嵌入式数控系统介绍
- 格式:docx
- 大小:255.73 KB
- 文档页数:15


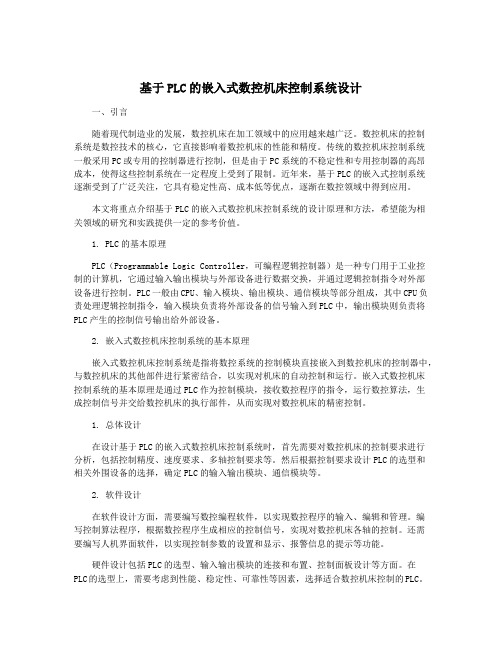
TOUT0 GND LED1 GND TOUT0 GND LED1 GNDTOUT0 GND LED1 GNDGPIO信号地232OPF光耦RDARDBSDASDBSGFRE500 232OPF光耦232OPF光耦232OPF光耦S3C2440PF+PF-PR+PR-SEDA-02AVNPF+PF-PR+PR-SEDA-02AVNPF+PF-PR+PR-SEDA-02AVNUVWGNDUVWGNDUVWGNDUVWGNDM1M2M3M4PEPEPEPE图1系统原理图来控制电机。
根据加工线型的不同,本数控系统的插补计算分为圆弧插补、直线插补计算。
3结语采用S3C2440和运动控制芯片SEDA -02AVN 组成的嵌入式数控系统能减轻研发任务,提高研发速度,在较短的时间内得到性能良好的数控系统。
Samsung 公司的16/32位RISC 处理器S3C2440对调制PWM 实现方便,可编程,电机转速、转向的改变迅速,无停顿,还可以进行Linux 操作系统的移植。
而Linux 是UNIX 类、多用户、多任务的开放式操作系统,借助Linux 操作系统,大大提高了软件开发的灵活性,缩短了数控系统软件的开发周期。
[参考文献][1]韦东山.嵌入式Linux应用开发完全手册.北京:人民邮电出版社,2008[2]杜春雷.ARM体系结构与编程.北京:清华大学出版社,2003[3]刘刚,赵剑川.Linux系统移植.北京:清华大学出版社,2011[4]秦云川改编.构建嵌入式Linux系统.北京:中国电力出版社,2011[5]刘淼.嵌入式系统接口设计与Linux驱动程序开发.北京:北京航空航天大学出版社,2006[6]于明,范书瑞,曾祥烨.ARM9嵌入式系统设计与开发教程.北京:电子工业出版社,2006[7]S3C2440芯片手册[8]TQ2440开发板使用手册收稿日期:2012-08-08作者简介:程龙(1987—),男,辽宁沈阳人,硕士研究生,研究方向:机械电子。


《高性能嵌入式数控系统算法优化机制的研究与开发》一、引言随着现代制造业的快速发展,数控系统作为工业自动化领域的重要一环,其性能的优劣直接影响到生产效率和产品质量。
高性能嵌入式数控系统作为数控系统的核心组成部分,其算法优化机制的研究与开发对于提高系统性能具有十分重要的意义。
本文旨在研究高性能嵌入式数控系统的算法优化机制,以期为相关领域的研究和应用提供参考。
二、高性能嵌入式数控系统概述高性能嵌入式数控系统是一种集成了高性能处理器、高精度传感器、高效率控制算法等技术的数控系统。
它具有高精度、高速度、高可靠性的特点,广泛应用于机械制造、航空航天、汽车制造等领域。
然而,随着工业自动化程度的不断提高,对数控系统的性能要求也越来越高,因此,对高性能嵌入式数控系统的算法优化机制进行研究与开发显得尤为重要。
三、算法优化机制研究1. 算法选择与改进针对高性能嵌入式数控系统的特点,选择合适的控制算法是提高系统性能的关键。
目前,常用的控制算法包括PID控制、模糊控制、神经网络控制等。
针对这些算法,我们进行了深入研究,分析了它们的优缺点,并根据实际需求进行了改进和优化。
2. 实时性优化实时性是高性能嵌入式数控系统的重要性能指标之一。
为了满足实时性要求,我们采用了多线程技术、中断处理技术等手段,对算法进行了实时性优化。
同时,我们还对系统的硬件资源进行了合理分配,确保了系统在运行过程中能够快速响应外部指令。
3. 鲁棒性优化鲁棒性是指系统在面对外部干扰和内部参数变化时能够保持稳定性的能力。
为了提高系统的鲁棒性,我们采用了自适应控制技术、鲁棒控制技术等手段,对算法进行了优化和改进。
这些技术可以根据系统的实际情况进行自我调整,确保系统在面对各种复杂情况时能够保持稳定运行。
四、算法优化机制开发在算法优化机制研究的基础上,我们进行了相关开发工作。
首先,我们设计了一套完整的开发流程,包括需求分析、算法选择与改进、实时性优化、鲁棒性优化等环节。


基于PLC的嵌入式数控机床控制系统设计一、引言随着现代制造业的发展,数控机床在加工领域中的应用越来越广泛。
数控机床的控制系统是数控技术的核心,它直接影响着数控机床的性能和精度。
传统的数控机床控制系统一般采用PC或专用的控制器进行控制,但是由于PC系统的不稳定性和专用控制器的高昂成本,使得这些控制系统在一定程度上受到了限制。
近年来,基于PLC的嵌入式控制系统逐渐受到了广泛关注,它具有稳定性高、成本低等优点,逐渐在数控领域中得到应用。
本文将重点介绍基于PLC的嵌入式数控机床控制系统的设计原理和方法,希望能为相关领域的研究和实践提供一定的参考价值。
1. PLC的基本原理PLC(Programmable Logic Controller,可编程逻辑控制器)是一种专门用于工业控制的计算机,它通过输入输出模块与外部设备进行数据交换,并通过逻辑控制指令对外部设备进行控制。
PLC一般由CPU、输入模块、输出模块、通信模块等部分组成,其中CPU负责处理逻辑控制指令,输入模块负责将外部设备的信号输入到PLC中,输出模块则负责将PLC产生的控制信号输出给外部设备。
2. 嵌入式数控机床控制系统的基本原理嵌入式数控机床控制系统是指将数控系统的控制模块直接嵌入到数控机床的控制器中,与数控机床的其他部件进行紧密结合,以实现对机床的自动控制和运行。
嵌入式数控机床控制系统的基本原理是通过PLC作为控制模块,接收数控程序的指令,运行数控算法,生成控制信号并交给数控机床的执行部件,从而实现对数控机床的精密控制。
1. 总体设计在设计基于PLC的嵌入式数控机床控制系统时,首先需要对数控机床的控制要求进行分析,包括控制精度、速度要求、多轴控制要求等。
然后根据控制要求设计PLC的选型和相关外围设备的选择,确定PLC的输入输出模块、通信模块等。
2. 软件设计在软件设计方面,需要编写数控编程软件,以实现数控程序的输入、编辑和管理。
编写控制算法程序,根据数控程序生成相应的控制信号,实现对数控机床各轴的控制。





嵌入式数控交流伺服系统使用说明书·在使用本产品之前,请先阅读《产品说明书》及所搭配的缝纫机机械说明书。
·本产品必须由接受过专业培训的人员来安装或操作。
·请尽量远离电弧焊接设备,以免产生的电磁波干扰本控制器而发生误动作。
·请不要在室温45°以上或者0°以下的场所使用。
·请不要在湿度30%以下或者95%以上或者有露水和酸雾的场所使用。
·安装控制箱及其他部件时,请先关闭电源并拔掉电源插头。
·为防止干扰或漏电事故,请做好接地工程,电源线的接地线必须以牢固的方式与大地有效连接。
·所有维修用的零部件,须由本公司提供或认可,方可使用。
·在进行任何保养维修动作前,必须关闭电源并拔掉电源插头。
控制箱里有高压危险,必须关闭电源五分钟后方可打开控制箱。
·本手册中标有 符号之处为安全注意点,必须注意并严格遵守,以免造成不必要的损害。
安全事项第1章 产品安装1.1 产品规格产品型号AHE59-55电源电压AC 220±20% V 50Hz/60Hz最大输出功率550/750W电源频率将脚踏板及机头的各连接插头安插到控制器后面对应的插座上如图1-1所示,各插座名称如图1-2所示。
连接好,请检查插头是否插牢. ①脚踏板插座;②抬压脚电磁铁插座;③自动电磁铁插座;④机头灯插座(黑色); 注:图1-1以AHE-58系列为例,AHE-59系列无④.1.2 接口插头的连接例图1-1 AHE 系列控制器图图1-2 控制器接口定义1.3 接线与接地必须要做好系统的接地工程,请合格的电气工程人员予以施工。
产品通电及投入使用前,必须确保电源插座AC 输入端已安全可靠的接地。
系统的接地线为黄绿线,该地线请务必可靠连接至电网安全保护接地上,以保证安全使用,并可防止出现异常情况。
:所有电源线、信号线、接地线等接线时不要被其它物体压到或过度扭曲,以确保使用安全!!抬压脚电磁铁12123456VDD 输出型号3+32V 电磁铁输出Peadl GND VCC Din6Din5脚踏板接口定义脚踏板模拟信号5V 地+5V 输入信号6输入信号5机头电磁铁定义1829613714345101112剪线电磁铁倒缝电磁铁夹线电磁铁+5V5V 地补针开关倒缝开关!第2章 操作面板使用说明2.1操作面板的显示说明2.2按键功能介绍功能描述序号外观名称长按恢复厂家出厂参数。





嵌入式技术在铣床数控系统上的应用摘要:随着近年来国民生产中各种新技术的不断引进与应用,各种控制系统也得到了前所未有的发展,以计算机为基础的数控技术更是出现了前所未有的繁荣。
嵌入式系统作为一种以计算机技术为基础,以应用为目的和核心的新型系统结构,其在应用中具备着软硬件和建材、使用功能强、计算可靠、功耗要求严格的数控系统得到了人们的高度重视。
本文就目前嵌入式数控系统的开发进行了探讨,并对其在铣床数控系统上的应用做了简要阐述。
关键词:数控系统嵌入式技术铣床数控技术是一项随着计算机发展而不断变化的技术模式,尤其是在近年来,随着信息技术、通信技术和新型计算机技术的发展与普及,嵌入式操作系统的引进为数控技术的发展开辟了新空间、新道路,为铣床数控系统的完善与发展指明了新方向。
随着计算机技术的发展与普及,嵌入式系统技术也入去成熟与完善,其在应用中以其可靠性、功耗低和性能强等优势受到各企业、各工业控制和制造业的青睐,成为众多社会生产领域的应用重点。
一、嵌入式系统概述1、嵌入式系统的定义嵌入式系统是目前计算机技术的一种新的应用形式,主要是指通过在目标设备中嵌入微机处理系统,从而实现宿主目标设备的高效、安全、节能运行的目的。
嵌入式系统在应用中主要的工作重点在于辅助对它所在的设备去实现对被控制对象的全面、科学的控制、监视以及管理功能。
通常情况下,在目前的设备运行中,嵌入式系统是以应用为中心,以计算机技术为平台的功能模式。
就目前社会发展中,嵌入式系统可以定义为广义和狭义两种。
其中广义的嵌入式系统主要是指在工作中凡是带有微处理器专用软硬件系统的设备机械,都被我们称之为嵌入式修通。
而狭义上的定义主要指的是嵌入式系统在应用的过程中对于那些已经使用微处理器且这些微处理器在设备运行中构成了一个独立的系统,从而形成了一种具备智能化、自动化的管理操作系统模式。
这些特定功能的存在是嵌入式系统应用的核心环节,也是其广泛应用在各种设备之中的关键模式。


第一章嵌入式数控系统介绍
随着嵌入式处理器的广泛使用,数控装置中也采用了嵌入式微处理器,这种数控系统在市场上被称为嵌入式数控系统。
采用了嵌入式处理器的数控装置和先前的数控装置在功能上相似,不过由于嵌入式处理器强大的计算能力和扩展能力,嵌入式数控系统的计算速度更快,与外界的接口也更丰富。
图1所示为嵌入式数控系统的结构框图
图1嵌入式数控系统结构框图
嵌入式处理器是整个系统运算和控制中心,种类很多,比较常用的有ARM、嵌入式X86、MCU等。
可编程计算部件是指现场可编程门阵列(FPGA)、数字信号处理器(DSP)等可编程计算资源。
嵌入式处理器中集成了LCD控制器,它提供与液晶显示器的接口,通过这个接口可以直接驱动液晶显示屏。
嵌入式处理器中还集成了USB
客户端控制器,方便实现USB客户端接口。
嵌入式处理器中的以太网模块还可以实现数控系统的联网功能。
1.2 嵌入式系统的特点
1.3 嵌入式系统的分类
当然,除了上述分类之外,还有许多其他分类方法,比如从应用方面分为工业应用和消费电子等,在这里就不一一累述了。
第二章嵌入式系统的历史
2.1 嵌入式系统的发展
虽然嵌入式系统是近几年才风靡起来的,但是这个概念并非新近才出现。
从20世纪七十年代单片机的出现到今天各式各样的嵌入式微处理器,微控制器的大规模应用,嵌入式系统已经有了近30年的发展历史。
作为一个系统,往往是在硬件和软件交替发展的双螺旋的支撑下逐渐趋于稳定和成熟,嵌入式系统也不例外。
嵌入式系统的出现最初是基于单片机的。
70年代单片机的出现,使得汽车、家电、工业机器、通信装置以及成千上万种产品可以通过内嵌电子装置来获得更佳的使用性能:更容易使用、更快、更便宜。
这些装置已经初步具备了嵌入式的应用特点,但是这时的应用只是使用8位的芯片,执行一些单线程的程序,还谈不上“系统”的概念。
从80年代早期开始,嵌入式系统的程序员开始用商业级的“操作系统”编写嵌入式应用软件,这使得可以获取更短的开发周期,更低的开发资金和更高的开发效率,“嵌入式系统”真正出现了。
确切点说,这个时候的操作系统是一个实时核,这个实时核包含了许多传统操作系统的特征,包括任务管理、任务间通讯、同步与相互排斥、中断支持、内存管理等功能。
其中比较著名的有Ready System公司的VRTX、Integrated System Incorporation (ISI)的PSOS和IMG的VxWorks、Q NX公司的QNX等。
这些嵌入式操作系统都具有嵌入式的典型特点:它们均采用占先式的调度,响应的时间很短,任务执行的时间可以确定;
系统内核很小,具有可裁剪,可扩充和可移植性,可以移植到各
种处理器上;较强的实时和可靠性,适合嵌入式应用。
这些嵌入
式实时多任务操作系统的出现,使得应用开发人员得以从小范围的开发解放出来,同时也促使嵌入式有了更为广阔的应用空间。
90年代以后,随着对实时性要求的提高,软件规模不断上升,实时核逐渐发展为实时多任务操作系统(RTOS),并作为一种软件平台逐步成为目前国际嵌入式系统的主流。
这时候更多的公司
看到了嵌入式系统的广阔发展前景,开始大力发展自己的嵌入式
操作系统。
除了上面的几家老牌公司以外,还出现了Palm
OS,W inCE,嵌入式Linux,L ynx,N ucleux,以及国内的
Hopen,D elta Os等嵌入式操作系统。
随着嵌入式技术的发展前景日益广阔,相信会有更多的嵌入式操作系统软件出现。
在中国嵌入式系统领域,比较认同的嵌入式系统概念是:嵌
入式系统是以应用为中心,以计算机技术为基础,并且软硬件可
裁剪,适用于应用系统对功能、可靠性、成本、体积、功耗有严
格要求的专用计算机系统。
它一般由嵌入式微处理器、外围硬件
设备、嵌入式操作系统以及用户的应用程序等四个部分组成,用
于实现对其他设备的控制、监视或管理等功能。
2.2 未来嵌入式系统的发展趋势
信息时代,数字时代使得嵌入式产品获得了巨大的发展契机,为嵌入式市场展现了美好的前景,同时也对嵌入式生产厂商提出
嵌入式设备能与用户亲密接触,最重要的因素就是它能提供非常友好的用户界面。
图像界面,灵活的控制方式,使得人们感觉嵌入式设备就象是一个熟悉的老朋友。
这方面的要求使得嵌入式软件设计者要在图形界面,多媒体技术上痛下苦功。
第三章嵌入式系统的应用领域
嵌入式系统技术具有非常广阔的应用前景,其应用领域可以包括:
1.工业控制
基于嵌入式芯片的工业自动化设备将获得长足的发展,目前已经有大量的 8、16、32 位嵌入式微控制器在应用中,网络化是提高生产效率和产品质量、减少人力资源主要途径,如工业过程控制、数字机床、电力系统、电网安全、电网设备监测、石油化工系统。
2.交通管理
在车辆导航、流量控制、信息监测与汽车服务方面,嵌入式系统技术已经获得了广泛的应用,内嵌GPS模块,GSM模块的移动定位终端已经在各种运输行业获得了成功的使用。
3.信息家电
这将称为嵌入式系统最大的应用领域,冰箱、空调等的网络化、智能化将引领人们的生活步入一个崭新的空间。
即使你不在家里,也可以通过电话线、网络进行远程控制。
第四章嵌入式就业前景分析
嵌入式是以应用为中心,以计算机技术为基础,软硬件可裁剪,适应应用系统对功能、可靠性、成本、体积、功耗等严格要求的专
用计算机系统。
由于嵌入式系统通常具有低功耗、体积小、集成度高等特点,因此随着消费家电的智能化和廉价微处理器的出现,嵌入式系统将在日常生活里形成更大的应用领域。
嵌入式就业广泛,嵌入式人才社会需求量大。
1.嵌入式软件开发应用领域
嵌入式系统是当前最热门、最具发展前途的IT应用领域之一。
包括手机、电子字典、可视电话、数字相机、数字摄像机、
U-Disk、机顶盒、高清电视、游戏机、智能玩具、交换机、路由器、
数控设备或仪表、汽车电子、家电控制系统、医疗仪器、航天航空
设备等都是典型的嵌入式系统。
因此,通过嵌入式培训成为专业的
嵌入式技术人才,其职业发展空间较大。
2.嵌入式软件开发人才需求
目前国内嵌入式人才极度匮乏,权威部门统计,我国目前嵌入式软件人才缺口每年为40万人左右。
供不应求使得嵌入式人才身价上涨,而且,越有专业经验,就业竞争力就越大。
因此,IT专业人士通过培训掌握嵌入式技术,就能成为炙手可热的专业人才,其培训回报有保障。
3.嵌入式软件开发就业方向
由于3G持续升温,这方面的人才也保持了供不应求的势头。
据悉,
目前国内3G核心嵌入式人才不足万人,其中华为约5000-6000人,
中兴通讯、大唐各约2000人,以区区万人的阵容去争夺据称有上千
亿元的市场,3G嵌入式工程师的身价由此可见一斑。
在近期的人气
职位榜上,电信行业嵌入式工程师行市走高,嵌入式研发工程师、
嵌入式技术支持工程师都高居前五位。
4.嵌入式就业方向
硬件方向,对硬件比较了解,有一定的硬件功底,主要是搞硬
件设计,有时要开发一些与硬件关系最密切的最底层软件,如
BootLoader、 Board Support Package(像PC的BIOS一样,往下驱
动硬件,往上支持操作系统),最初级的硬件驱动程序等。
软件方向的开发,这占社会需求的主要方面,主要从事嵌入式
操作系统和应用软件的开发。
完成嵌入式培训后,可以从事消费电
子、安全安防、汽车电子、医疗电子、电信等行业的计算机应用设
- 13 -
计开发岗位就业,担任嵌入式产品及应用系统的设计与开发工程师,从事嵌入式技术的应用项目设计开发、产品维护与技术服务等工作。
总结
数控系统作为现化制造业的核心技术,是衡量一个国家制造业水平的重要标志之一,受到各国的普遍重视,特别是发达国家。
自20 世纪80 年代以来,国际上的数控技术和市场基本上被日本、德国和美国等少数公司所垄断。
考虑到我国机床数控系统当前的具体情况,研制一款拥有自主知识产权的嵌入式机床控制系统,对于提高我国中高档数控系统的技术水平具有十分重要的意义。
本文从嵌入式数控系统硬件平台和软件平台的总体结构及其功能设计的角度对嵌入式数控系统进行了详细的设计研究,对于我国嵌入式数控系统的开发与应用,是一次有益的尝试与探索,是值得推广和借鉴的。
[参考文献]
[1] 田泽.嵌入式系统设计开发与应用
[M].北京:北京航空航天大学出版社,2005.
[2] 石宏,蔡光启,史家顺.开放式数控系统的现状与发展[J].机械制造,2005,43( 6 ) : 1 8 - 2 1 .
[3] 李宏胜.现代数控系统的技术特点与发展趋势[ J ] .制造业自动化,2002,24( 1 1 ) : 1 - 2 , 6.
[4] 金晟,傅建中,陈子辰.基于ARM的嵌入式数控系统设计[J].机电工程,2005,( 2 ) : 5 6 - 5 8 .。