常用材料铣削速度推荐表V(米分)进给量(毫米齿)
- 格式:xlsx
- 大小:23.57 KB
- 文档页数:5
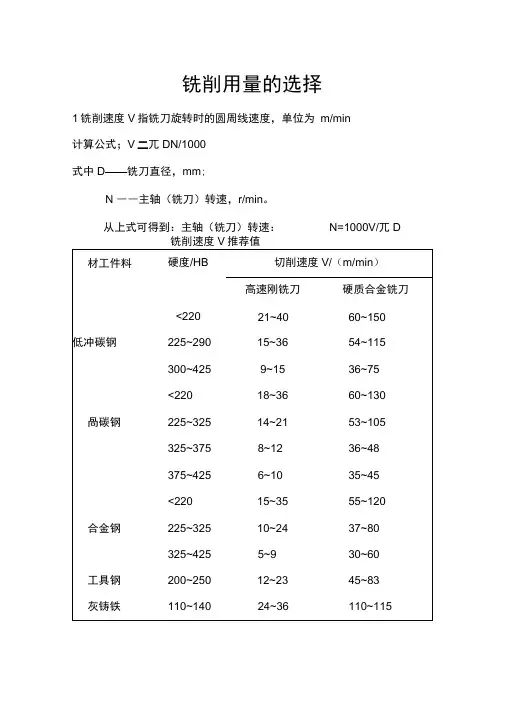
铣削用量的选择1铣削速度V指铣刀旋转时的圆周线速度,单位为m/min计算公式;V二兀DN/1000式中D——铣刀直径,mm;N ――主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值材工件料硬度/HB<220切削速度V/(m/min)高速刚铣刀21~40硬质合金铣刀60~150低冲碳钢225~290 15~36 54~115300~425 9~15 36~75<220 18~36 60~130 咼碳钢225~325 14~21 53~105325~375 8~12 36~48375~425 6~10 35~45<220 15~35 55~120 合金钢225~325 10~24 37~80325~425 5~9 30~60 工具钢200~250 12~23 45~83 灰铸铁110~140 24~36 110~1152进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量•有三种表示方法:(1) 每齿进给量a f铣刀每转过一个齿,工件沿进•给方向移动的距离单位为mm/z。
(2) 每转进给量f铣刀每转过一转,工件沿进.给方向移动的位为距离,单位为mm/r.。
(3) 每分钟进给量V铣刀每旋转1min,工件沿进.给方向移动的位为距离,单位为mm/ min。
.三种进给量的关系为:V =a f zn式中 a --------- 每齿进给量,mm/z。
.z ---- 铣刀(主轴)转速,r/min。
n ---- 铣刀齿数.。
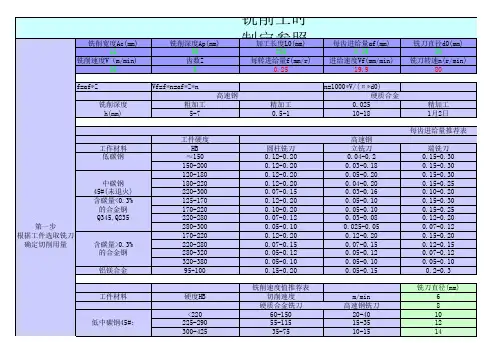
铣刀每齿进给量,a (mm/z.)推荐值3铣削层用量(1)铣削宽度a e铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50% ~60%左右。
(2)背吃刀量a p(切削深度)铣刀在一次进给中所切掉工件表面的厚度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm端铣刀粗铣时约为2~5mm,精铣时约为0.10~0.50mm.。

铣刀每齿进给量参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数
字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就
在深圳机械展.
每齿进给量的推荐表(毫米/齿)
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。

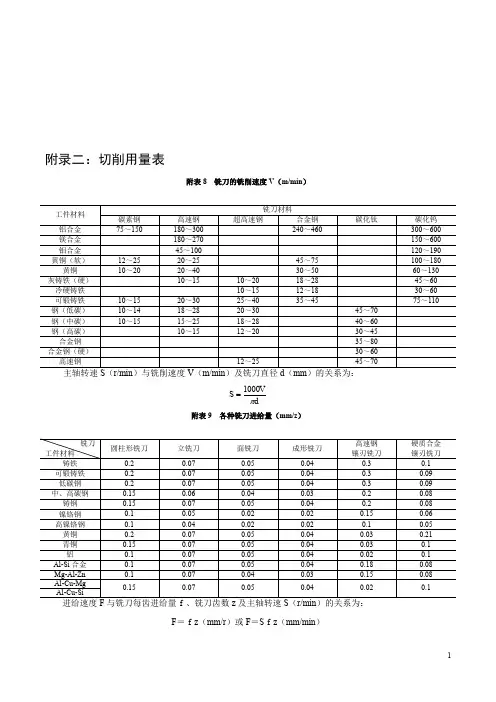
附录二:切削用量表
附表8 铣刀的铣削速度V (m/min )
d
V
S π1000=
附表9 各种铣刀进给量(mm/z )
F =f z (mm/r )或F =S f z (mm/min )
附表10 高速钢钻孔切削用量
附表11 镗孔切削用量
附表12 各标准螺纹所选钻头尺寸
攻丝前应加工出螺纹的底孔,底孔的直径尺寸可根据螺纹的螺距查阅手册(附表12为部分)或按下面的经验公式确定。
加工钢件或塑性材料时P d D -≈;加工铸铁或脆性材料时P d D )1.1~05.1(-≈
式中:D ——底孔直径(mm ),d ——螺纹公称直径(mm ),P ——螺距(mm )
攻盲孔工件时,由于丝锥切削部分不能攻到孔底,所以孔的深度要大于螺纹长度,孔深可按下式计算:d l L 7.0+=。
式中:L ——孔的深度(mm ),l ——螺纹长度(mm ),d ——螺纹公称直径(mm )
附表13 攻螺纹切削速度
附表14 孔的加工方法与步骤的选择
附表15 铰孔余量(直径值)。
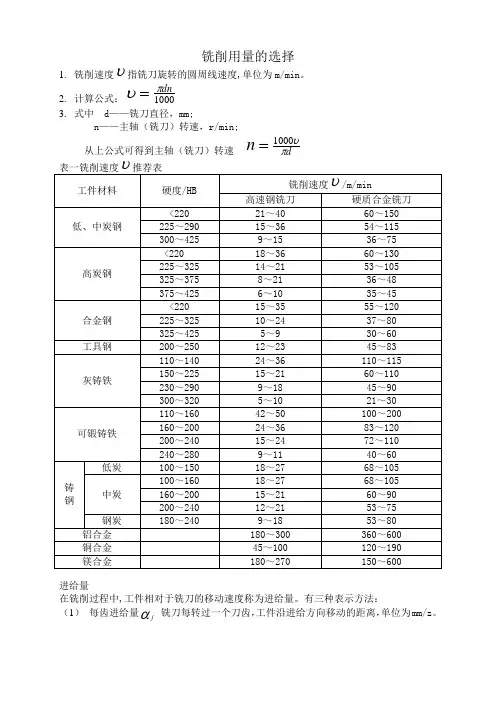
铣削用量进给量给速度————————————————————————————————作者:————————————————————————————————日期:铣削用量如何确定? 1. 铣削速度υ指铣刀旋转的圆周线速度,单位为m/min 。
2.计算公式:1000dnπυ=3. 式中 d ——铣刀直径,mm;n ——主轴(铣刀)转速,r/min;从上公式可得到主轴(铣刀)转速 dn πυ1000=表一铣削速度υ推荐表工件材料 硬度/HB 铣削速度υ/m/min高速钢铣刀 硬质合金铣刀 低、中炭钢<22021~40 60~150 225~290 15~36 54~115 300~425 9~15 36~75 高炭钢<220 18~36 60~130 225~325 14~21 53~105 325~375 8~21 36~48 375~425 6~10 35~45 合金钢 <220 15~35 55~120 225~325 10~24 37~80 325~425 5~9 30~60 工具钢 200~250 12~23 45~83 灰铸铁110~140 24~36 110~115 150~225 15~21 60~110 230~290 9~18 45~90 300~320 5~10 21~30 可锻铸铁110~160 42~50 100~200 160~200 24~36 83~120 200~240 15~24 72~110 240~280 9~11 40~60 铸 钢低炭100~150 18~27 68~105 中炭 100~160 18~27 68~105 160~200 15~21 60~90 200~240 12~21 53~75 钢炭 180~2409~18 53~80 铝合金 180~300 360~600 铜合金 45~100 120~190 镁合金180~270150~600进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量。
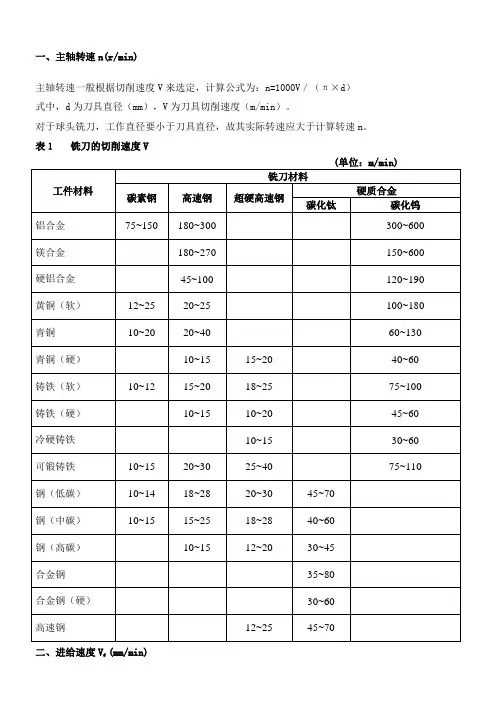
一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(mm/min)二、进给速度VfVf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,fz越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,fz就越小。
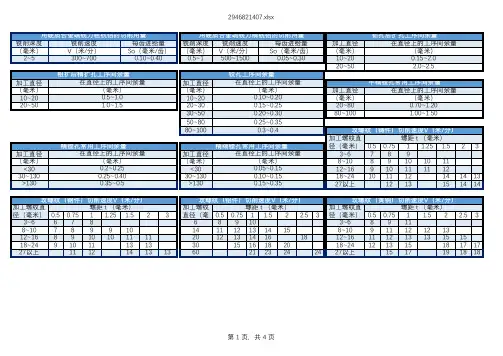
1.铣削加工表2 铣刀每齿进给量fz攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(1.04~1.06)P 式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度-0.7 d表7 用高速钢钻头钻孔切削用量5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为0.1~0.2mm底孔直径=铰刀直径-(0.1~0.2)mm铰削加工时切削速度V取3~15m/min进给量f取0.05~0.5mm/r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
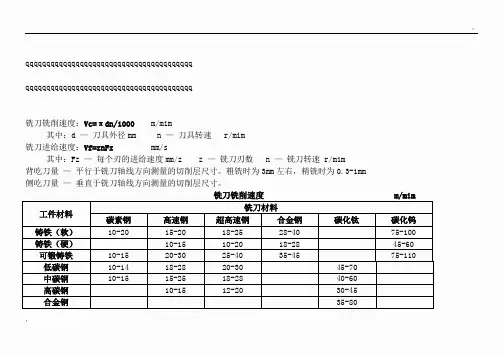
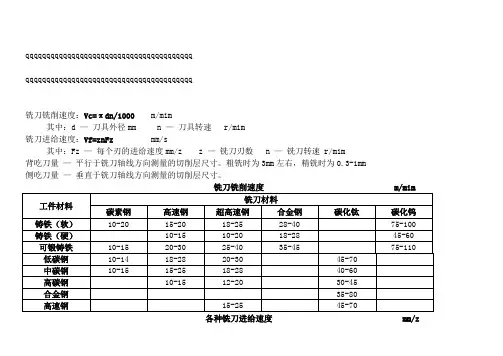
qqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqqq铣刀铣削速度:Vc=πdn/1000 m/mim其中:d —刀具外径mm n —刀具转速 r/mim铣刀进给速度:Vf=znFz mm/s其中:Fz —每个刃的进给速度mm/z z —铣刀刃数 n —铣刀转速 r/mim背吃刀量—平行于铣刀轴线方向测量的切削层尺寸。
粗铣时为3mm左右,精铣时为0.3-1mm侧吃刀量—垂直于铣刀轴线方向测量的切削层尺寸。
铣刀铣削速度 m/mim工件材料铣刀材料碳素钢高速钢超高速钢合金钢碳化钛碳化钨铸铁(软)10-20 15-20 18-25 28-40 75-100 铸铁(硬)10-15 10-20 18-28 45-60 可锻铸铁10-15 20-30 25-40 35-45 75-110 低碳钢10-14 18-28 20-30 45-70中碳钢10-15 15-25 18-28 40-60高碳钢10-15 12-20 30-45合金钢35-80’.高速钢15-25 45-70各种铣刀进给速度 mm/z 工件材料平铣刀面铣刀圆柱铣刀端铣刀成形铣刀高速钢镶刃刀硬质合金镶刃刀铸铁0.2 0.2 0.07 0.05 0.04 0.3 0.1可锻铸铁0.2 0.15 0.07 0.05 0.04 0.3 0.09低碳钢0.2 0.2 0.07 0.05 0.04 0.3 0.09中高碳钢0.15 0.15 0.06 0.04 0.03 0.2 0.08 铸钢0.15 0.1 0.07 0.05 0.04 0.2 0.08’.。