冲压机械手干涉曲线简介与应用
- 格式:pptx
- 大小:11.52 MB
- 文档页数:13

冲压机构的应用及原理图解1. 引言冲压机是一种常见的金属加工设备,广泛应用于汽车、机械、电子、家电等行业。
本文将介绍冲压机的应用领域以及其工作原理,并附有相应的图解说明。
2. 冲压机的应用领域冲压机由于其高效、精准、稳定的特点,在许多行业广泛应用。
2.1 汽车制造冲压机在汽车制造中被广泛使用,用于车身、底盘、发动机等零部件的生产。
通过冲压工艺,可以快速、高效地将金属板材加工成各种形状的零部件,并保证其尺寸精度和表面质量。
2.2 电子设备制造在电子设备制造过程中,冲压机用于生产电子壳体、电子连接器、导线等零部件。
冲压工艺可以保证零部件精度和一致性,从而提高电子设备的可靠性和稳定性。
2.3 家电制造冲压机在家电制造中也起到重要作用。
例如,冰箱的外壳、洗衣机的筒体、空调的外壳等零部件都需要通过冲压工艺加工成所需形状,并保证其尺寸精度和外观质量。
3. 冲压机的工作原理图解下图是一个简化的冲压机构示意图,用于说明冲压机的工作原理。
+------------------+| || 模具 || (上模和下模) || |+------------------+||+------------------+| || 工件 || (金属板材) || |+------------------+||+--------------------+| || 冲头 || (上冲头和下冲头) || |+--------------------+4. 冲压机的工作原理说明冲压机的工作原理是通过上模和下模加压,使得冲头对金属板材进行冲压加工。
冲压机的工作过程如下: 1. 工件放置在模具上,上模和下模夹紧工件。
2. 冲头向下移动,对金属板材进行冲击。
3. 当冲头施加足够的压力时,金属板材被冲剪下来,成为所需形状的零部件。
4. 移除冲压好的工件后,冲头向上移动,使得下一个工件能够放置在模具上。
冲压机的工作原理简单明了,通过不同的模具和冲头,可以加工出各种不同形状的零部件。
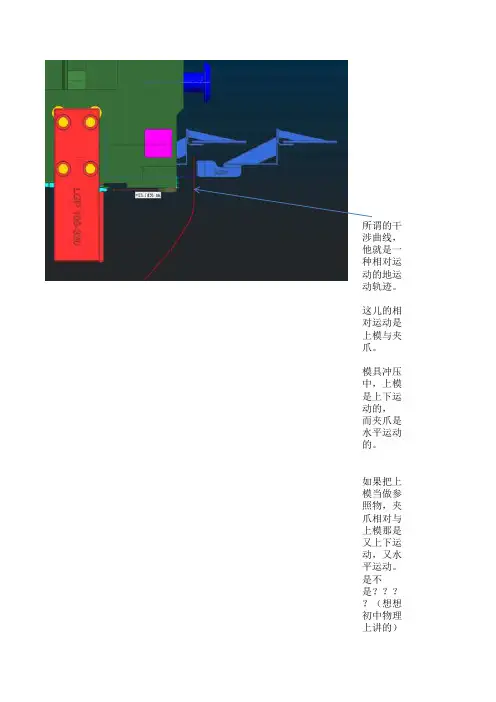
所谓的干涉曲线,他就
这儿的相对运动是上模与夹爪。
模具冲压中,上模是上下运动的如果把上模当做参照物,夹爪相这条干涉曲线就是依上模为参照那夹爪就向下走,同时夹爪本身现在图上这种状态是不干涉的。
这样说明白吧???呵
好好琢磨一下
这几天忙,没来得及及时回你,
涉曲线,他就是一种相对运动的地运动轨迹。
对运动是上模与夹爪。
模当做参照物,夹爪相对与上模那是又上下运动,又水平运动。
是不是????(想想初中物理上讲的)
曲线就是依上模为参照物,夹爪的运动轨迹。
(开模过程中,上模要上走,如果把上模看做参照物,
向下走,同时夹爪本身还要往模具内水平运动,于是就形成了那条线)
这种状态是不干涉的。
只有上模超出了线才会干涉。
这两条曲线是夹爪的绝对运动轨迹。
也就是说是生产中我们所看到的实际运动轨迹,
夹爪运动就是,伸进去,夹板件,抬起来,送到下一序,放板件,退出来 ,,就这一个过程
看干涉还是看上一个图那条线。
白吧???呵呵,,,,
好好琢磨一下
,没来得及及时回你,,见谅!
的)
来 ,,就这一个过程。
你想想就明白了。

干涉曲线在自动化线模拟仿真中的应用本文应用仿真软件自动化干涉曲线对冲压件进行分析及运动仿真,通过冲压工艺分析完成了对冲压件和模具的优化,提高了自动化线的节拍,节省了模具调试时间.本文应用仿真软件自动化干涉曲线对冲压件进行分析及运动仿真,通过冲压工艺分析完成了对冲压件和模具的优化,提高了自动化线的节拍,节省了模具调试时间。
目前,越来越多的汽车整车厂采用高速自动化冲压生产线体来满足快速生产制造的需求。
如何提升冲压件生产节拍,是冲压工艺技术人员面临的首要难题。
自动化生产线需要考虑冲压件搬运过程中端拾器、冲压件以及模具上下模四者之间的干涉问题。
如何在产品设计、模具设计阶段就对这些干涉进行检查,提前识别缩短自动化线上模调试时间,是解决问题的关键。
冲压自动化过程介绍高速自动化冲压生产线上,冲压件在压力机之间的搬运是靠固定在搬运装置末端(横杆)的端拾器来实现。
垛料由叉车装载到拆垛小车上,对板料定位或托盘定位,拆垛机构通过拆垛装置从垛料上抓/吸取料片并把它输送到传送带上。
通过传送带将板料经过清洗、涂油送到对中台。
经过对中定位后,由上料装置取料将板料送入第一台压力机第一道工序模具中。
冲压后工件通过固定在横杆末端的端拾器从第一台压机中取出并定位,放置于下一台压机的模具中。
这一过程重复到最后一道工序。
下料装置在最后一台压机完成冲压后取走工件放到传送带上,由人工检查和装箱。
整个工艺流程如图1所示。
在高速自动化冲压线上,横杆和端拾器在搬运工件过程中必须按照设定的轨迹进行运动。
在整个运动过程中,端拾器在进入、取件、放件和退出整个过程中,横杆和上模、端拾器和下模以及工件和下模容易发生干涉。
通常是在模具初步设计完成后进行搬运过程确认,检查工件在运动过程中是否和模具发生干涉(见图2)。
自动化干涉曲线分析目前,国内工厂只在模具厂完成模具设计后,应用干涉曲线对冲压件干涉情况进行检查。
其监测流程为:打开模具,把运动曲线放到模具中的最低点,检查制件和模具的下模是否存在干涉,测量干涉量;闭合模具,把干涉曲线(假定制件在搬运过程中,上模处于静止,机械臂相对于上模的运动轨迹)导入到模具当中,检查模具上模是否和干涉曲线存在干涉,并测量干涉量。