炼钢工艺流程图
- 格式:docx
- 大小:47.61 KB
- 文档页数:6
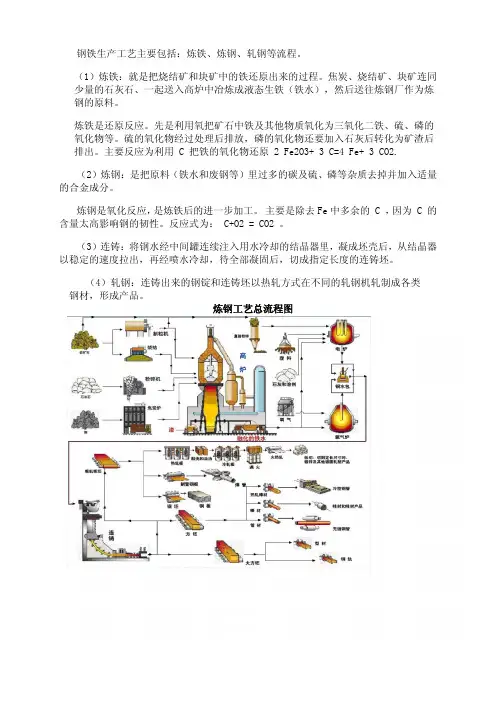
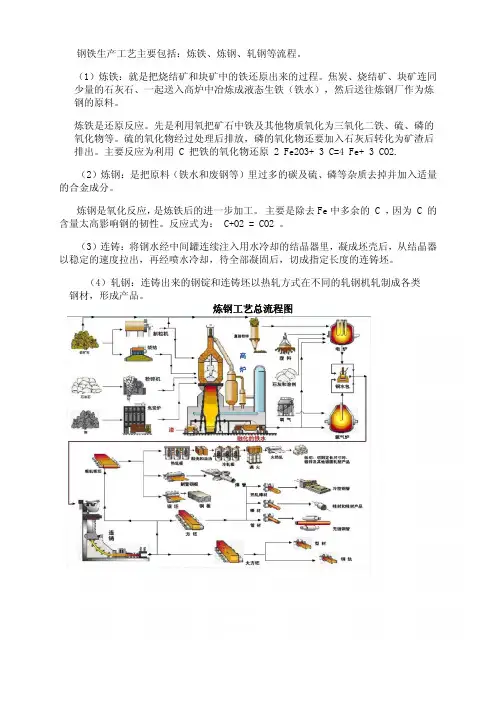
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
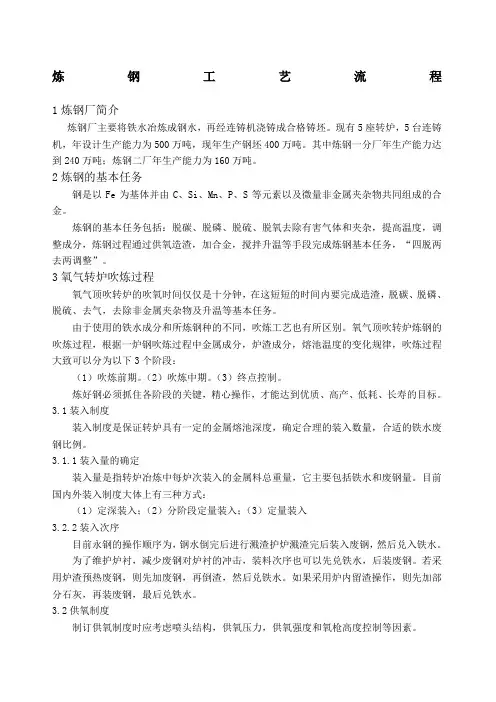
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程。
热轧生产流程。
资源来源:台湾中钢公司网站。
热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:台湾中钢公司网站。
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
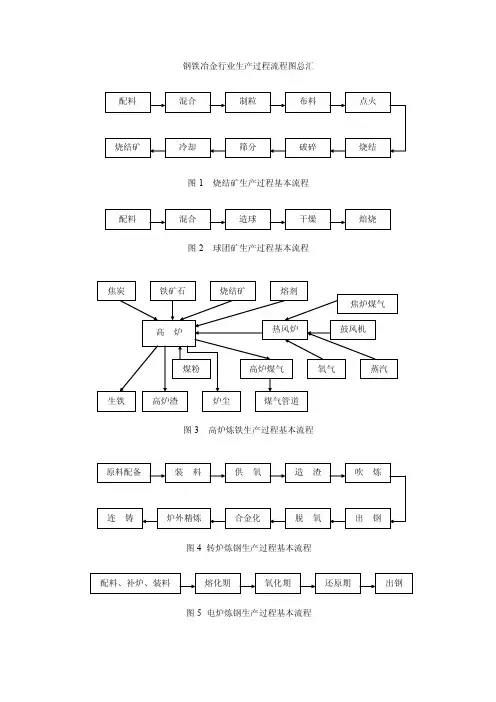
钢铁冶金行业生产过程流程图总汇
图1 烧结矿生产过程基本流程
图2 球团矿生产过程基本流程
图3 高炉炼铁生产过程基本流程
图4 转炉炼钢生产过程基本流程
图5 电炉炼钢生产过程基本流程
图6 型钢生产过程基本流程
图7 线材生产过程基本流程
图8 中厚板生产过程基本流程
图9 热轧宽带钢生产过程基本流程
图10 冷轧宽带钢生产过程基本流程
图11 热镀锌钢板生产过程基本流程
图12 热轧钢管生产过程基本流程
图13 冷轧(拔)钢管生产过程基本流程
图14 不锈钢无缝钢管生产过程基本流程
图15 钢丝生产过程基本流程
图16 钢丝绳生产过程基本流程
图17 冷轧晶粒无取向硅钢带(片)生产过程基本流程
图18 冷轧晶粒取向磁性钢带(片)生产过程基本流程
图19 炭素制品生产工艺流程
图20 耐火材料生产流程
图21 炉外法铁合金生产流程
图22 电炉法铁合金生产流程
图23 高炉法铁合金生产流程
图24 真空电阻法铁合金生产流程。
炼钢工艺流程1炼钢厂简介炼钢厂主要将铁水冶炼成钢水,再经连铸机浇铸成合格铸坯。
现有5座转炉,5台连铸机,年设计生产能力为500万吨,现年生产钢坯400万吨。
其中炼钢一分厂年生产能力达到240万吨;炼钢二厂年生产能力为160万吨。
2炼钢的基本任务钢是以Fe为基体并由C、Si、Mn、P、S等元素以及微量非金属夹杂物共同组成的合金。
炼钢的基本任务包括:脱碳、脱磷、脱硫、脱氧去除有害气体和夹杂,提高温度,调整成分,炼钢过程通过供氧造渣,加合金,搅拌升温等手段完成炼钢基本任务,“四脱两去两调整”。
3氧气转炉吹炼过程氧气顶吹转炉的吹氧时间仅仅是十分钟,在这短短的时间内要完成造渣,脱碳、脱磷、脱硫、去气,去除非金属夹杂物及升温等基本任务。
由于使用的铁水成分和所炼钢种的不同,吹炼工艺也有所区别。
氧气顶吹转炉炼钢的吹炼过程,根据一炉钢吹炼过程中金属成分,炉渣成分,熔池温度的变化规律,吹炼过程大致可以分为以下3个阶段:(1)吹炼前期。
(2)吹炼中期。
(3)终点控制。
炼好钢必须抓住各阶段的关键,精心操作,才能达到优质、高产、低耗、长寿的目标。
3.1装入制度装入制度是保证转炉具有一定的金属熔池深度,确定合理的装入数量,合适的铁水废钢比例。
3.1.1装入量的确定装入量是指转炉冶炼中每炉次装入的金属料总重量,它主要包括铁水和废钢量。
目前国内外装入制度大体上有三种方式:(1)定深装入;(2)分阶段定量装入;(3)定量装入3.2.2装入次序目前永钢的操作顺序为,钢水倒完后进行溅渣护炉溅渣完后装入废钢,然后兑入铁水。
为了维护炉衬,减少废钢对炉衬的冲击,装料次序也可以先兑铁水,后装废钢。
若采用炉渣预热废钢,则先加废钢,再倒渣,然后兑铁水。
如果采用炉内留渣操作,则先加部分石灰,再装废钢,最后兑铁水。
3.2供氧制度制订供氧制度时应考虑喷头结构,供氧压力,供氧强度和氧枪高度控制等因素。
3.2.1氧枪喷头转炉供氧的射流特征是通过氧枪喷头来实现的,因此,喷头结构的合理选择是转炉供氧的关键。
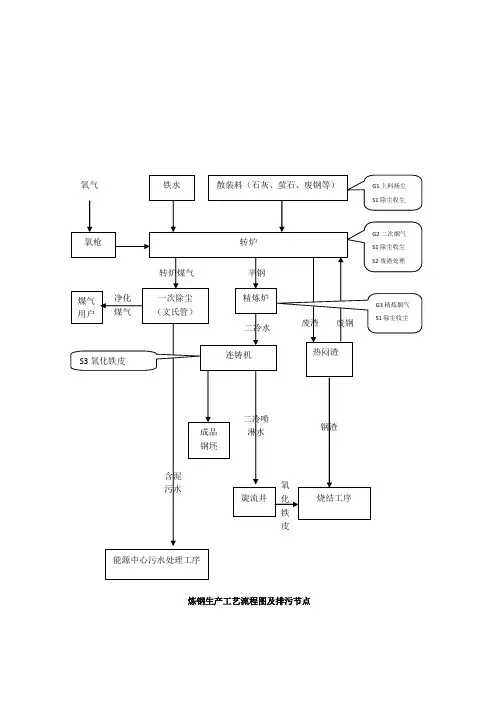
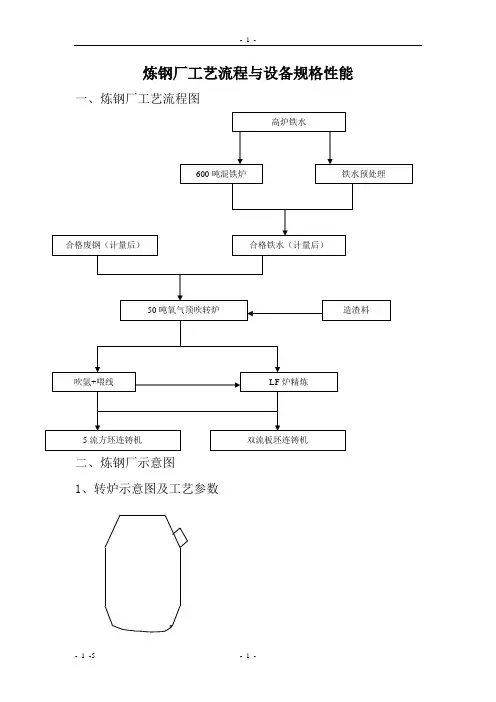
炼钢厂工艺流程与设备规格性能一、炼钢厂工艺流程图二、炼钢厂示意图1、转炉示意图及工艺参数工艺参数转炉炉体1.1炉体总高(包括炉壳支撑板):7050mm1.2炉壳高度:6820mm1.3炉壳外径:Φ4370mm1.4高宽比: H/D=1.561.5炉壳内径:Φ4290mm1.6公称容量:50t1.7有效容积:39.5m31.8熔池直径: Φ3160mm1.9炉口内径:Φ1400mm1.10出钢口直径:140mm1.11出钢口倾角(与水平):20°1.12炉膛内径:Φ3160mm1.13炉容比:0.79m3 /t.s1.14熔池深度:1133mm1.15炉衬厚度:熔池:500mm 炉身:500mm 炉底:465mm 炉帽:550mm 1.16炉壳总重:77.6t1.17炉衬重量:120t1.18炉口结构:水冷炉口1.19炉帽结构:水冷炉帽1.20挡渣板结构:双层钢板焊接式1.21托圈结构:箱式结构(水冷耳轴)倾动装置型式:四点啮合全悬挂扭力杆式(交流变频器调速)最大工作倾动力矩:100t*m最大事故倾动力矩:300t*m倾动角度:±360°倾动速度:0.2~1r/min二、方坯连铸示意图大包中包方坯弧形连铸机铸机基本参数:机型:全弧形铸机弧型半径:R6000/12000mm;机~流:5~5流间距:1250mm弯曲:连续弯曲矫直:连续矫直铸坯规格:120mm × 120mm;150mm × 150mm;100mm × 173mm;130mm × 173mm;拉速:120mm × 120mm 3.2~3.76 m/min;150mm × 150mm 2.0~3.0 m/min;100mm × 173mm; 2.8~3.4 m/min;130mm × 173mm; 2.0~3.0 m/min;冶金长度: 14.69 m(全凝固矫直);17.27 m(带液芯矫直)铸机长度:16.16m(铸机外弧基准线至固定挡板)定尺长度:3~6m铸机有效作业率:85%钢水收得率:96.8%设计年产量:80万吨/年三、板坯连铸大包中包结晶器板坯连铸机示意图铸机基本参数:机型:立弯式连铸机铸机弧型半径:6000mm;机~流:2~2流间距:4700mm弯曲:8点弯曲,R65000mm、R30600mm、R19300mm、R14000mm、R11000mm、R9000mm、R7200mm、R6000mm矫直:6点矫直,R6000mm、R7200mm、R9000mm、R11700mm、R16700mm、R31600mm 铸坯规格:150mm × 350~680mm;180mm × 350~680mm;200mm × 350~680mm;拉速:150mm × 350~680mm; V max:1.6 m/min; 180mm × 350~680mm; V max:1.5 m/min;200mm × 350~680mm; V max:1.2 m/min;冶金长度:17.43 m铸机长度:17.43 m定尺长度:6500m铸机有效作业率:82%钢水收得率:97%设计年产量:60万吨/年。
带控制点的工艺流程图工艺流程图是指通过将工艺过程的主要步骤以图形化的形式展示出来,帮助人们更好地理解和掌握工艺流程。
在工艺流程图中,常常会包含一些控制点,用于监控和控制整个工艺过程。
下面就以某个工业生产过程为例,来编写一个带有控制点的工艺流程图。
工艺名称:炼钢工艺流程流程图如下:控制点:温度控制、压力控制、化学分析控制1. 原料准备阶段确定生产批次检查原料质量称重、进料2. 预处理阶段将原料送至预处理分区清洗、破碎处理送至炼钢区3. 炼钢阶段3.1 加热阶段控制点:温度控制将原料送至加热炉以适当的温度加热原料监控加热温度,确保达到工艺要求3.2 冶炼阶段控制点:压力控制、化学分析控制将加热后的原料送至冶炼反应器加入适量的炼钢助剂加热并增加压力促进冶炼反应定期取样进行化学分析,调节冶炼工艺3.3 凝固阶段控制点:温度控制冶炼完成后,将熔融钢液送至凝固器控制凝固速度和温度,以确保钢坯质量4. 成品处理阶段4.1 钢坯调质将凝固得到的钢坯送至调质分区控制质量与机械特性,采用适当的调质方法调整钢坯硬度和组织结构4.2 检测控制点:化学分析控制对调质后的钢坯进行化学分析确保化学成分符合要求4.3 标识与入库将合格的钢坯进行喷码标识记录入库信息入库储存这是一个简化的炼钢工艺流程图,其中带有温度控制、压力控制和化学分析控制这几个重要的控制点。
这些控制点的设立,旨在确保整个工艺过程的稳定运行和产品质量的可控性。
通过有效地监控和调节这些控制点,可以保证生产出符合标准要求的高质量钢材。
炼钢工艺流程
1炼钢厂简介
炼钢厂主要将铁水冶炼成钢水,再经连铸机浇铸成合格铸坯。
现有5座转炉,5台连铸机,年设计生产能力为500万吨,现年生产钢坯400万吨。
其中炼钢一分厂年生产能力达到240万吨;炼钢二厂年生产能力为160万吨。
2炼钢的基本任务
钢是以Fe为基体并由C、Si、Mn、P、S等元素以及微量非金属夹杂物共同组成的合金。
炼钢的基本任务包括:脱碳、脱磷、脱硫、脱氧去除有害气体和夹杂,提高温度,调整成分,炼钢过程通过供氧造渣,加合金,搅拌升温等手段完成炼钢基本任务,“四脱两去两调整”。
3氧气转炉吹炼过程
氧气顶吹转炉的吹氧时间仅仅是十分钟,在这短短的时间内要完成造渣,脱碳、脱磷、脱硫、去气,去除非金属夹杂物及升温等基本任务。
由于使用的铁水成分和所炼钢种的不同,吹炼工艺也有所区别。
氧气顶吹转炉炼钢的吹炼过程,根据一炉钢吹炼过程中金属成分,炉渣成分,熔池温度的变化规律,吹炼过程大致可以分为以下3个阶段:
(1)吹炼前期。
(2)吹炼中期。
(3)终点控制。
炼好钢必须抓住各阶段的关键,精心操作,才能达到优质、高产、低耗、长寿的目标。
3.1装入制度
装入制度是保证转炉具有一定的金属熔池深度,确定合理的装入数量,合适的铁水废钢比例。
3.1.1装入量的确定
装入量是指转炉冶炼中每炉次装入的金属料总重量,它主要包括铁水和废钢量。
目前国内外装入制度大体上有三种方式:
(1)定深装入;(2)分阶段定量装入;(3)定量装入
3.2.2装入次序
目前永钢的操作顺序为,钢水倒完后进行溅渣护炉溅渣完后装入废钢,然后兑入铁水。
为了维护炉衬,减少废钢对炉衬的冲击,装料次序也可以先兑铁水,后装废钢。
若采用炉渣预热废钢,则先加废钢,再倒渣,然后兑铁水。
如果采用炉内留渣操作,则先加部分石灰,再装废钢,最后兑铁水。
制订供氧制度时应考虑喷头结构,供氧压力,供氧强度和氧枪高度控制等因素。
3.2.1氧枪喷头
转炉供氧的射流特征是通过氧枪喷头来实现的,因此,喷头结构的合理选择是转炉供氧的关键。
氧枪有单孔,多孔和双流道等多种结构。
永钢使用的是4孔拉瓦尔喷头形式喷枪。
3.2.2氧气压力控制
氧气压力控制受炉内介质和流股马赫数的影响。
经测定,炉内介质压力一般为0.12—0.13Mpa ,流股马赫数在 1.8—2.2之间。
因此目前在转炉上使用的工作压力为0.6—1.2MPa ,视各种扎容量而定。
一般说来,转炉容量大,使用压力越高。
3.2.3氧气流量和供氧强度 (1)氧气流量:
氧气流量Q 是指单位时间内向熔池供氧的数量,其量钢为m 3/min 或m 3/h 。
氧气流量是根据冶炼中炉内金属料所需要的氧气量,金属装入量和吹氧时间等因素来确定。
在实际生产中,由于供氧压力的波动和氧枪喷头加工尺寸的误差,有的工厂以氧气流量作为供氧制度的控制参数。
氧气流量Q=)
吹氧时间()
每吨金属需氧量(min /3t m ×装入量t
(2)供氧强度:
供氧强度是指单位时间内每吨金属的供氧量,其量钢为m 3/t·min。
供氧强度I=)
装入量()
氧气流量(t m min /3
供氧强度的大小,主要受炉内喷溅的影响,通常在不影响喷溅的情况下可使用较大的供氧强度。
国内15-50吨炉的供氧强度控制在2.8~4.0m 3/t·min。
3.2.4氧枪枪位
目前氧枪操作有两种类型,一种是恒压变枪操作,就一炉钢的吹炼过程,其供氧压力基本保持不变,通过氧枪枪位高低变化来改变氧气流股与熔池的相互作用,以控制吹炼过程。
另一类型是恒枪变压,即在一炉钢吹炼过程中,氧枪枪位基本不动,通过调节供氧压力来控制过程。
目前一般都采用恒压变枪操作。
3.3造渣制度 3.3.1造渣方法
根据铁水成分和冶炼钢种要求来确定造渣方法,目前常用的造渣方法有以下几种。
(1)单渣法,在吹炼过程中所选的渣不倒出,直至吹炼终点。
(2)双渣法,双渣法就是换渣操作,即在吹炼过程中停止吹炼,倒出部分炉渣,然后重加渣料造渣。
(3)双渣留渣法,双渣留渣法是将上一炉冶炼的终渣在出钢后留一部分在转炉内,供下一炉冶炼操作部分初期渣使用。
氧气顶吹转炉炼钢的一个显着特点是无需外加热源,炼钢的热源来自于铁水的物理热和化学热。
温度制度主要是指吹炼过程熔池温度和终点钢水温度的控制。
前者是保证吹炼过程顺利进行,后者是保证合适的出钢温度。
只有控制好过程温度,才能为直接命中终点温度提供保证。
因此,温度制度也是氧气顶吹转炉冶炼操作的重要工艺制度之一。
温度控制的目标是希望吹炼过程均衡升温。
吹炼终点时钢水温度和化学成分同时达到出钢要求。
因为氧气顶吹转炉炼钢的热量有富余。
所以,温度控制就是根据转炉冶炼的具体条件确定冷却剂的种类,用量和加入时间。
3.5终点控制及脱氧合金化制度
在吹炼过程中,由于钢中同时存在着碳氧平衡和铁氧平衡。
在一定温度下,钢中实际氧含量大于碳氧平衡计算值,小于铁氧平衡计算值。
常炼的钢种Q235B 和16Mn 的终点氧含量一般为0.02%~0.30%。
氧含量超过限度,影响铸坯(锭)质量;降低钢的力学,电磁和抗腐蚀等性能;加剧钢的“热脆”。
脱氧合金是钢冶炼过程的最后一项操作,也是炼好一炉钢的成败关键之一,如果操作不当造成废品,则前功尽弃。
3.5.1按钢的脱氧程度分类
按钢的脱氧程度不同可分为镇静钢、沸腾钢和半镇静钢三大类。
对于同一牌号的钢种,镇静钢的强度比沸腾钢要高一些,但生产镇静钢的铁合金消耗多,而且钢锭头部有集中的缩孔。
只有镇静钢才能浇注成连铸坯。
3.5.2脱氧方法
常用的脱氧方法有:沉淀脱氧,扩散脱氧和真空脱氧等。
3.5.3合金的加入原则 (1)脱氧剂加入的原则
在常压下脱氧加入的顺序有两种,一种是先加脱氧能力弱的,后加脱氧能力强的脱氧剂。
这样既能保证钢水的脱氧程度达到钢种的要求又使脱氧产物易于上浮,保证质量合乎钢种的要求。
因此,冶炼一般钢种时脱氧剂加入的顺序是:锰铁,硅铁,铝。
(2)合金加入量的确定
各种铁合金的加入量可按下列公式计算: 合金加入量=
%
%%合金元素吸收率铁合金中合金元素含量终点残余成分
钢种规格中限⨯-×1000
钢种规格中限%=
2
%
%钢种规格下限钢种规格上限+
合金增碳量=
1000
% %碳吸收率
合金碳含量
合金加入量⨯
⨯
×100%
4转炉炼钢用原材料
4.1金属料
4.1.1铁水(生铁)
永钢供应铁水有两种方式:一种是高炉→铁水罐车→转炉。
另一种是高炉→铁水罐车→混铁炉→转炉。
由于混铁炉供应的铁水成分,温度比较均匀稳定,带入的高炉渣少,因而在国内广泛采用。
但使用混铁炉增加了耐火材料和燃料消耗的附加费用(永钢的混铁炉暂没使用)。
4.1.2废钢
废钢是电弧炉炼钢的基本原料,用量约占钢铁料的70%-90%。
氧气顶吹转炉用铁水吹炼时,由于热量富余,可以加入多达30%的废钢,作为调整吹炼温度的冷却剂。
4.1.3铁合金
铁合金是炼钢生产中不可缺少的金属料,主要用作脱氧剂。
在转炉炼钢生产中,常用的铁合金有硅铁、锰铁、硅铝铁、硅锰铁和硅钙合金、铝块等。
4.2 非金属料
非金属料是在转炉炼钢过程中为了去除磷、硫等杂质,控制好过程温度而加入的材料。
主要有造渣料(石灰、白云石),溶剂(萤石、氧化铁皮),冷却剂(铁矿石、石灰石、废钢),增碳剂和燃料(焦碳、石墨籽、煤块、重油)。
4.3炼钢用气体
4.3.1氧气
氧气是转炉炼钢的主要氧化剂,主要含氧量达到99.5%以上。
工业用氧是通过制氧机把空气中的氧气分离,提纯来实现的。
4.3.2氮气和氩气
炼钢生产中要求氮气纯度达99%,氩气纯度在95%以上。
氮气主要用于溅渣护炉,氩气用作钢包搅拌气体。
5炼钢工艺流程简介
工艺流程见图1。
图1 炼钢工艺流程6转炉炼钢过程的基本反应
[Fe]+[O]=(FeO)
Si、Mn氧化
[Si]+[O]=SiO2
[Mn]+[O]=MnO2
脱磷
2[P]+2
5
[O 2]={P 2O 5}
2[P]+5(FeO )=(P 2O 5)+5[Fe] (P 2O 5)+3(FeO )=(3FeO ·P 2O 5)
(3FeO ·P 2O 5)+3(CaO )=(3CaO ·P 2O 5)+3FeO 或 (3FeO ·P 2O 5)+4(CaO )=(4CaO ·2O 5)+3FeO
脱硫
[S]+(CaO )=(CaS)+[O]
脱碳 [C]+[O]=CO 脱氧
Al 、Si 、Mn+[O]
7铁水预处理及炉外Lf 精炼 铁水预处理脱硫工艺简介 Lf 精炼工艺简介。