喷涂聚脲施工方案
- 格式:docx
- 大小:58.42 KB
- 文档页数:17
工程量:聚脲估计 1300m2。
1 、《涂装前钢材表面锈蚀等级和除锈等级》 GB8923-88;
2 、《工业设备、管道防腐蚀工程施工及验收规范》 HG223-91;
3 、《建造防腐蚀工程施工及验收规范》 GB50212-2002;
4 、《钢结构、管道涂装技术规程》 YB/T-9256-96;
1.1 开工前结合工程特点,进行全员培训,从理论到实践进行全员考
核,合格者方可上岗工作。
1.2 组织专业施工队,以施工队长为主体,由质量检查员、安全检查
员、工作技术人员、材料员组成管理层,应少而精。
1.3 对施工人员执行作业责任制,基本固定施工作业区,按工艺要求
明确作业责任,坚持每日作业质量检查,不合格者当日返修完工。
2.1 机械设备应单独设置在工作棚内, 有防雨防潮设施, 要保证供电、
供水方便。
2.2 按照施工机具的需求计划在工程开工前,从公司范围调遣施工机
具进场, 须租赁的要提前预约并保证使用前 3 天进入施工现场。 所有进场
机具,在进场前要进行彻底的检查、调试,确保其工作性能和安全性能。
2.3 各类设施和机械、供电等应符合安全标准,并分别设有明显安全 标志。
2.4 配备足够的中间检查、最终检查的各种检测仪器和工具,仪器应
便于携带、计量准确、经济耐用。
3.1 开工前 7 日内完成材料的订购,在订购前,我方将要求业主代表
对材料的生产过程、 检测手段、 检测方法进行考察, 在确定材料的性能满
足设计要求时,签定订购合同。
3.2 根据本工程要求的工期,我方拟采取“集中定货、一次性进场”
的方法进行采购。 材料到场后, 我方将要求相关单位进行现场检验, 检查
材料的规格、数量、检验报告、合格证。并对有疑问的指标进行复检。
采用干式喷砂除锈,为了减轻环境污染,为操作人员创造一个粉尘相
对少的环境,磨料采用石英砂。
预处理:需防腐蚀处理的表面焊缝上的焊瘤、焊渣、飞溅物均应打磨
掉。结构转角、表面凹凸不平及焊缝表面应打磨平整或者圆滑过渡。油脂、
油污应用酒精(工业纯)或者丙酮(工业纯)彻底除净。
①对于大型设备,可采用分段喷砂的办法。即先对一定面积进行喷砂
除锈,经检验合格后涂刷第一道底漆,待底漆固化后,再对剩余部份喷砂
除锈,此时应对已涂底漆加以保护,并在其继续喷砂端至少应留出 50mm 的距离。使能交叉喷砂,从而保证喷砂的质量。喷砂检验合格表面再涂,
第一道底漆前应用酒精或者丙酮清洗。
②喷砂所达到的质量等级按照 GB8923-88Sa2.5 以上,要求彻底除去金
属表面上的油脂、氧化皮、锈蚀产物等一切杂物,并用吸尘器、干燥洁净
的压缩空气或者刷子清除粉尘。残存的锈斑、氧化皮等引起轻微变色的面积 在任何 100×100mm2 的面积上不得超过 5%,粗糙度应为 RZ≥70μm。
③喷砂采用的压缩空气应干燥洁净,不得含有油污、杂物和水分,压
力为 0.5-0.6Mpa。使用前应将压缩空气喷在洁净的白布上,停留 1min 后,
用肉眼检查白布,若没有发现油污、黑点和水分方能使用。
④喷砂的砂粒采用石英砂,应干燥洁净,无油污、杂物;含水量应小
于 1%,必要时应进行烘烤干燥,待凉后才干使用。
⑤喷砂施工工艺指标如下:
喷嘴直径 6~8mm 喷射角度 30~75 喷距 80~200mm
首先将底材喷砂处理至 Sa2.5 级,对于焊缝等缺陷部位,用堵缝料找
平, 使整个底材能够平滑过度, 待堵缝料固化后用砂轮磨平。 然后清洁底
材,滚涂或者刷涂两道配套底漆。底漆重涂间隔最长为 24 小时,最短为
3 小时。
2.1 不含催化剂, 快速固化, 可在任意曲、 斜面及垂直面上喷涂成型,
不产生流挂现象, 5 秒钟凝胶, 1 分钟即可达到步行强度。 2.2 对湿气、温度不敏感,施工时不受环境温度、湿度的影响。
2.3 双组份, 100%固化含量,不含任何挥发性有机物(VOC),对环
境无污染。
2.4 可按 1:1 体积比进行喷涂或者浇注, 一次施工的厚度范围可以从数 毫米到数厘米,克服了以往多次施工的弊病。
2.5 优异的理化性能,如抗张强度、伸长率、柔韧性、耐磨性、耐老
化、防腐蚀等。
2.6 具有良好的热稳定性, 可在 120℃下长期使用, 可承受 350℃的短
时热冲击。
2.7 可以像普通涂料一样, 加入各种颜、 染料, 制成不同颜色的制品。
2.8 配方体系任意可调, 手感从软橡皮 (邵 A30) 到硬弹性体 (D65)。
2.9 原形再现性好,涂层连续、致密,无接缝,无针孔,美观实用。
该产品必须使用我公司认可的喷涂设备进行施工,否则我公司不承担任何
责任。
3.1 喷涂设备的主要技术参数:
最大输出量: 24 磅/分(10.8 公斤/分)
最小输出量: 2 磅/分(1 公斤/分)
最大工作压力: 3500psi (241 巴)
原料粘度: 250~1500cps
电源: 60 安, 3×220 伏; 38 安, 3×380 伏。
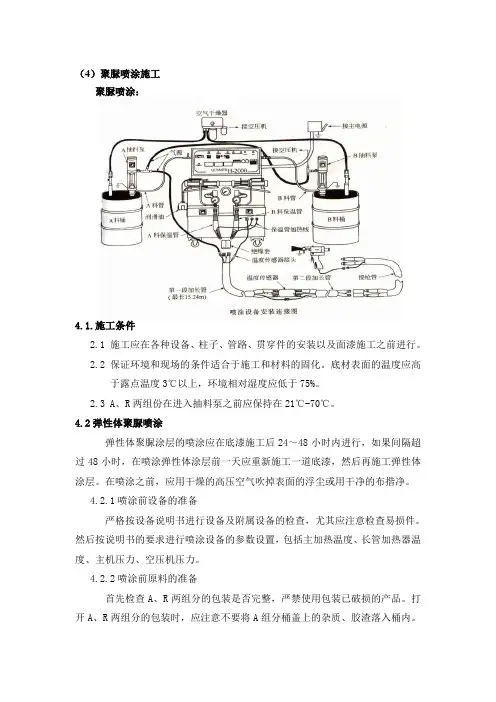
3.2 物料输送: 物料输送系统配备 2 个 2:1 气动上料泵,向主机以适当压力平稳供
料。它们分别插于 A 料和 R 料的 200 升大桶中,用罗纹连接,并用密封
圈可靠密封。 上料泵亦可用于小包装的料桶, A 料对湿气很敏感, 遇湿气
形成结晶,沾染比例泵、滤网、软管和枪。可选配有空气干燥器,气管连
接在大桶上, 向料桶供给带压干燥空气。 在高湿度条件下最好用氮气。 两
个料桶的气体是连通的, 可使两料桶有相同的初始压力。 注意初始压力应
小于桶的安全压力(通常不超过 0.4 巴) 。R 料可用气动或者电动搅拌器使 用颜料、 填料与聚醚混合均匀。 搅拌器转速不可过高, 以免将湿气混入料 中。为防止寒冷冬季原料粘度过大影响供料,在料桶上可装Gusmer
带鼓 加热器及在上料泵和主机之间装预加热棒,给原料加温。供料最低温度 20℃, 温度过低会增加之料泵和比例泵的负载, 并在泵中形成空穴。
如配 2X330 升带循环加热的储料罐,则最佳。
3.3 物料计量:
3.3.1 喷涂时的工作压力增加,涂层的物理性质也随之提高同时雾化
效果更好,表面质量更高。喷涂聚脲弹性体时的动压力普通在 1800psi(129
巴) ~2200psi (157 巴)之间。工作的静压力在 2300~2800psi 之间。
上料泵和比例泵之间有球阀密封装置(泵座),保证比例泵活塞摆布
挪移时有等量的物料输出。 单向阀不在比例泵内, 单向阀开停时引起的压
力波动较小。
A 料对潮气非常敏感,采取两项措施保护 A 料密封。 A 料比例泵右
边有一循环油封系统, 使泵轴密封浸泡于润滑剂的漂洗之中, 防止异氰酸
酯固结在泵轴上, 从而大大延长密封寿命。采用缩进式结构, 每次停机时, A 料泵轴彻底缩回缸内,避免接触潮气。
3.3.2 弹性体喷涂时,随着原料喷涂温度的增加,则涂层的物理性质
及表面质量也随之提高。聚脲弹性体的工作温度在 65℃~75℃之间。聚
氨酯弹性体和刚性聚氨酯工作温度太高时, 发泡倾向会增加, 故其温度略
低,在 49℃~70℃之间。
3.4 物料混合和雾化系统:
喷涂时,扣动板机,气缸拉动开停阀杆退出混合室,来自主机的A、
R 两股高压高温物流从混合室周边的小孔中冲入容积很小的混合室(惟独
0.0125 立方厘米),产生撞击高速湍流,瞬间实现均匀混合,且从混合室
到喷嘴距离极短, 混合物料在枪内反应时间很短, 几乎同时就被喷涂在底
材上。这种结构对于凝胶时间小于 5 秒的聚脲弹性体喷涂是极其合适的。
住手喷涂时,松开板机,阀杆即将复位,进入混合室,将A、R 料完
全隔绝,住手了两种料的混合,同时阀杆把混合室内残留的料全部推出,
完成自清洁,不需用溶剂清洗。
弹性体和刚性喷涂的雾化主要通过主机产生的高压来实现, 同时混合
料喷出模式控制盘时,开启气帽辅助雾化,以获得均匀的涂层。
3.5 物料清洗:
在操作间隙的短暂停机(30 分钟),是不需用溶剂清洗的。
对较长期的停机(如工间歇息、过夜、周末等),只需用专用的便
携式不锈钢清洗罐,用少量溶剂进行彻底清洗。
弹性体材料本身的力学性能十分优良,正常使用时,普通
不会损坏。一旦浮现意外损坏(如重物砸落、撞击等),可用修补料进行 局部修补。具体骤如下:
4.1 打磨待修补的表面,打磨的边缘要比待修补的表面向外扩展
150mm。
4.2 施工层间粘合剂。
4.3 在已打磨的部位施工修补料,要注意使修补料的涂层平滑过渡到
周围涂层。
4.4 对于特殊应用,施工与之相匹配的面漆。
5.1 本产品为双组份快速反应型,在使用时必须使用专用设备。
5.2 严禁使用包装已破损的产品。使用前目测涂料的外观状态应为均
匀、无凝胶、无杂质的可流动液体,如果发现涂料中有结块、凝胶或者粘度 增大现象,严禁使用。
5.3 A、R 两种物料在施工时打开包装后, 应用氮气保护, 用毕充氮密
封保存。 对于已开启包装的物料, 需按企业标准进行复检, 合格后方可使
用。
5.4 阻燃耐磨材料在 15~40℃下,干燥、避光保存的保质期为 6 个月。
超过贮存期可按企业标准进行复检,若符合技术要求仍可使用。
5.5 施工现场应有专人进行施工记录,记录内容应包括:①环境温、
湿度;②打开包装时, A、R 两组份料的状态;③压力,包括液压和喷涂
时 A、R 两组份的动态压力;④温度,包括A、R 两个主加热和长管加热
器的设定温度。⑤设定的空压机压力,喷涂时,压力、温度等参数有异常
时,应即将住手喷涂进行检查,并作好相关记录。