚;杨维;范丽琴;曹俊岭
5.双层平板硫化机脱模装置液压系统设计与分析 [J], 姜涛;张永军;腾跃禹
因版权原因,仅展示原文概要,查看原文内容请购买。
胶带输送机电液伺服拉紧系统的设计与应用研究的开题报告一、研究背景胶带输送机是现代生产中常见的一种输送设备,广泛应用于包装、制造、物流等各个领域。
对于胶带输送机,传统的机械传动方式已经不能满足现代化生产的需求,为了提高输送效果和减少能耗,电动驱动和控制系统成为了胶带输送机的重要组成部分。
目前,胶带输送机的电动化程度已经越来越高,但是在输送胶带时,胶带张力问题一直是制约胶带输送机运行效率和寿命的难题。
为了解决这一问题,应用电液伺服拉紧系统对胶带进行拉紧,可以使胶带更加平稳、稳定地运行,从而提高胶带输送机的效率和稳定性。
二、研究内容本研究的主要内容如下:1.电液伺服拉紧系统的原理和工作方式。
对电液伺服拉紧系统的工作原理进行分析和研究,明确其在胶带输送机中的作用和优点。
2.电液伺服拉紧系统的设计。
基于胶带输送机的结构和运行特点,设计出适用于胶带输送机的电液伺服拉紧系统,包括传感器、电液伺服阀、控制器等部分。
3.电液伺服拉紧系统的实验验证。
利用仿真工具和实际测试,对电液伺服拉紧系统的性能进行验证,包括其拉紧的精度、响应速度、控制性能等方面。
三、研究方法本研究将采用理论分析和实验验证相结合的方法,对电液伺服拉紧系统进行深入研究。
具体来说,采用如下研究方法:1.文献调研,了解国内外电液伺服拉紧系统的研究现状和发展趋势,查阅相关图书和资料,获取相关数据和信息。
2.进行理论分析,包括对电液伺服拉紧系统的运动学和动力学分析,基于这些分析结果设计电液伺服拉紧系统的结构和参数。
3.实验设计,包括仿真试验和实际测试。
进行仿真试验,验证电液伺服拉紧系统的性能和优越性;而实际测试则验证设计的电液伺服拉紧系统的实际应用效果。
四、预期成果本研究将主要取得如下成果:1.电液伺服拉紧系统的机理和工作方式的分析和研究。
2.设计出适用于胶带输送机的电液伺服拉紧系统,并进行仿真试验和实际测试验证。
3.提出电液伺服拉紧系统在胶带输送机中的应用建议,为胶带输送机的优化设计和升级提供参考。
液压硫化平板电加热控制电气的设计一、设计要求1.要求安全可靠的完成动平板上行、下行、加压、保压、手动连续卸压、加压的往复运动。
2.3.4.1压,上下运动最后恒温保压。
共5页第1页工作前首先设定恒温、恒压需要的时间,按动按QA,继电器J1吸合并自保,时间继电器SJ3延时导通J2不动作.继电器J3吸合并自保,常开常闭反转,接触器CZ1吸合油泵电动机D1起动(根据泵说明配备电动机功率),电磁阀DT3动作,动平板开始上行,同时时间继电器SJ开始按设定的时间计时,当动平板接触模具时,按住按钮QA,SJ3按设定的时间t延时闭合,继电器J2吸合.继电器J1释放,电磁阀DT1、DT2动作,动平板下行,当放开按钮QA时,继电器J2释放,下行停止,继电器J1吸合上行,连续往复多次合模完成,开始加压,压力到达设定的压力值时,电接点压力表的常开点闭合,触发固态继电器导通,继电器J0吸合,继电器J1释放,加压停止,当压力小于设定值时,固态继电器再次被触发,完成恒压要求。
SJ2吸St失电下按住2电流大,加热器易损坏。
所以加温不均匀,给电急剧升温,停电时仍继续升温,温度失控造成的温差极大,不能满足硫化的温度要求。
为了克服上述的缺点,我采用了380V,Y结线提供电压,减少电流,加热器就不易损坏,根据技术要求,温差能控制在±5℃,选用700W小功率铁管添充加热器6根,加热器内藏加温,减少了热损失,整个平板的面积加温分布均匀,停电不继续升温。
达到了技术要求。
加温前,先设定所需的温度,按动自锁按钮SB1、SB2或SB3温度控制仪受电工作,加热接触器CZ1、CZ2或CZ3吸合,开始加温,待到达设定温度时,温度控制仪的常闭触点断开,供电停止,并进入恒温阶段。
3.保护电路选用的热继电器,做电动机和加热器的保护器件。
液压硫化平板机安装调试完成,历经了一年来的运行,工作性能稳定,全面达到技术要求,现在存在的问题是油泵电动机全压起动合模时,由于油压的作用机器。
1140液压硫化机液压原理的设计随着我国交通运输事业的迅速发展,高速公路不断铺设,这就对对汽车轮胎的均匀性提出了越来越高的要求,因此对硫化机的工作精度要求也随之提高。
目前我国轮胎行业广泛应用的是50年代发展起来的机械式硫化机,由于本身结构的原因,机械式硫化机存在如下问题:1. 上下热板的平行度、同轴度、机械手卡爪圆度和对下热板内孔的同轴度等精度等级低,特别是重复精度低;2. 连杆、曲柄齿轮等主要受力件上的运动副,是由铜套组成的滑动轴承,易磨损,对精度影响较大。
3. 上下模受到的合模力不均匀,对双模轮胎定型硫化机而言,两侧的受力,大于两内侧的受力;4. 合模力是在曲柄销到达下死点瞬间由各受力构件弹性变形量所决定的,而温度变化使受力构件尺寸发生变化,合模力也随之发生变化,因此,生产过程中温度的波动将造成合模力的波动。
由于机械式轮胎硫化机存在的不可克服的弱点,已不能满足由于高速公路的发展,对汽车轮胎质量要求的日益提高。
因而世界上主要轮胎公司已逐步采用液压式硫化机代替传统的机械式硫化机,这是因为液压式硫化机结构上具有如下特点:1. 机体为固定的框架式,结构紧凑,刚性良好。
虽然液压式硫化机也是双模腔,但从受力角度看,只是两台单模硫化机连结在一起,在合模力作用下,机架微小变形是以模具中心线对称的;2. 开合模时,上模部分仅作垂直上下运动,可保持很高的对中精度和重复精度;另一方面,对保持活洛模的精度也较为有利;3. 上下合模力均匀,不受工作温度影响;4. 整机重量减轻,仅为机械式硫化机的1/3;5. 由于取消了全部蜗轮减速器、大小齿轮、曲柄齿轮和连杆等运动部件和易损件,使维护保养工作量减少。
一、液压式轮胎定型硫化机的工作程序液压硫化机工作时,升降油缸带动上模沿导向柱上升,在机架内形成空腔,装胎装置转进装胎,中心机构的上下环上升,胎胚定位,装胎装置卸胎后退出,升降油缸带动上模沿导向柱下降合模,胎胚定型后合模到位,在模座下面的4个短行程加力油缸作用下,产生要求的合模力。
硫化机液压回路控制设计摘要:随着汽车工业的不断发展,人们不仅对轮胎的安全性能要求高,而且性价比要高。
作为生产轮胎最后一道工序的硫化机也受到轮胎厂的重视,不仅要求成品轮胎的动平衡性高,而且要求设备节能、降低噪音、降低油温等,达到降低成本的目的。
本文主要介绍现有硫机机的优缺点,针对这些缺点结合硫化机的结构特点对液压系统进行了重新设计,采用双比例变量泵对硫化机左右模独立控制,同时不同的动作可按需给设定不同的压力和流量。
达到节能、降低噪音、降低油温的目的。
本文给出了液压原理图、电气原理图和PLC梯形图。
液压控制系统主要是采用三菱Q系列PLC,通过在触模屏上设定参数对双比例变量泵进行控制,以实现左右模独立控制、节能、降低噪音和油温的效果。
经过对液压控制系统的重新设计后,运行平稳。
关键词:硫化机;比例变量泵;节能;噪音;油温1、绪论1.1 目的和意义目前国内轮胎定定型硫化机液压系统主要是采用变量柱塞泵来控制。
该供油系统中主要方式是采用普通限压式变量柱塞泵加上电磁比例换向阀进行操作。
液压硫化机的动力源是液压系统,液压系统在传递运动和动力过程中的功耗都转变为热能,致使系统温度升高,引起密封件及钢件磨损加快等很多不良影响。
因此,必须合理使用高效率的液压元件,合理设置和分配元件、管路,并对系统进行综合调节以提高系统的效率并将节能与环保技术应用到液压系统的每个环节。
在能源日益紧缺的今天,采用比例变量节能技术来提高液压系统的效率有十分重要的意义。
1.2 国内外现状和发展趋势液压系统是液压硫化机的重要组成部分,是硫化机动力来源。
液压系统的性能决定液压硫化机的整体性能及影响轮胎硫化质量。
目前国内液压系统主要是采用以下二种方式来控制:一、采用变量柱塞泵来控制。
该供油系统中主要方式是采用普通限压式变量柱塞泵加上电磁比例换向阀进行操作。
其特点是压力、流量是恒定输出,压力大小通过调压阀进行调整。
此控制方式缺点是存在能源浪费,且噪音较大。
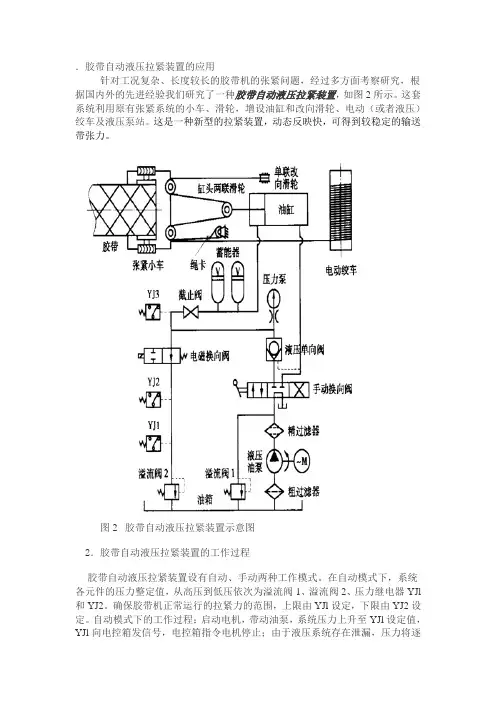
.胶带自动液压拉紧装置的应用针对工况复杂、长度较长的胶带机的张紧问题,经过多方面考察研究,根据国内外的先进经验我们研究了一种胶带自动液压拉紧装置,如图2所示。
这套系统利用原有张紧系统的小车、滑轮,增设油缸和改向滑轮、电动(或者液压)绞车及液压泵站。
这是一种新型的拉紧装置,动态反映快,可得到较稳定的输送带张力。
图2 胶带自动液压拉紧装置示意图2.胶带自动液压拉紧装置的工作过程胶带自动液压拉紧装置设有自动、手动两种工作模式。
在自动模式下,系统各元件的压力整定值,从高压到低压依次为溢流阀1、溢流阀2、压力继电器YJl 和YJ2。
确保胶带机正常运行的拉紧力的范围,上限由YJl设定,下限由YJ2设定。
自动模式下的工作过程:启动电机,带动油泵,系统压力上升至YJl设定值,YJl向电控箱发信号,电控箱指令电机停止;由于液压系统存在泄漏,压力将逐渐下降,当压力降至YJ2整定值时,YJ2向电控箱发信号,电控箱指令电机重新启动运行,使系统压力增至YJl的整定值。
由此可见,系统压力始终稳定在YJl 和YJ2的整定值之间,从而保持胶带张紧力处在”压力正常”范围。
当自动模式因故不能实现或系统需要检修时,采用手动模式。
在手动模式下,压力继电器不参与控制,须人工启动电机将压力升至整定值上限并手动停机。
此时,关闭截止阀,除油缸和蓄能器外,系统中各控制阀、继电器等部件均可进行检修。
而同时,胶带机也能够照常运行。
经验数据表明,在密封良好的情况下,油缸张紧力可以24h保持在正常范围内。
从以上分析知道,不管处于自动模式还是手动模式,该张紧系统均能保证胶带机有足够的张紧力;而液压的特性和系统中蓄能器的功用,也使得胶带机启动和停止时,胶带的伸长或收缩量都能够迅速得到补偿。
3.相关说明假如胶带机正常运行时所需拉紧力为2100kg。
本胶带自动液压拉紧装置的系统压力整定值,可以在6~17MPa(相应的拉紧力为90~255kN)间由用户自主调节,完全能满足两胶带机的使用要求。
![[论文]皮带机液压自动张紧装置结构和液压系统设计](https://uimg.taocdn.com/bf3492833b3567ec112d8a58.webp)
皮带机液压自动张紧装置结构和液压系统设计目录前言......................................................... - 1 - 摘要........................................................... - 2 - Abstract ......................................................... - 3 - 第1章概述................................................... - 4 - 1.1 带式输送机简述............................................... - 4 - 带式输送机的工作原理............................................. - 4 - 带式输送机的构成及特点........................................... - 5 - 1.2 带式输送机张紧装置简述....................................... - 6 - 带式输送机张紧装置的作用和类型................................... - 6 - 现有带式输送机张紧装置的原理及特点............................... - 7 - 带式输送机液压张紧装置.......................................... - 10 - 第2章皮带运输机液压自动张紧装置的总体结构..................... - 14 - 2.1皮带运输机张紧装置的总体结构的确定 .......................... - 14 - 总体结构各部件的确定............................................ - 14 - 连接各部件并绘制系统结构布置简图................................ - 15 - 2.2绘制张紧装置的系统结构布置简图 .............................. - 16 - 第3章张装置的液压系统设计..................................... - 17 - 3.1液压系统的设计 .............................................. - 18 - 工况分析并确定液压缸参数........................................ - 18 - 拟定液压系统原理图.............................................. - 20 - 3.2液压元件的选择 .............................................. - 25 - 3.2.1 液压泵的计算与选择........................................ - 25 - 驱动电机的计算和选择........................................... - 25 - 液压元件的选择.................................................. - 26 - 油管的计算与选择................................................ - 26 - 蓄能器、油箱的选择.............................................. - 27 - 3.3液压系统主要性能的验算、绘制系统原理图 ...................... - 28 - 第4章液压缸的设计与计算....................................... - 28 - 4.1 液压缸的类型、安装形式的选择和.............................. - 28 - 液压缸的类型的确定.............................................. - 28 - 液压缸重要技术性能参数的计算.................................... - 29 - 4.2 液压缸各组件的设计.......................................... - 30 - 缸筒的设计与计算................................................ - 30 - 活塞杆的设计与计算.............................................. - 33 - 活塞的设计与计算................................................ - 35 - 导向套的设计与计算.............................................. - 35 - 端盖和缸底的设计与计算.......................................... - 36 - 其他零件的设计与计算............................................ - 38 - 液压缸的密封、防尘、导向的选择.................................. - 38 - 4.3连接液压缸各组件、绘制工程图 ................................ - 40 - 第5章外设的选用............................................... - 41 - 5.1绞车的选型 .................................................. - 41 -5.2滑轮的设计与选用 ............................................ - 41 - 结束语...................................................... - 42 - 参考文献........................................................ - 43 - 致谢............................................................ - 44 -前言毕业论文是对毕业生所学的专业基础知识和研究能力、自学能力以及各种综合能力的检验。
实习报告一、实习目的在大学在校期间我们学的都是一些理论知识,对于一些实际中的运用有很多的生疏,甚至是不能够理解得到的东西,在社会实践中理论和实际之间的差距不是能够用几个字来衔接的,简单来说看一个简单的了理论,但它在实际操作中就是有许多要思考的地方,有些东西也与你的想象不一样,实习就是要我们跨过这道实际和理论之间的鸿沟。
大学毕业之际,毕业实习是极为重要的实践性学习环节,通过阶段性时间的实习,为我们之后走向社会,接触本工作,拓宽知识面,增强感性认识,培养、锻炼我们综合运用所学的基础理论、基本技能和专业知识,去独立分析和解决实际问题的能力,能够将所学的专业理论知识运用与实践,在实践中结合理论加深对其认识和总结,再次学习,将专业知识与实际接轨,逐步认识体会,从而更好地将所学的运用到工作中去,接触社会,认识社会,体验生活,学会生活,学会生活,学会感悟,学会做事,学会与人相处,学会团结协作,为以后毕业走上工作岗位打下一定的基础。
为人处事方面,其实我认为毕业实习另一个目的是在实践中初识社会,了解社会,即将走出校门的我们,往往对社会缺乏足够的认识,甚至感到迷茫,需要时间去积累。
在实习中,我体会到为人处事的重要,学会了与人真诚沟通,平时与同事和领导交流互换工作上的意见,来彼此产生同事间的信任,对我来说是一笔财富,让我在进入社会后就学到了重要的一课,也经历了社会的残酷。
在实习期间我努力将自己在学校所学的理论知识应用到实践中,做到理论与实践相结合,从而巩固知识和发现自身的不足,积累经验,更重要的是培养独立发现问题、分析问题和解决问题的能力。
不懂就问,积极的和工程师沟通学习,通过本次实习,了解丹东华隆电力电缆集团有限公司的产品和企业的经营状况,掌握一定的生产技能。
通过实践巩固已经学习过的知识和技能,提高综合的专业能力,加强学生发现问题、观察问题、分析问题以及解决问题的能力。
二、公司简介丹东华隆电力电缆集团有限公司位于我国最大的边境城市丹东。
机械设计与制造第12期60M achi ner yD es i gn&M anuf act ur e2010年12月文章编号:l ool 一3997(20l O)12—006㈣2基于A N SY S 的巨胎液压硫化机轻量化设计木岑大兵王荣(桂林电子科技大学机电工程学院,桂林541004)Li ght w ei ght des i gn Of gi ant _t j r e hydr aul j c V uI ca ni z at i on m ac hi ne ba se d O nA N SY SC END abi ng ,W A N G Rong (S choolof M echan i cal &E l ect —calEn 百neer i ng ,G ui l i n Uni ver s i t y of El e c t r oni c &‘re c hnol ogy ,G ui l i n 54l 0()4,Chi na );【摘要】硫化机结构的轻量化对其节省材料和降低成本具有重要的意义。
首先建立了基于A N 一{}sY s 的某巨胎液压硫化机的参数化有限元模型并进行分析计算,结果显示其在强度上有较大的盈余。
{i 确定了轻量化设计的数学模型,采用一阶方法进行分步优化,提出了较为合理的硫化机轻量化设计方{;案。
将调整尺寸后的结构重新进行有限元分析,结果表明,优化后的硫化机结构满足强度、刚度等要求。
《}研究为硫化机设计与改进提供一定的参考依据。
;i 关键词:硫化机;A N sY s 软件;结构优化设计;有限元分析{》【A bst r act 】£面咖加P 吱咖矿舭秽配肠帆拓m 幻凡,H ∞硒懈^傩帆i ,印on 帆£si 吵咖吼ce 声r 玩,删e 以以{;s 倒i 昭帆d cDs £陀d 粥£i o 几A f ∥瑙£,p 黼f 庇∥n 妇e 如,聊瓜,加如z 力rD 聊∥帆£一£妇^,,毋纰如zI 配趾帆拓以i D n{l ,№c 危i 船话6U 玩6∞edD nA N SY Sn ,以t^P 疖n 加e 如,聊脚肌以拶厶括c 砒d o “£,册,d £k r es 配玩s^oz £7折m i}琥e s 挑n 舻^括讥sM 伊z 琊.7‰n £k 魄咖f 彬e 劬£如s 咖,删^,加出z 括如地,7礼i 聊d 吼d £船阳z 眦劫e 陀傩D ,渤f e{}p 咄ct 矿秽M 如帆如以幻凡,脚硒诏z 动f 埘e 面咖£如s 而缈括p 眦如瑚n 以£^r0“醇£k s 南印cn 趾H 玩面琊6y ∥邶t —D 卜l;如r .历f 砘e 砌玑e ∥n 娩e 如,聊删觎奶葛话括cn 川Pd D “fqg 反n 如r t 砘以,船邶i on o 方嬲£i 昭sf 九圮fM 他,觎d £船;}r es “挑i 以记疵诉以舭聊埘,加c^i 凇,聊e 拈sf 形n 舻^甜以s £沥陀ss 阳qM 讹,聊,嬲.死e ,聊f 矗D d 矿£^括埘。
第45卷 第23期·64·CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT (Rubber)橡塑技术与装备(橡胶)及橡塑混炼技术领域,解决了导向杆下行过程中形成阻力较大,导致一般下压力不均衡以及克服阻力,导向杆使用寿命短、运行速度缓慢、工作效率低下的问题。
主要采用的技术方案为:一种密炼机压料导向装置,其包括:滑架、横梁、气缸以及滑轮/轴承;滑架设置于密炼室的顶部;横梁于滑架下方垂直穿过滑架设置,并且横梁与滑架的两竖直框相邻的两侧面上分别设有滑轮/轴承用于与立面配合;横梁远离滑架的两端分别连接于气缸的第一端,并且气缸的第二端接于密炼机机体上;其中,横梁下方通过导向杆连接有上顶栓,气缸通过横梁带动上顶栓沿滑架做上下的往复运动进行压料操作(申请专利号:CN201821507052.8)。
一种硫化机上的纠偏装置A kind of correction device on curing press本实用新型提供了一种硫化机上的纠偏装置,包括机架,机架上设置上、下横梁,在上、下横梁的相对面上分别设置有一组纠偏机构,两组纠偏机构上下对称,每组纠偏机构又以机架中心左右对称,纠偏机构包括基座、滑块及纠偏辊,基座上设置有导轨,滑块设置在导轨上可左右滑动,滑块上设置有丝杠螺母,基座上还设置有与滑块上的丝杠螺母相配的丝杠,纠偏辊设置在滑块上并可自由灵活转动。
该种硫化机上的纠偏装置,在拉带的过程中,锅内带坯及胶片就会自动对中,左右均匀分布,减少了合模时的调整时间,也确保了产品质量(申请专利号:CN201821383518.8)。
一种新型平板硫化机液压系统A new type of hydraulic system in molding press 本实用新型公开了一种新型平板硫化机液压系统,包括主液压系统和辅助液压系统,主液压系统包括高压电机、低压电机、液压泵、定压溢流阀、压力表、柱塞缸、一号换向阀、二号换向阀、充液阀、和一号液控单向阀,辅助液压系统包括活塞缸、二号液控单向阀、三号换向阀、四号换向阀、五号换向阀和节流阀。
2000×8000大型胶带制品平板硫化机液压系统设计(机械C A D图纸)摘要本次设计题目为2000×8000大型胶带制品平板硫化机液压系统设计。
平板硫化机的工作压力是由液压系统提供的。
液压技术是实现现代化传动与控制的关键技术之一,世界各国对液压工业的发展都给予很大重视。
当前,液压技术在实现高压、高速、大功率、高效率、低噪声、经久耐用,高度集成化等各项要求方面都取得了重大的进展,在完善比例控制,伺服控制,数字控制等技术上也有许多新成就。
此外,在液压元件和液压系统的计算机辅助设计,计算机仿真和优化控制等开发性工作方面,更日益显示出显著的成绩。
本次设计中包含液压系统的概述,液压系统方案设计及工作原理图的拟订,液压系统的设计及计算,标准液压元件的计算及其选择,油箱的设计过程以及阀板的设计等几大部分。
其中液压系统方案设计及工作原理图的拟订过程是非常重要的,液压系统的拟订是整个系统中的最重要环节。
它对系统的性能,设计的合理性、先进性都有重要的作用。
在液压系统的设计及计算中包含液压系统的主要技术参数的确定,液压元件的设计选取及主要参数的确定,实际工作中的各个阶段的压力值,各个工作循环过程中所需的流量的确定,油泵的计算及选取,各个工作阶段所消耗的最大功率等内容。
其中液压元件的设计选取及主要参数的确定中包括了柱塞的设计,工作缸的设计。
在标准液压元件的计算及选取中包括电机的选取,油管内径的确定,液压元件的选取和技术参数的校正等内容。
设计说明书的最后是油箱和阀板的设计过程。
关键词:平板硫化机;液压系统;工作原理;液压元件;阀板AbstractThe theme of the design is 1800×10000 hydraulic system design of the large flat-curing. The work press of flat-curing is supplied by the hydraulic system. Hydraulic technology is one of the keys to realize modernization and control. All the countries have given much more attention on the development of hydraulic industry. At present, the hydraulic technology have made significant progress in achieving high-pressure, high-speed, high power, high efficiency, low noise, durable and highly integrated, as well as in the technology of proportional control, servo control, digital control, and so on. In addition, computer-aided design, computer simulation and optimization control of the development work of hydraulic components and hydraulic systems, demonstrated more significant results day by day.The design includes the overview, case and initial design of working principal drawings and calculation of the hydraulic system, the calculation and selection of the hydraulic components, the process of the tank and the design of the valve plate, and so on. The case design and initial design of working principal drawings of the hydraulic are very important. Especially, the latter, which plays a vital role of the performance of the system, the reasonable and advanced of the design, is the most significant part of the system.The design and calculation of the hydraulic system include the determination of the main technical parameters of the hydraulic system, the determination of the design, selection and the main parameters of hydraulic components, the determination of pressure values and the required flow of various process in the actual work, the calculation and selection of the pump,the maximum power consumption of various working process. And the determination of the design, selection and main parameters of the hydraulic components include the design of the plunger and the cylinder.The calculation and selection of the standard hydraulic components, include motor selection, determination of the tubes’ inner diameter, the selection of hydraulic components and the correction of technical parameters.The final of the manual is the design process of the tank and the valve plate.Keywords: Flat-curing; Hydraulic system; Hydraulic components; Working principle; valve plate目录第一章引言 (1)第二章液压系统的概述 (3)2.1 液压系统装置主要由以下五部分组成 (3)2.2 液压传动具有以下一些优点 (3)2.3 液压传动的缺点 (4)第三章液压系统方案设计及工作原理图的拟订 (5)3.1 液压系统的主机及工艺循环 (5)3.2 液压系统的设计方案 (5)3.3 拟订液压系统的工作原理图 (5)第四章液压系统的设计及计算 (7)4.1 液压系统的主要技术参数的确定 (7)4.2 液压元件的设计选取及主要参数的确定 (7)4.2.1 柱塞的设计 (7)4.2.2 工作缸的设计 (8)4.3 油泵的计算以及选取 (12)第五章标准液压元件的计算和选取 (14)5.1 电机的选择 (14)5.2 油管内径的确定 (14)5.3液压元件的选取 (15)第六章油箱的设计过程 (17)6.1 油箱的设计要点 (17)6.2 油箱的尺寸计算 (18)第七章安装板的设计 (19)第八章结论 (1)致谢 (1)第一章引言橡胶工业在国民经济中占有及其重要的地位,肩负着自己艰巨而光荣的任务。
80 MN胶囊硫化机液压系统设计邹炳燕;杨健;李颖;朱如华;王程胜;曹贝贝【期刊名称】《机床与液压》【年(卷),期】2016(44)8【摘要】对于长行程大直径多缸液压系统,选择恒压变量泵与定量泵组合作为系统动力源,兼顾经济型和节能特性。
主缸上升采用差动连接,减小了装机容量。
选用先导式比例方向阀控制上芯模液压缸、下芯模液压缸及主缸,既满足长行程液压缸快速运动要求,又达到各液压缸精确定位、防止机械撞击的目的。
%For large diameter long stroke multi-cylinder hydraulic system, constant pressure variable pump and quantitative pump combination were taken as hydraulic system power to satisfy economical and energy-saving features.Differential connection was used when the master cylinder was rised, so installed capacity was reduced.Pilot proportional direction valve was used to control up core mould hydraulic cylinder, down core mould hydraulic cylinder and the main cylinder.The requirements of long-stroke hydraulic cylin-der fast movement are met, the purposes of accurate positioning of each hydraulic cylinder and preventing mechanical impact are a-chieved.【总页数】3页(P34-36)【作者】邹炳燕;杨健;李颖;朱如华;王程胜;曹贝贝【作者单位】天津中德应用技术大学航空航天与汽车学院,天津300350;天津中德应用技术大学航空航天与汽车学院,天津300350;天津中德应用技术大学航空航天与汽车学院,天津300350;天津中德应用技术大学航空航天与汽车学院,天津300350;天津中德应用技术大学航空航天与汽车学院,天津300350;天津中德应用技术大学航空航天与汽车学院,天津300350【正文语种】中文【中图分类】TH137【相关文献】1.大型胶带连续硫化机液压系统设计研究 [J], 董林福;黄颜锋;于玲2.LLY-B1260轮胎定型硫化机液压系统设计 [J], 杨鹏;赵增宏;王守城;肖丽媛;刘元媛3.液压轮胎定型硫化机液压系统设计与仿真 [J], 韩青;叶选林;任杉;王海生;晏立4.基于仿真的硫化机液压系统设计 [J], 赵翼翔;罗振东5.双层平板硫化机脱模装置液压系统设计与分析 [J], 姜涛;张永军;腾跃禹因版权原因,仅展示原文概要,查看原文内容请购买。
基于仿真的硫化机液压系统设计赵翼翔;罗振东【期刊名称】《橡胶工业》【年(卷),期】2009(056)008【摘要】The load of the hydraulic vulcanizer was assumed as 200 kN,and the designed hydraulic system parameters were as follows:the piston diameter of clamp cylinder was 320 mm and its rod diameter was 220 mm;the piston diameter of upper mould section cylinder was 100 mm and its rod diameter was 70 mm;inner diameter of the pressure oil tube was 12 mm,inner diameter of the inlet oil tube was 25 mm,and the volume of the reservoirs was 160 L.This hydraulic system were modeled and simulated by AMESim software under normal conditions.The simulation results showed that the hydraulic system exerted enough clamping force on vulcanizer and satisfied design requirements.%假定液压硫化机的负载为200 kN,设计的硫化机液压系统合模缸活塞直径和活塞杆直径分别为320和220 mm,上模缸活塞直径和活塞杆直径分别为100和70 mm,压力油管内径为12 mm,吸油管内径为25 mm,油箱容积为160 L.采用液压系统建模与仿真软件AMESim进行额定工况的建模仿真,结果表明,所设计的液压系统具有足够的合模力,达到了设计要求.【总页数】4页(P493-496)【作者】赵翼翔;罗振东【作者单位】广东工业大学,机电工程学院,广东,广州,510090;广东工业大学,机电工程学院,广东,广州,510090【正文语种】中文【中图分类】TQ330.4+7【相关文献】1.液压轮胎定型硫化机液压系统设计与仿真 [J], 韩青;叶选林;任杉;王海生;晏立2.基于Modelica的硫化机液压传动系统仿真 [J], 董怡文;赵翼翔;陈新度3.基于液压支腿的无人机自动调平液压系统设计及仿真分析 [J], 郭付4.基于AMESim的烟草中耕培土机液压系统设计与仿真研究 [J], 仝振伟;张秀丽;吴亚文;陈雪婷;侯朝朋5.基于FluidSIM的垃圾压缩站液压系统设计与仿真 [J], 赵玉;李德山因版权原因,仅展示原文概要,查看原文内容请购买。