螺纹塞规及针规的使用方法
- 格式:ppt
- 大小:2.88 MB
- 文档页数:10


以下为螺纹塞环规的使用方法及使用要求,一起来看看吧。
标准GB3934中明确规定了螺纹塞规止端的使用规则是允许与工件内螺纹两端的螺纹部分旋合,旋合量应不超过两个螺距;对于三个或少于三个螺距的工件内螺纹,不应完全旋合通过。
螺纹塞规使用完毕后,应及时清理干净丈量部位附着物,存放在划定的量具盒内。出产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏丈量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。可调节螺纹环规严禁非计量工作职员随意调整,确保量具的正确性。螺纹环规长时间不用,应交计量治理部分妥善保管。
螺纹赛环规检修丈量过程首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指滚动环规,使其在自由状态下旋合通过螺纹全部长度判断合格,否则以不通判断。
螺纹塞规止规使用时应留意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同。检修测量过程:首先要清理干净被测螺纹油污及杂质,然后在螺纹塞规与被测螺纹对正后,用大母指与食指滚动环规,旋入螺纹长度在2个螺距之内为合格,否则判为分歧格品。
下面,我们将主要讲解一下螺纹塞规和螺纹环规的校验规范这一方面,将分几个部分进行,以便能够让大家清楚明白进行学习、了解和掌握。
对螺纹塞规和螺纹环规的校验规范,一般会使用到卡尺、千分尺等,而校验项目,则有外观和特性尺寸这两个方面。那下面,我们就来具体讲解一下它的校验方法,以及一些注意事项等。
1.外观主要是进行目测,检查其测量面是否有锈蚀、碰伤、裂纹、毛刺或者是损坏等问题。如果有缺陷的话,那么是否会影响到其使用准确性。此外,上面的标记是否清晰和明白。
2.特性尺寸先清洁螺纹赛环规的丈量面,然后用标准件来测量塞规的外径,以及环规的内径。然后将的测量结果,减去规格值,就终的结果了。
3.螺纹塞规与螺纹环规配合测试当通规能与工作螺纹旋合通过时,而且其旋合量不超过两个螺距时,则可以判定螺纹是合格的,否则就为不合格。校验环境应是常温条件下,环境湿度应在范围内,校验周期为1年。

螺纹塞规的使用方法和注意事项
螺纹塞规,即测量螺纹孔内径的工具,常用于螺纹孔的检测。以下是螺纹塞规的使用方法和注意事项:
使用方法:
1. 将螺纹塞规插入待测螺纹孔中,确保螺纹塞规与螺纹孔相切,并且顶端正对螺纹孔。
2. 轻轻旋转螺纹塞规,使其完全插入螺纹孔。
3. 确保螺纹塞规的顶端与螺纹孔的底部接触。
注意事项:
1. 使用前,应先清洁螺纹孔和螺纹塞规,以确保测量的精确性。
2. 在插入螺纹塞规时要小心,避免损坏螺纹表面,以免影响测量结果。
3. 在使用过程中,要避免螺纹塞规与其他硬物碰撞,以防塞规的损坏。
4. 使用时要注意力度,避免过度旋转或使用过大的力量。
5. 要选择正确的螺纹塞规尺寸进行测量,以确保准确性。
6. 使用后要注意清洁螺纹孔和螺纹塞规,以免腐蚀或损坏。
7. 定期校准螺纹塞规,确保其准确性。
总之,正确的使用螺纹塞规并遵守注意事项,可以保证测量的准确性和工具的寿命。
塞规测量正确使用方法
很明显先用塞规,塞规通不过,止规不用说了。至少我是这么认为的。国家标准GB3934中明确规定了螺纹塞规止端的使用规则:允许与工件内螺纹两端的螺纹部分旋合,旋合量应不超过两个螺距;对于三个或少于三个螺距的工件内螺纹,不应完全旋合通过. 螺纹量规通规模拟被测螺纹的最大实体牙型,检验被测螺纹的作用中径是否超过其最大实体牙型的中径,并同时检验底径实际尺寸是否超过其最大实体尺寸。
1.针规的使用,即左手拿被测零件,右手拿针规,对准零件圆孔位垂直轻轻扦入,另外,使用时切忌用力过猛扦,防止损坏针规及测量数据不准确.
2.针规的选择,即根据图纸上被测零件圆孔直径的大小,在直径范围内,首先选择规格最小的针规,如:一圆孔直为?3.00+0.005mm,应该先用2.950的针规试2.950的针规可入则依次选择较大的针规测试,如2.950的针规不可入则集资选择较小的针规测试.
塞规
3.针规的读数,既按照针规表面标有的数值读出即可,用针规测量的数应该是一个范围什,即可入的做到值和不可入的最小值.如:一圆孔直径为:?3.00±0.05mm.,用2.950的针规测试可入,而用2.975的针规不可入,那么此圆孔的直径为2.950-2.975mm,作业记录为2.950(可入)-2.975(不可入),另外,此圆孔如用比3.050大的针规可入
或比2.950小的不可入,则此孔为不合格.
4.针规用完后应将其放回原处,妥善保管.
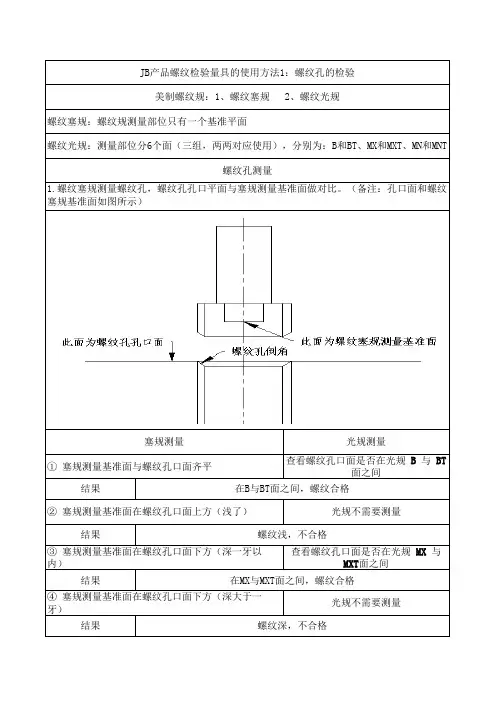
光规测量JB产品螺纹检验量具的使用方法1:螺纹孔的检验美制螺纹规:1、螺纹塞规 2、螺纹光规螺纹塞规:螺纹规测量部位只有一个基准平面螺纹光规:测量部位分6个面(三组,两两对应使用),分别为:B和BT、MX和MXT、MN和MNT① 塞规测量基准面与螺纹孔口面齐平查看螺纹孔口面是否在光规 B 与 BT面之间螺纹孔测量1.螺纹塞规测量螺纹孔,螺纹孔孔口平面与塞规测量基准面做对比。(备注:孔口面和螺纹塞规基准面如图所示)塞规测量③ 塞规测量基准面在螺纹孔口面下方(深一牙以内)查看螺纹孔口面是否在光规 MX 与MXT面之间结果螺纹浅,不合格结果在B与BT面之间,螺纹合格② 塞规测量基准面在螺纹孔口面上方(浅了)光规不需要测量结果螺纹深,不合格结果在MX与MXT面之间,螺纹合格④ 塞规测量基准面在螺纹孔口面下方(深大于一牙)光规不需要测量编制 2014.9.22