精细化工行业信息化解决方案
- 格式:pdf
- 大小:5.23 MB
- 文档页数:71

化工行业信息化建设的关键问题与挑战近年来,随着科技的不断发展和全球经济的日益竞争,化工行业也积极推动信息化建设。
信息化的进步为化工企业提供了更高效的生产管理和运营模式,然而,信息化建设中也面临着一系列的关键问题和挑战。
本文将对化工行业信息化建设的关键问题与挑战进行分析。
一、数据安全与隐私保护化工行业信息化建设涉及到大量的机密数据,包括生产工艺、产品配方、市场营销策略等。
因此,数据安全和隐私保护是信息化建设的首要问题。
化工企业需要采取有效的措施,确保数据的机密性、完整性和可用性,并严格遵守相关法律法规,以防止数据泄露和滥用。
二、信息系统集成与协同化工企业通常涉及到各个环节和部门,如采购、生产、物流等。
在信息化建设中,如何实现信息系统的集成和协同成为一项关键挑战。
不同系统之间的数据共享、协同办公等问题需要得到有效解决,以提高生产效率和降低成本。
三、信息安全风险与应急响应随着信息化程度的提高,化工企业面临的信息安全风险也不断增加。
例如,网络攻击、病毒入侵、数据丢失等问题可能对企业的生产经营造成重大威胁。
因此,化工企业需要建立健全的信息安全管理体系,及时发现和应对各类安全风险,并制定相应的应急响应机制,以保障企业信息的安全。
四、人才培养与管理化工行业信息化建设对人才的需求提出了更高的要求。
企业需要培养具备信息技术和业务知识的专业人才,以推动信息化建设的顺利进行。
此外,企业还需要制定有效的人才管理制度和激励机制,以留住和吸引高素质的技术人才。
五、系统应用与业务融合信息化建设的最终目标是提高企业的核心竞争力和经济效益。
因此,在实施信息化项目时,必须充分考虑到系统应用与业务融合的问题。
企业需要将信息化系统与实际业务深度结合,提升生产管理的精细化和智能化水平,从而提高企业的生产效率和市场竞争力。
在解决化工行业信息化建设的关键问题和挑战时,企业需要注重系统规划与设计、技术选型与引进、实施与运维等各个环节,并与专业的信息化服务机构合作,共同推动行业信息化建设的发展。
化工行业数字化解决方案在当今数字化时代,各个行业都在积极探索如何利用先进的技术手段来提高效率和降低成本。
化工行业作为传统制造业的一个重要分支,在数字化转型方面也有着巨大的潜力和需求。
本文将讨论化工行业数字化解决方案以及其对行业的影响。
一、数字化解决方案的意义化工行业在生产过程中存在着大量的数据,包括原材料的品质、工艺参数、设备运行状态等等。
传统上,这些数据主要通过人工手段进行收集和处理,效率低下且容易出错。
而数字化解决方案的出现,为化工企业提供了更加高效、准确、智能的数据管理方式。
通过将传感器、物联网和云计算等技术应用于化工生产过程中,实现数据的实时监测、分析和应用,可以提高生产效率,降低生产成本,并为企业的决策提供更加科学的依据。
二、数字化解决方案的具体应用1. 数据采集与监测数字化解决方案可以通过安装传感器和数据采集设备,实现对化工生产过程中关键参数的实时监测和数据采集。
例如,对生产设备的温度、压力、流量等参数进行监测,可以实时了解设备的运行状态,并及时发现和解决潜在问题。
通过实时数据的采集和监测,化工企业可以更好地把握生产过程的真实情况,及时调整生产策略,提高生产效率和产品质量。
2. 数据分析与优化数字化解决方案将采集到的大量数据进行分析和处理,通过建立数据模型和算法,挖掘隐藏在数据中的规律和价值。
通过对生产过程中的数据进行统计、分析和优化,化工企业可以找出问题的症结,发现并优化生产中的瓶颈环节,提高生产效率,减少资源浪费。
例如,通过对原材料质量数据的分析,优化供应链管理和品质控制,可以减少次品率,提高产品质量。
3. 协同与智能化数字化解决方案还可以通过云计算和大数据技术,实现企业内部各个部门之间的协同和信息共享。
通过建立统一的数字化平台,不同部门之间可以共享数据和信息,实现有效的协同工作和决策。
此外,数字化解决方案还可以通过人工智能技术,实现生产过程的自动化和智能化。
例如,通过建立智能化的生产调度系统,根据实时监测数据和生产计划,自动调整生产任务和生产线的运行,提高生产计划的准确性和效率。
化工行业mes系统解决方案导读:在面对复杂多变的市场环境以及节能环保的主题之下,化工行业面临着越来越严峻的生存环境,因此转换升级成为了化工行业的必经之路。
化工行业具有生产连续性强、工艺参数变化多、物料变化复杂、质量管理复杂、设备管理繁杂等特点,那么化工企业该如何导入MES系统呢?化工行业生产特点从整体上来说,化工生产过程是对生产原料伴有化学、物理、相变等反应、变化过程的连续加工,和离散制造业相比,化工企业具有以下特殊性:1.生产连续性强:由于化工产品生产的连续性,生产装置、生产流程的连续性很强,因为生产是连续的,一个环节发生问题就会阻塞整个流程,带来连锁反应,因此,化工MES系统要解决的问题就是,及时快速地反应生产状况和生产变化,及时对发生的问题做出快速反应,避免无价值的生产。
2.工艺参数变化多:成品收率是生产计划密切关注的。
而影响化学反应的因素很多,设备、原料、操作都会影响产成品的收率,这些影响主要表现为工艺参数的变化,化工MES系统解决方案,需要提升企业的工艺控制能力,保证产品生产正常、顺利推进,从而保证产品的效率与质量。
3.物料变化复杂:生产加工高度的连续性,各个工序之间通过物料流和能量紧密的联系起来。
一旦生产计划改变,整个生产流程的各个环节的生产状况都会随之变化,因此实施化工MES解决方案需要铜鼓MES系统提升对突、临时生产查单的适应性。
化工材料会随时间的变化而产生变化,可能变坏或变好,或完全变成另外一种物料;有些原料取自自然界,不同地点、批次的原料,其物理、化学性能会有差异。
所以化工MES系统,需要能够标识并管理物料实施变化状态和情况。
4.质量管理复杂:化工生产中的质检计量不仅有质量管理的作用,同时也是一种检测化工产品中生成物含量的比例一种手段,因此也是一种成本计算手段。
因此化工MES系统需要支持质量、物流、成本的统一计量管理。
5.设备管理繁杂:化工生产流程长,设备多而杂,因此生产开停车时,准备工作多而复杂,设备大修一般一年一次,全厂要停车,设备管理繁杂。

化工行业信息化建设
化工行业信息化建设可以帮助企业优化管理模型,降低产品消耗和成本,提高生产线稳定性,实现信息化、智能化和精细化管理。
在建设过程中,需要考虑到化工行业的生产特点,如连续性生产、技术多样性、复杂性和综合性、设备维护的重要性以及生产过程中涉及的化学品危险性。
信息化建设主要包含以下几个方面:
1.信息系统集成:通过ERP、CRM、SCM等系统之间的集成,实现业务数据的共享和流程的协同,提高管理效率。
2.自动化控制:应用PLC、DCS等自动化控制系统,实现对生产过程的自动化控制,减少人为操作误差,提高生产效率和产品质量。
3.数据分析与监控:通过数据采集、存储和分析,实时监控生产过程,及时发现和处理异常情况,保证生产稳定运行。
4.工业安全:在信息化建设中要充分考虑工业安全,建立完善的安全管理制度和安全防范体系,确保生产过程中人员和设备的安全。
5.物联网技术应用:利用物联网技术实现对生产设备的实时监控和预测性维护,提高设备运行效率和延长设备使用寿命。
6.人工智能应用:通过人工智能技术对生产数据进行深度挖掘和分析,优化生产过程,提高产品质量和降低成本。
总体来讲,化工行业信息化建设是一个复杂而系统的工程,需要在企业管理和技术应用等多个方面进行全面规划和实施,才能真正实现信息化、智能化和精细化的管理目标。
石化化工行业数字化转型实施指南一、背景石化化工行业是国民经济的重要支柱产业,随着科技的进步和数字化的发展,数字化转型已成为石化化工行业发展的必然趋势。
数字化转型可以提高生产效率、降低成本、提高产品质量和安全性,增强企业的核心竞争力。
二、目标实施数字化转型的目标包括:1. 提高生产过程的自动化和智能化水平,减少人工干预和错误;2. 优化供应链管理,提高物流效率;3. 实现精细化管理,提高决策效率和准确性;4. 提升企业品牌形象和市场竞争力。
三、实施步骤1. 制定数字化转型战略:根据企业实际情况和发展规划,制定数字化转型的战略目标和实施计划。
2. 现状分析:对企业现有的信息化水平、业务流程和管理模式进行全面分析,找出存在的问题和瓶颈。
3. 制定解决方案:根据分析结果,针对关键问题提出可行的解决方案,包括技术、管理、组织等方面的措施。
4. 实施数字化转型:按照方案逐步推进数字化转型,包括软硬件设施的采购、系统集成、人员培训等方面的工作。
5. 持续优化和改进:在数字化转型过程中,不断优化和改进系统,提高数字化转型的效果和效益。
四、关键要点1. 注重数据安全:在数字化转型过程中,要高度重视数据安全,采取有效的安全措施,确保数据不被泄露或损坏。
2. 加强人才培养:数字化转型需要高素质的人才队伍,企业要加强人才培养,提高员工的数字化素养和技术水平。
3. 推进智能化生产:通过引入先进的技术和设备,推进智能化生产,提高生产效率和产品质量。
4. 加强供应链协同:通过数字化手段,加强供应链各方的协同合作,提高物流效率和管理水平。
5. 强化风险管理:在数字化转型过程中,要强化风险意识,建立完善的风险管理体系,确保企业安全稳健发展。
五、结语数字化转型是石化化工行业发展的必由之路,企业应该充分认识到数字化转型的重要性,制定切实可行的实施方案,加强人才培养和技术创新,推进智能化生产和供应链协同,不断提高企业的核心竞争力。
同时,企业也要注意数据安全和风险管理,确保数字化转型的顺利进行。
化工企业安全生产信息系统管理解决方案1.建设背景2.方案简介 (4)3.系统功能 (6)3.1 系统主界面 (6)3.2 重大危险源监控系统 (7)3.3 有毒有害气体监测预警系统 (8)3.4 企业人员在岗在位管理系统 (9)3.4.1. 主要功能. (9)3.4.2. 人员及车辆管理 (10)3.4.3. 作业管理. (10)3.5 企业安全风险分区管理系统 (11)3.6 企业生产全流程管理系统 (12)3.6.1. 安全巡检管理 (12)3.6.2. 区域管理. (12)3.6.3. 特种设备管理 (13)3.6.4. 安全教育培训. (13)3.6.5. 应急管理(选配) (14)3.7 固废处置智能化管理系统 (15)3.7.1. 系统简介 (15)3.7.2. 主要功能. (15)3.8 系统管理 (16)3.8.1. 系统 (16)3.8.2. 图层管理. (16)3.8.3. 三维模型管理(选配) (17)3.9 人脸(指纹)识别 (17)3.10 拓展功能 (17)4.数据共享与交换系统 (18)4.1 平台概述 (18)4.2 平台结构设计 (18)4.3 平台功能设计 (19)5.定位系统 (21)5.1 定位系统架构图 (21)5.2 蓝牙信标 (22)53 蓝牙通讯基站 (22)5.4 蓝牙定位标签卡 (23)1.建设背景化工生产是国家、社会经济发展不可或缺的一大产业,但其具有易燃、易爆、有毒、腐蚀性强,高温、高压操作,生产工艺复杂等特点,稍有不慎很容易发生火灾、有毒物质泄露、爆炸事故,造成较大的损失如:经济、财物、生命、名誉等。
因此,搞好化工企业的安全生产,不仅关系到企业的正常生产和职工的人身安全,还关系到企业的生存发展和社会秩序的稳定。
安全生产是企业生产的核心工作,具有压倒一切的优先权。
对于安全生产管理需要有系统的和科学的方法,本危化企业安全生产信息管理解决方案用科技和信息化手段为危化企业安全生产保驾护航。
化工行业信息化解决方案目前,化工行业企业面临较大的转型压力。
在过去,劳动力、原油、煤炭、电力、土地等资源的低要素价格纵容了化工企业高耗能、低附加值地粗放经营模式,阻碍了企业和行业通过提高技术和效率来增强竞争力、形成自主品牌和自我创新能力的步伐,而且能源消费引起的污染与生态环境容量有限的矛盾日益突出,生产增长的资源环境代价非常大,节能环保工作任重道远。
企业要发展,不断提高产品附加值是提高公司收益的一项重要策略,而目前全球化竞争日益激烈,要实现高附加值的最重要途径就是创新,信息化是企业管理创新的重要组成部分,因此借助ERP系统实现企业全面信息化成为必然趋势。
汇智在线化工行业解决方案应运而生目前很多化工行业企业都实施了一些ERP系统,但大多数都处于财务供应链简单应用状态,或者采用了不同厂商的系统,如计量系统、MES系统、人力资源系统、CRM系统、OA 办公自动化系统,各个系统之间不能进行信息传递,造成了一个个信息孤岛,从而大大降低了信息化应用价值。
汇智在线化工行业解决方案帮助企业实现全面信息化汇智在线化工行业解决方案融合先进的管理思想和管理理念,结合本企业自身的个性化管理特点,建立一个适合化工行业特点的信息化平台。
1、建立大宗原燃料、质检、综合物资、销售发运一体化整体供应链管理体系大宗原材料是化工企业的战略物资,其采购成本占企业物资采购总成本的50%-80%,长期以来,由于大宗原材料用量大,成分复杂,管理和计量检验手段落后,一直管理比较粗放,因此,从大宗材料的物流环节进行精细化管理有非常大的成本降低空间。
除了大宗原材料,备品备件的精细化管理、产品在销售流通中的精细化管理等等都大有作为,成功企业的经验告诉我们,建立供、产、销一体的整体供应链管控体系,能给企业带来可观的经济效益。
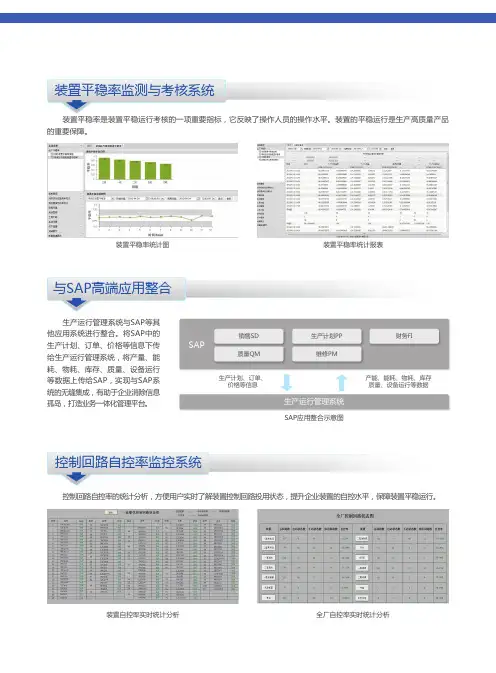
2、以管理和过程控制结合的管控一体化制造管理体系将ERP系统与MES生产控制系统集成,可以有效利用实时的现场生产数据,不但可以动态监测生产运行情况,还可以动态核算消耗、能耗等,对生产过程中的计划优化、设备管理、成本管理、绩效考核等均具有现实意义。
化工行业信息化的关键技术与解决方案化工行业是现代工业的重要组成部分,其在经济发展和社会进步中起着不可替代的作用。
然而,传统化工行业在信息化方面一直存在着一些瓶颈和挑战。
为了实现化工行业信息化的高效和可持续发展,需要探索并应用一些关键技术和解决方案。
本文将重点介绍化工行业信息化的关键技术和解决方案。
一、物联网技术在化工行业中的应用物联网技术是一种通过无线射频识别(RFID)、传感器等技术手段将现实物体与互联网相连接的技术。
在化工行业中,物联网技术能够实现对生产设备、原料和产品等的远程监控和管理,实时收集和处理数据。
通过物联网技术,化工企业可以提高生产效率、降低能耗,并实现全面的信息化管理。
二、大数据分析在化工行业的应用随着化工行业生产数据的持续积累,如何高效利用这些数据成为了关键问题。
大数据分析技术可以帮助化工企业挖掘生产数据中的有价值信息,实现对生产过程的优化控制和决策支持。
通过大数据分析,化工企业可以准确评估产品质量、预测设备故障,并进行供应链管理的优化等,从而提升整体竞争力。
三、云计算技术在化工行业中的应用在传统化工行业中,数据的存储和处理往往依赖于本地服务器,存在信息孤岛和数据冗余等问题。
而云计算技术的应用可以帮助化工企业实现数据的集中存储和共享,提高数据处理效率和资源利用率。
同时,云计算技术还能够为化工企业提供弹性的计算和存储资源,实现按需分配和付费模式,降低IT成本。
四、人工智能技术在化工行业中的应用人工智能技术在化工行业中的应用相对较新,但发展潜力巨大。
通过人工智能技术,化工企业可以实现设备故障的自动预警和诊断,提高生产过程的稳定性和安全性。
此外,人工智能技术还可以为化工企业提供智能化的决策支持和优化方案,提升管理水平和效益。
综上所述,化工行业信息化的关键技术和解决方案包括物联网技术、大数据分析技术、云计算技术和人工智能技术等。
这些技术的应用可以帮助化工企业实现生产过程的数字化、自动化和智能化,提高生产效率、降低成本,并有效应对市场竞争的挑战。