数控机床的主传动系统(1)
- 格式:ppt
- 大小:4.32 MB
- 文档页数:173
数控机床主传动系统第一节概述1、对主传动系统的要求(1)调速范围 :多用途、通用性大的机床要求主轴的调速范围大,低速大转矩功能,较高的速度,如车削加工中心。
(2)热变形: 电动机、主轴及传动件都是热源。
低温升、小的热变形是对主传动系统要求的重要指标。
(3)主轴的旋转精度和运动精度: 主轴的旋转精度是指装配后,在无载荷、低速转动条件下测量主轴前端和距离前端300mm处的径向圆跳动和端面圆跳动值。
主轴在工作速度旋转时测量上述的两项精度称为运动精度。
数控机床要求有高的旋转精度和运动精度。
(4)主轴的静刚度和抗振性: 数控机床加工精度较高,主轴的转速又很高,因此对主轴的静刚度和抗振性要求较高。
主轴的轴颈尺寸、轴承类型及配置方式,轴承预紧量大小,主轴组件的质量分布是否均匀及主轴组件的阻尼等对主轴组件的静刚度和抗振性都会产生影响。
(5)主轴组件的耐磨性: 主轴组件必须有足够的耐磨性,使之能够长期保持良好的精度。
2、主轴变速方式(1).无级变速(2)(分段无级变速 :1)带有变速齿轮的主传动2)通过带传动的主传动3)用两个电动机分别驱动主轴(3)(液压拨叉变速机构在带有齿轮传动的主传动系统中,齿轮的换挡主要靠液压拨耳来完成3、主轴部件主轴部件是机床的一个关键部件,它包括主轴的支承、安装在主轴上的传动零件等。
机床的主轴部件满足的要求:主轴的回转精度、部件的结构刚度和抗振性、运转温度和热稳定性以及部件的耐磨性和精度保持能力等。
对于数控机床尤其是自动换刀数控机床,为了实现刀具在主轴上的自动装卸与夹持,还必须有刀具的自动夹紧装置、主轴准停装置和主轴孔的清理装置等结构。
(1)、主轴端部的结构形状主轴端部用于安装刀具或夹持工件的夹具,在设计要求上,应能保证定位准确、安装可靠、联接牢固、装卸方便,并能传递足够的转矩主轴为空心,前端有莫氏锥度孔,用以安装顶尖或心轴。
1)莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
数控机床的主传动系统方式
1、数控机床对其主传动系统要求:
机床原点、坐标系和参考点
1)调速功能
2)功率要求
3)精度要求
4)动态响应性能
2、主传动方式
主轴在数控机床机械结构中起了非常重要的地位,如图1所示。
图数控机床的主轴系统
数控机床的主传动方式主要有三种:
1)带有二级齿轮变速的主传动方式。
2)通过定比传动的主传动方式,如1所示,主轴电机经定比传动传递给主轴,定比传动采用齿轮传动或带传动。
3)由主轴电机直接驱动的主传动方式,如图2所示。
图2 同步齿形带主传动方式图3 电主轴(电机直接驱动的主传动方式)
3、主轴部件结构
数控机床的主轴部件包括主轴、主轴的支承轴承和安装在主轴上的传动零件等。
主轴部件是机床的重要部件,其结构的先进性已成为衡量机床水平的标志之一。
4、主轴部件的支承
机床主轴带着刀具或夹具在支承件中作回转运动,需要传递切削扭矩,承受切削抗力,并保证必要的旋转精度。
数控机床主轴支承根据主轴部件的转速、承载能力及回转精度等要求的不同而采用不同种类的轴承。
5、主轴的准停装置
主轴的准停是指数控机床的主轴每次能准确停止在一个固定的位置上。
数控机床的主传动方式数控机床的主传动方式有多种,常见的有伺服电机驱动方式、主轴伺服驱动方式和液压驱动方式。
1. 伺服电机驱动方式:伺服电机驱动方式是数控机床最常见的主传动方式之一。
伺服电机是一种特殊的电机,它能够根据控制信号精确地控制转速和位置。
在数控机床中,伺服电机通常用于驱动主轴、进给轴和其他重要的运动部件。
采用伺服电机驱动方式的数控机床具有运动精度高、响应速度快、动态性能好的优点,广泛应用于高精度加工领域。
2. 主轴伺服驱动方式:主轴伺服驱动方式是一种专门针对主轴进行优化设计的传动方式。
在数控机床中,主轴承担着主要的加工任务,因此主轴伺服驱动方式的设计对于整个机床的加工质量和效率具有重要影响。
主轴伺服驱动方式通常采用伺服电机和蜗轮蜗杆传动机构,通过伺服系统的精确控制来实现主轴的旋转运动。
采用主轴伺服驱动方式的数控机床具有转速范围宽、加工效率高、加工精度好的优点。
3. 液压驱动方式:液压驱动方式是一种利用液压系统实现主传动的方式。
液压驱动方式适用于大型数控机床,特别是用于锻压、冲压、剪切等需要大力矩和力量的加工任务。
液压驱动方式主要通过液压泵、液压缸和液压阀等液压元件实现主传动,具有输出力矩大、传动平稳、可靠性高的优点。
在液压驱动方式下,数控机床能够实现高压、高速、重载的大功率加工任务,适用于重型加工领域。
除了以上主要的传动方式,还有一些其他的传动方式,如:齿轮传动、带传动、链传动等,这些传动方式在一些特定的数控机床中也有应用。
需要根据具体的数控机床的加工任务和要求来选择合适的主传动方式,以实现高效、精密的加工。
一、实训目的通过本次数控主传动系统实训,使学生了解数控机床主传动系统的基本组成、工作原理及故障诊断方法,掌握数控机床主传动系统的操作技能,提高学生的实践能力和工程素质。
二、实训内容1. 数控机床主传动系统概述(1)数控机床主传动系统的组成数控机床主传动系统主要由主轴、主轴箱、传动轴、联轴器、带轮、齿轮等组成。
(2)数控机床主传动系统的工作原理数控机床主传动系统通过主轴带动工件进行旋转运动,实现工件的高精度加工。
主轴箱内的齿轮和带轮通过传动轴将动力传递到主轴,实现主轴的旋转。
2. 数控机床主传动系统操作(1)主轴启动与停止①启动主轴:按下启动按钮,主轴开始旋转。
②停止主轴:按下停止按钮,主轴停止旋转。
(2)主轴转速调节①通过操作面板上的转速选择按钮,选择所需的主轴转速。
②按下转速设置按钮,设置所需的主轴转速。
③按下确认按钮,主轴转速设定完成。
3. 数控机床主传动系统故障诊断与维修(1)故障诊断方法①观察法:观察主传动系统是否有异常现象,如振动、噪音等。
②听诊法:通过听诊器听取主传动系统的声音,判断故障原因。
③测量法:使用万用表等测量工具,测量主传动系统各部件的电压、电流、电阻等参数。
(2)常见故障及维修方法①主轴振动:检查主轴与轴承的配合是否紧密,如有松动,则进行紧固。
②主轴噪音:检查主轴箱内齿轮、带轮等部件是否有磨损,如有磨损,则进行更换。
③主轴转速不稳定:检查主轴箱内齿轮、带轮等部件的啮合情况,如有异常,则进行调整。
三、实训总结1. 通过本次实训,使学生了解了数控机床主传动系统的基本组成、工作原理及故障诊断方法,掌握了数控机床主传动系统的操作技能。
2. 实训过程中,学生积极参与,认真操作,提高了实践能力和工程素质。
3. 本次实训有助于提高学生对数控机床主传动系统的认识,为今后从事数控机床维修和操作工作打下基础。
四、实训建议1. 在实训过程中,教师应加强对学生的指导,确保实训过程的安全、顺利进行。
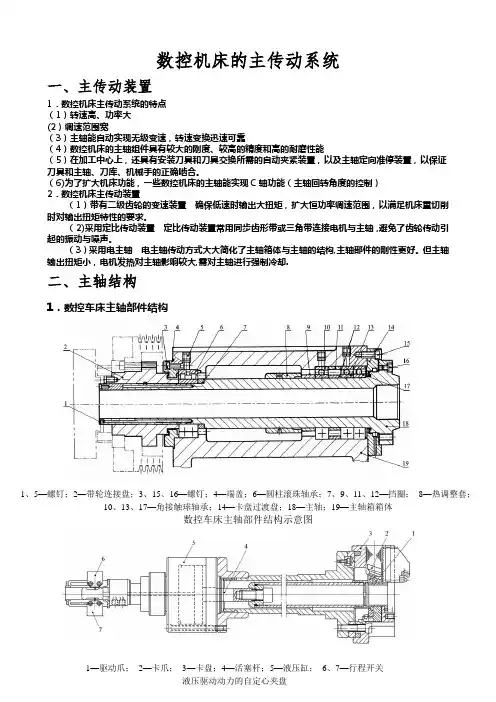
数控机床的主传动系统一、主传动装置1.数控机床主传动系统的特点(1)转速高、功率大(2)调速范围宽(3)主轴能自动实现无级变速,转速变换迅速可靠(4)数控机床的主轴组件具有较大的刚度、较高的精度和高的耐磨性能(5)在加工中心上,还具有安装刀具和刀具交换所需的自动夹紧装置,以及主轴定向准停装置,以保证刀具和主轴、刀库、机械手的正确啮合。
(6)为了扩大机床功能,一些数控机床的主轴能实现C轴功能(主轴回转角度的控制)2.数控机床主传动装置(1)带有二级齿轮的变速装置确保低速时输出大扭矩,扩大恒功率调速范围,以满足机床重切削时对输出扭矩特性的要求。
(2)采用定比传动装置定比传动装置常用同步齿形带或三角带连接电机与主轴,避免了齿轮传动引起的振动与噪声。
(3)采用电主轴电主轴传动方式大大简化了主轴箱体与主轴的结构,主轴部件的刚性更好。
但主轴输出扭矩小,电机发热对主轴影响较大,需对主轴进行强制冷却.二、主轴结构1.数控车床主轴部件结构1、5—螺钉;2—带轮连接盘;3、15、16—螺钉;4—端盖;6—圆柱滚珠轴承;7、9、11、12—挡圈;8—热调整套;10、13、17—角接触球轴承;14—卡盘过渡盘;18—主轴;19—主轴箱箱体数控车床主轴部件结构示意图1—驱动爪;2—卡爪;3—卡盘;4—活塞杆;5—液压缸;6、7—行程开关液压驱动动力的自定心夹盘2.数控加工中心(镗、铣床)主轴部件结构(1)刀具夹紧装置和切屑清除装置1-刀架;2-拉钉;3-主轴;4-拉杆;5-碟形弹簧;6-活塞;7-液压缸(或气缸);8、10-行程开关;9-压缩空气管接头;11-弹簧;12-钢球;13-端面键数控立式加工中心主轴部件(2)主轴准停装置1-多楔带轮;2-磁传感器;3-永久磁铁;4-垫片;5-主轴主轴准停装置的工作原理3.内装电主轴的主轴部件结构1-刀具系统;2、9-捕捉轴承;3、8-传感器;4、7-径向轴承;5-轴向推力轴承;6-高频电动机;10-冷却水管路;11-气-液压力放大器用磁悬浮轴承的高速加工中心电主轴部件1—转子;2—定子;3—箱体;4—主轴数控车床电主轴部件电主轴主要融合了以下技术:(1)高速电机技术其关键技术是高速度下的动平衡。