大山选矿厂浮选柱的推广应用
- 格式:pdf
- 大小:263.53 KB
- 文档页数:4
浮选柱在百花岭选矿厂的应用浮选柱是将压缩空气透过多孔介质(充气器)对矿浆进行充气和搅拌的充气式浮选机,有微泡逆流浮选柱和微泡射流浮选柱等类型。
该机的主体结构通常是一个带充气器(气泡发生器)的圆柱形筒体(亦可是正方形或矩形柱),筒体内附有给矿装置,泡沫溢出或刮出装置以及泡沫槽、压缩空气输入管网和风包等。
浮选柱工作时,经药剂调和好的矿浆由柱体中上部的给矿装置给入;压缩空气经输入管网和风包,然后透过多孔介质(如微孔塑料短管)从柱体底部鼓入,使在柱体内形成大量细小气泡。
矿粒在重力作用下缓缓下降,气泡穿过向下流动的矿浆升浮,矿粒与气泡通过逆流接触与碰撞,实现气泡选择性矿化。
矿化气泡升浮至矿液面聚集形成泡沫层,溢出或用刮板刮出后得泡沫产品(一般为精矿);尾矿则由柱底借助提升装置排出。
柱体内自矿浆给入口至柱顶称为精选区,主要作用是提高泡沫产品的品位; 由矿浆给入口至柱底称为捕集区,主要作用是捕集欲浮出的目的矿物, 提高回收率。
结构简单,占地面积小;无机械运动部件,安全节能;浮选动力学稳定,气泡相对较小,分布更为均匀,气泡-颗粒浮选界而充足,富集比大、回收率高、适合于微细粒级矿物的选别并且易于实现自动化控制和大型化;浮选速度快,可简化浮选流程,有效降低浮选作业次数。
适用于大型有色金属选矿厂。
1矿石性质百花岭选矿厂由原北京有色工程设计研究总院设计,1983年11 月建成投产。
设计规模为15000 t/d,矿石处理能力可达到22000t/d, 产品为钳精矿和硫精矿。
2014年,年产钳精矿标量19577t,钳精矿品位56. 18%;硫精矿标量32.7万t,硫精矿品位47.83%。
主要矿石为金堆城钳矿,主要赋存于震旦系火山岩一安山坊岩及燕山期侵入体一金堆城花岗斑岩中。
金堆城钳矿石根据其物理组成和结构分为两大类:花岗斑岩和安山坊岩。
花岗斑岩主要分布在矿区的南部,岀露范围随开采深度的加深在矿体中部及北部逐渐增大,在现开采境界内占20%以上。
高效浮选柱在黄金选矿中的应用摘要:在本文中,笔者以某黄金矿山工程生产实例,介绍在选厂原矿处理规模从1000t/d扩产至2000t/d时,采用新增浮选柱工艺的柱机联合浮选系统,使得浮选金精矿产品技术指标大幅提升。
针对该矿山原矿性质,首先进行了浮选柱小型工业试验,确定其原则工艺流程。
然后深入探讨该新增系统设备配置情况,最后通过扩产后实际生产情况,与扩产前产品技术指标进行充分对比论证。
关键词:黄金选矿;高效浮选柱;应用某金矿进行由l000t/d至2000t/d选矿扩建.为了确定改扩工艺,使工艺更合理更先进,本着工艺先进、设备高效的改造原则。
针对金矿矿石进行了浮选柱分选半工业试验研究,通过试验探讨浮选柱在金矿浮选中应用的可行性。
并为金矿选矿厂2000t/d改扩建提供设计依据。
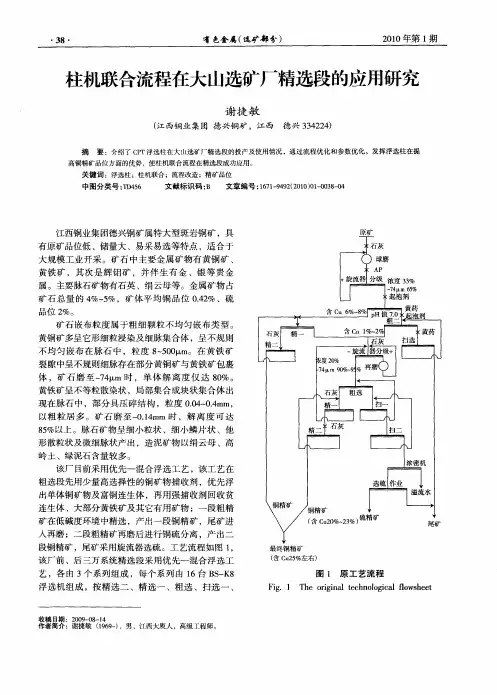
一、工艺流程与设计指标对于某金矿矿石进行了小型工业性试验,结论如下:①粗磨分级溢流直接入浮可以获得高品位精矿,但回收率难以达到理想指标。
粗磨条件下直接浮选难以达到粗磨抛尾的目的。
②分流矿浆细磨一粗一扫流程回收率水平高于同期浮选机生产指标.但精矿品位不能满足生产要求。
③分流矿浆细磨一粗一精一扫流程,可以在获得高回收率的同时精矿品位也符合要求,但考虑到柱粗扫选配置的能耗过高。
因而也不是最理想的流程。
④分流矿浆细磨采用浮选柱一粗一精及浮选机扫选流程可以保证精矿品位在50g/t以上的同时获得高的回收率。
可以充分发挥浮选机在粗粒回收及浮选柱在细粒回收、分选选择性方面的优势,能耗也较低。
⑤由于分流工业试验系统均为小型设备,柱壁效应强。
二、柱机联合工艺流程该矿山原浮选工艺为一粗一精一扫传统浮选流程,采用传统浮选机作为浮选作业的主体设备。
根据上述试验研究成果,经充分反复论证后,决定采用传统浮选机和浮选柱联合浮选工艺,实施该矿山改、扩建工程技术改造。
原浮选流程中金粗选和金扫选之间增加了柱浮选(一粗一精)作业,原流程已经产出部分高质量的金精矿,可将该产品灵活添加进新增柱浮选流程,进一步提高其产品技术指标。
浮选在选矿中的作用与意义欧阳光明(2021.03.07)浮游选矿是一门分选矿物的科学技术,是一种主要的选矿方法。
它的原理是利用矿物表面物理化学性质的差异,使矿石中一种或一组矿物有选择地附着于气泡上,从而将有用矿物与脉石矿物彼此分开。
因其主要对象是分选矿物,所以叫做“浮游选矿”,简称为“浮选”。
矿物表面物理化学性质主要指的是矿物表面的润湿性。
在常见的一些矿物中,如石墨、硫磺、辉钼矿等表面不易被水润湿,表现出与水亲和力小的性质,其细粒就易粘附于气泡而上浮,叫做“疏水性矿物”。
另一类矿物,如石英、方解石、云母等表面容易被水润湿,表现出与水亲和力大的性质,其细粒则不易粘附于气泡上,叫做“亲水性矿物”。
浮选过程是在浮选机组中完成,它是一个连续过程。
具体可分为以下四个阶段:1.原料准备浮选前原料准备包括细磨、调浆、加药、搅拌四项。
细磨后原料粒度要达到一定要求,其目的主要是使绝大部分有用矿物从镶嵌状态中单体解离出来,另一目的是使气泡能载负矿粒上浮,一般需磨细到小于0.2毫米。
调浆指的是把原料配成适宜浓度的矿浆。
然后加入各种浮选剂,以加强有用矿物与脉石矿物表面润湿性的差别。
搅拌的目的是使浮选剂与矿粒表面有充分作用的时间。
2.搅拌充气依靠浮选机的搅拌充气器进行搅拌作用并吸入空气,也可以设置专门的压气装置将空气压入。
其目的是使矿粒呈悬浮状态,同时产生大量尺寸适宜且较稳定的气泡,造成矿粒与气泡接触碰撞的机会。
3气泡的矿化经与浮选剂作用后,表面疏水性矿粒能附着在气泡上,逐渐升浮至矿液面而形成矿化泡沫。
表面亲水性矿粒不能附着于气泡而存留在矿浆中。
这是浮选分离矿物最基本的行为。
4矿化泡沫的刮出为保持连续生产,及时排出矿化泡沫,浮选机转动的刮板把它刮出,此产品叫做“泡沫精矿”。
留在矿浆中然后排出的产品,叫做“尾矿”。
在浮选中,矿粒表现出能附着于气泡而上浮的这种性质叫做“矿物的可浮性”,其中能与气泡附着的叫做“易浮矿物”,不能与气泡附着的叫做“难浮矿物”。
书山有路勤为径,学海无涯苦作舟
浮选柱在浮选中的应用及特点
1.浮选柱应用范围及特点是什么?浮选柱也叫柱式浮选机,是一种深槽型充气式浮选机,是我国新型浮选设备之一。
许多选矿厂经试验研究已用于各种浮选作业之中,并获得了较好的效果,在有些浮选流程中能基本代替机械搅拌式浮选机或与一些其它型浮选机联合使用。
目前大部分是将浮选柱用在粗选作业上,而在精选作业上是不太适用的。
主要是浮选精矿质量和回收率均不如浮选机,尤其是精矿质量。
浮选柱的技术规格,常以浮选柱的直径D 和高度H 表示,目前有园型和上
方下园二种。
浮选柱的特点是:具有结构简单,制造安装方便,生产维护容易,节省动力,占地面积小,基建费用低,上马快。
但浮选柱也有其缺点:主要是充气装置易结钙和堵塞,工作不稳定。
这是值得研究加以改进的主要问题。
2、浮选柱的工作原理是什么?
浮选柱在工作时,将矿浆加入浮选药剂进行强烈搅拌,由中心给矿装置送入柱内。
由于矿浆的重力作用,从柱内缓缓下降。
压缩空气经过充气装置弥散成大量的微小气泡,均匀地分布在柱的整个断面上并徐徐上升。
矿浆与气泡形成对流运动。
在这种情况下,一部分可浮性矿物附着于气泡而上浮至矿浆上面形成矿化气泡,从泡沫流槽自行溢出或用刮板将泡沫刮出,即为精矿。
另一部分不浮的脉石不能附着于气泡上,从尾矿提升装置排出或进入下一作业处理,即为尾矿。
3、浮选柱在开停车时注意事项是什么?
浮选柱在开车时,先向充气管送风,经检查没有问题后,向柱中加清水,待。
浮选柱在铜矿选矿中的应用探究潘菊芬【摘要】随着我国铜矿因开采而逐渐减少,所以显得更加珍贵.如何提高铜的品位以及改善铜的回收利用效果,是推进铜矿资源利用率的重要手段之一.本文以具体案例为基础,从操作方法及工艺理论方面对浮选柱在选铜矿方面的应用,尤其是工艺过程,回收效果以及改进措施等方面进行讨论,以此为铜矿选矿提供借鉴.【期刊名称】《世界有色金属》【年(卷),期】2018(000)004【总页数】2页(P84,86)【关键词】浮选柱;选铜硫矿;铜硫分离【作者】潘菊芬【作者单位】山东鑫海矿业技术装备股份有限公司,山东烟台 265500【正文语种】中文【中图分类】TD923铜在我国社会主义经济建设中的地位举足轻重,铜在矿藏中的形式以铜镍硫化物型、斑岩型、夕卡岩型、火山岩型、铜镍硫化物为我国铜矿资源的主要存在形式。
铜矿现存资源较多,但现实情况是其作为不可再生资源,可开采的铜矿逐年减少。
如何提高黄铜矿的品质?如何改善选矿的重复利用率?这两个问题已经迫在眉睫,铜作为重要的金属材料,在经济建设中有重大的作用,不可再生性造成可供使用量日益紧张,而浮选柱的应用可以很好的提高铜的品位和回收率,通过浮选法,矿石中部分杂质能去掉,可得含铜量相对较高(8%~35%)的铜精矿。
提高铜矿品位是提高铜资源的重要举措,浮选柱在这方面的重要作用不断突显。
下面详细阐述浮选柱的运行原理与未来发展。
1 通过选矿实现高品位的铜我国浮选黄铜矿矿的ph值,范围相对宽泛,硫化矿捕收剂、氧化矿捕收剂等是最常用的捕收剂。
黄铜矿的表面电性和表面组分,极易被浮游捕获,去除杂质后得到精化。
下面举例详细说明,现场开采发现,以黄铁和黄磁铁为主要成分的铜矿石,详细成分分布见表1,其中的铜和硫硫作为有用元素,可以回收进行利用,只有将主要成分当中的硫元素和铜元素进行分离,才能对矿石进行高品位的提升,这两种种元素的分离在现实操作中的困难可以总结为以下两点:一、由于各部位的铜矿铜含量分布的不均匀性,在可浮性方面能力有所不同,使其由于各自的个体差异而不易分离;二是可溶于水的电解质,例如Fe3+、Fe2+、Zn2+等与铜矿之间的反应,影响了两种元素分离的速度。
浮选柱市场分析报告1.引言1.1 概述概述部分的内容可以包括浮选柱市场的定义与范围,以及其在矿业等领域中的重要性和应用。
同时也可以简要介绍浮选柱市场的发展背景和现状,为后续的市场分析做铺垫。
还可以提到浮选柱市场的发展现状和市场规模,引出接下来的市场分析内容。
1.2 文章结构文章结构部分介绍了本文的章节分布和内容安排,包括引言、正文和结论三个部分。
其中,引言部分包括概述、文章结构、目的和总结四个方面;正文部分包括浮选柱市场概况、浮选柱市场需求分析和浮选柱市场竞争格局三个方面;结论部分包括市场发展趋势、未来发展建议和总结三个方面。
这些部分构成了整篇文章的框架,将依次进行详细的分析和阐述。
1.3 目的本报告的目的在于对浮选柱市场进行深入分析,了解其市场概况、需求情况以及竞争格局,同时探讨市场的发展趋势,并提出未来发展的建议。
通过本报告的撰写,希望能够为相关行业提供参考,有效指导企业制定发展策略,促进浮选柱市场的健康发展和竞争力的提升。
1.4 总结总的来说,本报告对浮选柱市场进行了全面的分析和研究。
我们深入探讨了市场概况、需求分析和竞争格局,发现了市场存在的机遇和挑战。
通过对市场发展趋势的展望和未来发展建议的提出,我们相信浮选柱市场有着广阔的发展前景,但也需要面对市场竞争和技术创新的挑战。
我们希望通过本报告的研究,能够为相关行业提供有益的参考和建议,促进浮选柱市场的健康和持续发展。
2.正文2.1 浮选柱市场概况浮选柱是一种重要的选矿设备,广泛应用于矿山、冶金、建材等领域。
其主要作用是通过空气和物料的接触,使矿石中的有用矿物与杂质分离,从而达到提纯矿石的目的。
浮选柱市场在全球范围内都有较大的需求,尤其是在资源丰富的国家和地区,市场需求更为旺盛。
在近年来,随着矿山资源的逐渐枯竭以及对矿石品质要求的提高,浮选柱市场的需求也随之增加。
同时,环保意识的提高也促使浮选柱设备在生产过程中更加注重节能减排,使得新型浮选柱设备的研发和应用成为当前的市场趋势。
大型浮选柱在钼矿粗选作业中的应用研究作者:郭宏斌来源:《中国新技术新产品》2013年第06期摘要:介绍了浮选柱的工作原理、发展趋势,浮选柱在实际生产中的应用,将浮选柱应用于钼矿粗选作业中达到节约用地,减少投资,节能降耗的目的。
关键词:浮选柱;钼矿粗选中图分类号:TD72 文献标识码:A浮选柱是一种新型高效浮选设备, 20世纪60年代由加拿大人皮埃尔·鲍庭和唐·怀勒等人研制发明。
在20世纪80年代以后,浮选柱的研究在气泡发生器和运行稳定控制上取得较大进展,出现了一大批各具特色的浮选柱。
如加拿大的CFCC浮选柱,德国的KHD浮选柱,美国的FLOTAIR浮选柱,澳大利亚的Jameson浮选柱。
我国在吸收国外浮选柱经验的同时,浮选柱的研制与应用也取得长足发展。
浮选柱广泛的用于选别铜、铅、锌、钼、镍、锰、铁、白钨、煤、萤石、石墨、滑石、重晶石、磷灰石等,在选矿厂的应用范围不仅仅局限于精选作业,已扩展到粗选或扫选作业,国外已经出现了全浮选柱选矿厂。
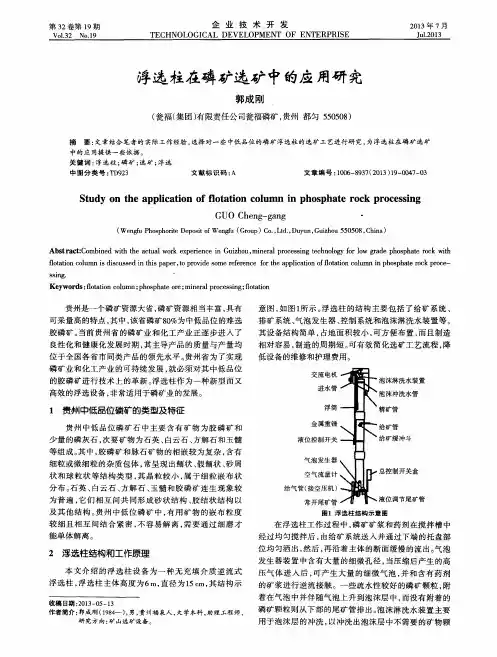
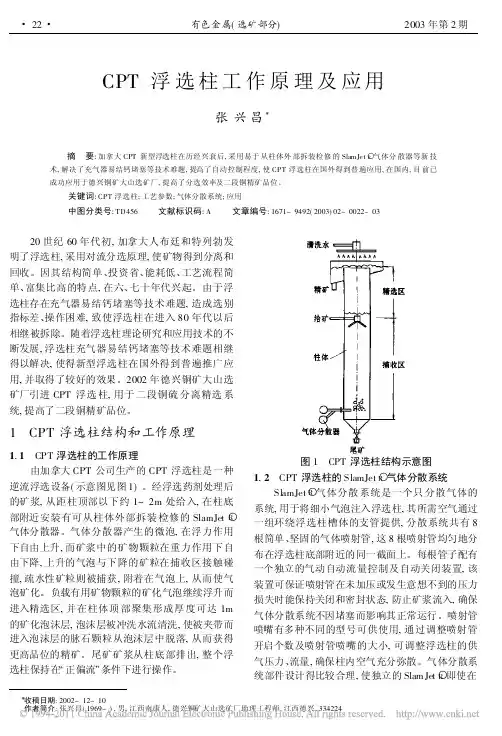
1 浮选柱工作原理及应用趋势1.1 浮选柱工作原理浮选柱是一种逆流浮选设备,如图1 所示矿浆从距顶部以下2米左右处由给矿分配器均匀给入,在柱底部附近安装有可从柱体外部拆装检修的气体分散发生器,产生的气泡在浮力作用下自由上升,矿浆中的微重颗粒在重力作用下自由下降,上升的气泡和下降的矿粒接触碰撞,疏水性矿粒则被捕获,附着在气泡上,从而使气泡矿化,矿化泡沫升浮至柱体上部形成矿化泡沫层,溢流至精矿泡沫槽中,非泡沫产品则由与柱底相连的尾矿管中排出。
其工作液面高度和充气量由自控系统进行操作和管理。
与机械搅拌式浮选机相比,最大特点是采用矿粒与微细气泡逆流平稳接触的流动方式,提供大量捕收矿粒的机会。
矿粒与气泡逆向运动,绝对速度虽小,相对速度却高,紊流度低。
柱内气泡细小均匀,表面积大,在逆流条件下与矿粒接触机会更多,有利于提高浮选速度和回收率。
柱内泡沫层厚度大,可以调节,再加上冲洗水的逆流清洗作用,因而富矿比大,可以显著提高精矿品位。
浮选柱的研究与应用◆ 包士雷丁亚卓孙永升(东北大学资源与土木工程学院,辽宁沈阳110004)摘要:本文介绍了浮选柱的发展历史、结构、工作原理及其应用情况,在分析现有浮选柱的优缺点后,提出了浮选柱的发展趋势。
关键词:浮选柱;应用;优缺点;发展趋势浮选柱具有结构简单、高效节能、对微细粒浮选优势明显且选别指标优越等特点,特别是近年来改进了柱体和发泡器结构之后,浮选柱成为今后新型、高效浮选设备发展的重要趋势之一。
但是,浮选柱的研究虽然已经有了突破性的进展,其结构和分选效果仍有待完善和提高,并逐渐显现了一定的发展趋势。
1 浮选柱的发展历史浮选柱的设计思想源于1915年,后来为了克服矿石在底部的沉积,安装了搅拌装置,逐渐演变为现在的浮选机。
在20世纪60年代,加拿大工程师Bouttin申请了带泡沫冲洗水装置的浮选柱专利,其后在前苏联和中国迅速掀起了浮选柱研究和开发应用的热潮。
但在70年代并未得到推广和应用,原因是早期研制的浮选柱均为内部发泡器型,结构不合理,应用后经常发生结垢、堵塞(尤其用于碱性矿浆时)、脱落、破裂、充气不均匀等现象,导致浮选柱不能正常运行。
自20世纪80年代后,在一些新的设计思路指导下,涌现出多种新型高效的浮选柱,如美国戴斯特(Deister)公司生产的 Flotaire浮选柱、英国利兹大学研制的利兹浮选柱、美国的 VPI 微泡浮选柱、原苏联研制的Π系列浮选柱等;其中1987年澳大利亚詹姆森(G.J.Jameson)教授发明设计的詹姆森浮选柱,可以认为是浮选柱研究 40年来的分水岭,在结构、给矿方式和分选机理上都有了全新的突破,解决了因柱高所带来的一系列问题。
现在,人们对浮选柱的设计安装、操作和控制日趋成熟,也使浮选柱的应用领域不断扩大[1]。
2 浮选柱的结构及其工作原理2.1 浮选柱的结构浮选柱构造简单。
自溢式浮选柱是由上体、中间圆筒和下体组成,整个柱体为圆形,如图1。
刮板式浮选柱还有泡沫刮板和传动装置,其柱体形状为上方下圆形,这种形状不但节省材料,而且受力情况及稳定性也较好。