第8章快速成形技术
- 格式:ppt
- 大小:316.00 KB
- 文档页数:12
《材料加工工艺》考研习题第一章绪论第二章液态金属成形1.金属及合金的结晶包括哪两个基本过程?什么是均质形核和非均质形核?在实际铸造生产中铸造合金结晶的形核是以哪种形核为主,为什么?2.什么是液态金属的充型性能,它与哪些因素有关?铸造合金流动性的好与差对铸件质量有何影响?影响铸造合金流动性的主要因素有哪些?生产中如何采取措施提高铸造合金的流动性?3.铸造合金由液态冷却到室温时要经过哪三个收缩阶段?收缩对铸件质量有什么影响?其收缩大小与哪些因素有关?4.缩孔、缩松是铸件中的常见缺陷之一,哪些因素影响其形成?生产中如何采取措施进行防止?5.什么是铸造应力?铸造应力大小对铸件质量有什么影响?热应力是如何形成的?哪些因素影响其大小?生产中常采取哪些措施来防止和减小应力对铸件的危害?6.铸造合金中的气体主要来源于哪些方面?又以哪些形式存在于铸造合金中?对铸件质量有什么影响?7.铸造合金中的夹杂物是如何分类的?对铸件质有什么影响?如何防止和减小其对铸件的危害?8.湿型粘土砂的主要成分是什么?它有哪些优缺点?适合生产哪些铸件?9.湿型粘土砂的造型方法有哪些?试比较应用震击、压实、射压、高压、气冲和静压等各种造型方法的紧实的砂型紧实度分布(沿砂箱高度方向)。
为什么需要用高密度湿粘土砂型生产铸件?10.树脂自硬砂、水玻璃砂与粘土砂比较有哪些优点?各适用于哪些铸件的生产?11.砂芯的作用是什么?经常使用哪些粘结剂来制芯?常用的制芯工艺有哪些?12.砂型和砂芯涂料的作用是什么?其主要组成有哪些?13.什么是顺序凝固原则?什么是同时凝固原则?各需采用什么措施来实现?上述两种凝固原则各适用于哪些场合?14.铸件的壁厚为什么不能太薄,也不能太厚,而且应尽可能厚薄均匀?为什么要规定铸件的最小壁厚?不同铸造合金要求一样吗?为什么?。
15.为便于生产和保证铸件质量,通常对铸件结构有哪些要求?16.何谓铸件的浇注位置?它是否指铸件上的内绕道位置?铸件的浇注位置对铸件的质量有什么影响?应按何原则来选择?17.试述分型面与分模面的概念?分模造型时,其分型面是否就是其分模面?从保证质量与简化操作两方面考虑,确定分型面的主要原则有哪些?18.试确定图2-116所示铸件的浇注位置及分型面。
第一章概论1特种加工又称非传统加工(NTM)或非常规机械加工(NCM)2特种加工与切削加工的不同点:不是主要依靠机械能,而是主要用其他能量(电、光、声、热、化学)去处金属材料;工具硬度可以低于被加工材料硬度;加工过程中工具与工件之间不存在显著的机械切削力。
3特种加工的分类缩写:电火花加工:电火花成形加工EDM;电火花线切割加工WEDM;电化学加工:电解加工ECM;电解磨削EGM;电解研磨ECH;电铸EFM;涂镀EPM。
激光加工:激光切割、打孔LBM;激光打标记LBM;激光处理、表面改性LBT。
电子束加工:切割焊接打孔EBM离子束加工:蚀刻、镀覆、注入IBM。
等离子弧加工:切割(喷镀)PAM超声加工:切割打孔雕刻USM化学加工:化学铣削CHM;化学抛光CHP;光刻PCM快速成形:液相固化法SL;粉末烧结法SLS;纸片叠层法LOM;熔丝堆积法FDM4特种加工对材料可加工性和结构工艺性的影响:1提高了材料的可加工性;2改变了零件的典型工艺路线;3改变了试制新产品的模式;4对产品零件的结构设计带来很大影响;5对传统结构工艺性好坏需要重新衡量;6已经成为微细加工和纳米加工的主要手段。
第二章电火花加工一:定义:EDM,又称放电加工。
它是在加工过程中,使工具和工件之间不断产生脉冲性的火花放电,靠放电时局部、瞬时产生的高温把金属蚀除下来。
二:原理:在一定介质(煤油或水)基于工具和工件之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状和表面质量预定的加工要求。
三:电火花加工的条件:必须使工具电极和工件被加工表面之间经常保持一定的放电间隙,通常约为0.02~0.1mm;火花放电必须是瞬时的脉冲性放电;火花放电必须在有一定绝缘性能的液体介质中进行,如煤油、皂化液或去离子水。
四:优点1适合于任何难切削导电材料的加工2可以加工特殊及复杂形状的表面和零件局限性1主要用于加工金属等导电材料,但在一定条件下也可以加工半导体和非导体材料2一般加工速度较慢3存在电极损耗五:电火花加工的机理:1极间介质的电离、击穿,形成放电通道2介质热分解、电极材料熔化、气化热膨胀(5000度以上)3电极材料的抛出(通道中心的压力最高)4极间介质的消电离六:影响材料放电腐蚀的主要因素1极性效应:在电火花加工过程中,无论是正极还是负极,都会受到不同程度的电蚀。




RP技术简介( 2006-4-16 22:39:02)文章分类:快速成形评论(0) | 阅读(72) RP技术简介1、RP技术简介快速原型制造技术,又叫快速成形技术,(简称RP技术);英文:RAPID PROTOTYPING(简称RP技术),或RAPID PROTOTYPING MANUFACTUREING,简称RPM。
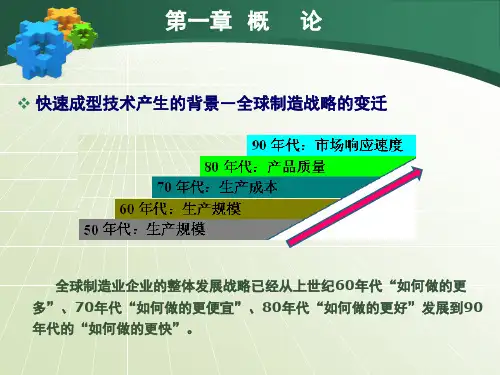
快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。
自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。
RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。
不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。
但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。
形象地讲,快速成形系统就像是一台"立体打印机"。
RP技术的优越性显而易见:它可以在无需准备任何模具、刀具和工装卡具的情况下,直接接受产品设计(CAD)数据,快速制造出新产品的样件、模具或模型。
因此,RP技术的推广应用可以大大缩短新产品开发周期、降低开发成本、提高开发质量。
由传统的"去除法"到今天的"增长法",由有模制造到无模制造,这就是RP技术对制造业产生的革命性意义。
2、它具体是如何成形出来的呢?形象地比喻:快速成形系统相当于一台"立体打印机"。
它可以在没有任何刀具、模具及工装卡具的情况下,快速直接地实现零件的单件生产。
根据零件的复杂程度,这个过程一般需要1~7天的时间。
换句话说,RP技术是一项快速直接地制造单件零件的技术。
3、RP系统的基本工作原理:RP系统可以根据零件的形状,每次制做一个具有一定微小厚度和特定形状的截面,然后再把它们逐层粘结起来,就得到了所需制造的立体的零件。
第一章概论1、数控技术、数控机床、数控系统的概念数控技术是机械、电子、自动控制理论、计算机和检测技术密切结合的机电一体化高新技术;数控技术是现代制造技术的一种;数控技术是现代制造业的基础、集中体现;数控技术是现代制造业信息化的重要组成部分。
数控的产生依赖于数据载体和二进制形式数据运算的出现。
●数控技术,也叫计算机数控技术(Computerized Numerical Control 简称:CNC),它是采用计算机实现数字程序控制的技术。
这种技术用计算机按事先存贮的控制程序来执行对设备的控制功能。
由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入数据的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可以通过计算机软件来完成。
●数控机床是数字控制机床(Numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。
数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是数控技术应用的典型产品。
1)简单说来所谓数控机床就是运用计算机对机床的机械加工过程进行数字化的自动控制。
2)具体来说:数控机床是通过将机床的各种动作的操作步骤、工件的形状尺寸以及机床的其他功能编制程序,精确控制机床运动部件的位移量,并且按加工的动作顺序要求自动控制机床各个部件的动作来完成机械加工工作的。
控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。
经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
●数控系统(Numerical Control System)是数字控制系统的简称,根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置的专用计算机系统。
是数控机床的核心部分。