钢筋焊接检测报告
- 格式:docx
- 大小:14.07 KB
- 文档页数:3

钢筋焊接质量的自检自查报告第一篇:钢筋焊接质量的自检自查报告泸西至弥勒高速公路第四分部关于钢筋焊接质量的自检自查报告公司技术管理部:根据公司云三建[2016]109号文《关于开展焊缝质量及压力容器压力管道运行安全专项检查的通知》,本项目积极响应文件精神,立即组织项目部相关部门负责人传达了文件内容,成立了自检自查领导小组:组长:邵顺(经理)、副组长:晏超(总工)组员:徐荣辉(安全)、马志刚(质量)、杨堃(试验)、刘双友(工程部)一、工程概况:本项目承建泸弥高速公路施工里程为K34+860~K41+940,全长7.08KM,共五座桥梁,其中中桥四座,大桥一座,分别为:K35+531.5纳保立交中桥、K36+378纳保1号中桥、K36+834.5纳保2号中桥、K38+747既比中桥、K41+213核桃沟1号大桥。
二、施工情况:现目前,本项目桥梁主要施工均为基础及下部构造工程,上部构造施工刚进入T梁预制施工阶段,结合公司对钢筋焊接及直螺纹套筒连接质量的高度重视,本项目立即组织项目部相关负责人对施工现场钢筋加工及焊接质量进行了自检自查。
/ 12三、自检自查存在问题:1、桩基及墩柱钢筋笼加工及安装(1)、主筋采用直径Φ32圆钢筋,连接方式为直螺纹套筒,存在车丝丝牙有断丝现象,端头有缺陷未切除。
(2)、车丝长度不符合设计及规范要求,端头打磨随意,连接后两端坡口头未紧密贴合,严重影响其受力情况。
(3)、钢筋笼按设计要求每2米设置一道加强箍,搭接焊单面长度为10d,双面焊为5d,存在烧伤、焊缝不饱满及焊缝宽度不合格现象。
/ 12(4)、箍筋设计为φ10钢筋,设计要求采用绑扎固定,施工现场存在点焊现象,致使造成烧伤,影响其使用质量。
2、盖梁钢筋加工及安装 / 12(1)、钢筋采用直径Φ32、Φ25、Φ12圆钢筋,连接方式为直螺纹套筒及搭接焊,直螺纹套筒连接问题同样存在桩基及墩柱出现的问题。
(2)、弯曲部位焊接未除锈,致使焊接质量出现咬边、气泡、缝宽、长度不合格等现象。

钢筋检测报告2篇钢筋检测报告一检测单位:XX建筑检测有限公司检测时间:20XX年X月X日被测物品:XX大厦钢筋检测原则:1.检测应符合GB/T228-2002《金属材料试验标准取样》、GB/T2975-1998《金属试验冲击试验方法》、GB/T5106-1996《金属材料拉伸试验方法》等相关标准。
2.采用无损检测方法,具体包括超声波检测和磁粉探伤。
检测结果:本次检测钢筋数量共计XXX根,经过无损检测后,全部合格,未发现任何裂纹、变形和瑕疵。
结论:本次钢筋无损检测结果表明,XX大厦采用的钢筋材料质量优良,无任何劣质产品或人为损坏,符合相关质量标准,可以正常使用。
注意事项:1.本检测报告仅适用于被检测物品所代表的时间点和状态,不适用于其他时间点和状态。
2.本次检测结果不包括钢筋焊接部分,若需要检测请另行安排。
钢筋检测报告二检测单位:XX建筑质量检测有限公司检测时间:20XX年X月X日被测物品:XX工程钢筋检测原则:1.检测应符合GB/T228-2002《金属材料试验标准取样》、GB/T2975-1998《金属试验冲击试验方法》、GB/T5106-1996《金属材料拉伸试验方法》等相关标准。
2.采用力学性能测试和微观组织分析等方法,对钢筋材料进行评估。
检测结果:本次检测样品共计XXX个,全部合格,未发现裂纹、变形和瑕疵,其力学性能和化学成分满足相关质量标准要求。
结论:本次钢筋材料质量检测结果表明,XX工程所采用的钢筋材料质量优良,符合相关质量标准的要求,可以保证工程的稳定性和安全性。
注意事项:1.本检测报告仅适用于被检测物品所代表的时间点和状态,不适用于其他时间点和状态。
2.本次检测结果仅对被检测样品作出评价,不涉及其他未检测的钢筋材料。
3.本次检测结果不包括钢筋焊接部分,若需要检测请另行安排。

钢筋焊接质量的自检自查报告一、背景介绍:我们公司作为一家专业的建筑施工企业,承接了一项大型钢筋焊接工程。
为了确保焊接质量达到相关标准和要求,同时保证项目的安全性和可靠性,本次进行了钢筋焊接的自检自查工作。
二、自检自查的目的:1.确保焊接工艺符合相关标准和要求。
2.发现和整改潜在的质量问题,预防事故的发生。
3.提升施工质量,保证工程的安全和可靠。
三、自检自查的内容:1.钢筋材料的检查:检查钢筋的规格、型号、数量等是否与图纸和合同要求一致,检查钢筋的表面是否有锈蚀、损伤等。
检查钢筋的连接件(弯钩、套筒等)的质量是否达到相关标准和要求。
2.焊接工艺的检查:检查焊接参数设置是否符合规定,检查焊接设备的运行状况是否正常,检查焊工的资质和技术水平是否符合要求。
检查焊接接头的质量是否达到相关标准和要求。
3.焊接现场的安全检查:检查焊接现场的工作环境是否安全、整洁,检查是否设置了防护措施,如防火防爆设施、通风设备等。
检查焊工是否佩戴相关的个人防护用品。
4.焊接记录的核查:核查焊接记录是否完整、准确,核查焊接记录中是否有重要参数的记录,如焊接电流、电压、时间等。
核查焊工是否完成了相应的检测和验收。
四、自检自查的方法:1.现场走查:按照检查内容逐一巡视并检查,发现问题及时整改。
2.文件核查:对相应的文件进行逐一核查,确保记录完整、准确。
3.设备检验:对焊接设备进行检验和校准,确保其工作正常。
4.焊接样品检验:对焊接接头进行样品检验,检查焊缝的质量是否合格。
五、自检自查的结果:经过自检自查工作,发现了以下问题:1.部分钢筋表面有轻微的锈蚀,需要及时进行处理。
2.部分焊接接头的焊缝质量不达标,需要重新焊接。
3.部分焊工的资质证书已过期,需要进行更新。
4.部分焊接设备的维护记录不完整,需要进行修复和补充。
同时,自检自查还发现了以下优点和亮点:1.钢筋材料的规格和型号与图纸和合同要求一致,质量良好。
2.钢筋焊接工艺的参数设置合理,焊工的技术水平较高。
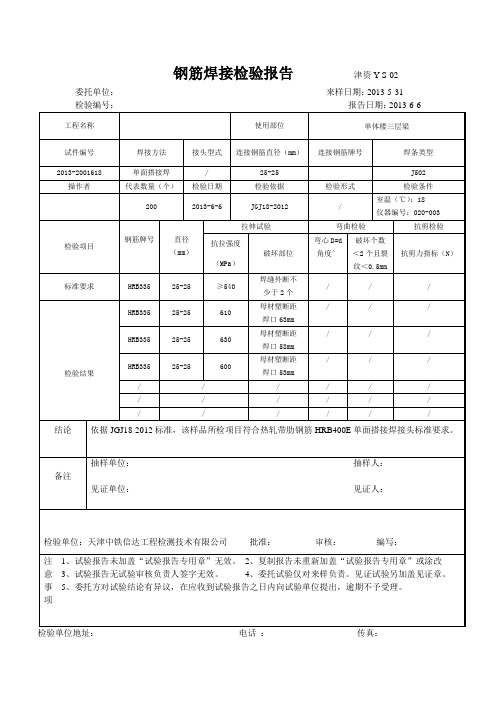
钢筋焊接检验报告津资Y-S-02委托单位:来样日期:2013-5-31检验编号:报告日期:2013-6-6工程名称使用部位单体楼三层梁试件编号焊接方法接头型式连接钢筋直径(mm)连接钢筋牌号焊条类型2013-2001618 单面搭接焊/ 25-25 J502 操作者代表数量(个)检验日期检验依据检验形式检验条件200 2013-6-6 JGJ18-2012 / 室温(℃):18仪器编号:020-003检验项目钢筋牌号直径(mm)拉伸试验弯曲检验抗剪检验抗拉强度(MPa)破坏部位弯心D=d角度°破坏个数<2个且裂纹<0.5mm抗剪力指标(N)标准要求HRB335 25-25 ≥540 焊缝外断不少于2个/ / /检验结果HRB335 25-25 610母材塑断距焊口63mm/ / / HRB335 25-25 630母材塑断距焊口58mm/ / / HRB335 25-25 600母材塑断距焊口53mm/ / / / / / / / / / / / / / / / / / / / /结论依据JGJ18-2012标准,该样品所检项目符合热轧带肋钢筋HRB400E单面搭接焊接头标准要求。
备注抽样单位:抽样人:见证单位:见证人:检验单位:天津中铁信达工程检测技术有限公司批准:审核:编写:注1、试验报告未加盖“试验报告专用章”无效。
2、复制报告未重新加盖“试验报告专用章”或涂改意3、试验报告无试验审核负责人签字无效。
4、委托试验仅对来样负责。
见证试验另加盖见证章。
事5、委托方对试验结论有异议,在应收到试验报告之日内向试验单位提出,逾期不予受理。
项检验单位地址:电话:传真:。

钢筋焊接接头检测报告
共页第页委托单位报告编号
样品名称样品编号
施工单位样品状态
工程名称样品数量
工程部位接头形式
焊接方法焊工证号
焊工姓名代表数量
代表批次委托日期
检测类别委托人
检测依据检测日期
检测地址检测环境
检测内容
样品编号
牌号
接头数量
钢筋生产厂家
钢筋批号
工程部位焊缝长度
(mm)
抗拉强度
(MPa)
断裂位置
(mm)
断裂特征
冷弯试验
90°
检测结论
检测结论
检测结论
检测说明
见证单位:见证人:
批准:审核:主检:检测单位检测专用章(盖章)
签发日期:年月日
钢筋焊接接头检测原始记录
共
页第页
样品名称样品编号样品状态规格型号检测环境检测日期
检测依据设备名称设备编号设备状态
检
测
内
容
样品编号
公称直径(mm)
公称横截面积(mm 2
)
最大力
m
F (kN)
抗拉强度(MPa)焊缝长度(mm)断裂位置(mm)断裂特征
弯曲试验90
弯曲压头
直径(mm)
冷弯结果
检测说明抗拉强度
校核:
主检:。
钢筋焊接复试检测报告一、检测目的本次钢筋焊接复试检测的目的在于评估钢筋焊接工艺和焊缝质量是否符合要求,确保焊接接头的强度、密封性和耐久性,并提供相应的检测报告作为参考。
二、检测方法和标准1.检测方法:本次钢筋焊接复试采用目视检查、超声波检测和金相显微镜检测等方法。
三、检测内容1.对焊接接头的外观进行目视检查,包括检查焊缝的形状、尺寸和表面平整度。
焊缝的高度不应超过母材表面,并应符合规定的焊缝形状。
2.进行超声波检测,检查焊缝中的缺陷,如气孔、夹渣、裂纹等。
超声波检测仪应用于焊缝表面,通过电磁超声波检测技术来检测焊缝的质量。
3.对焊接接头的金相组织进行显微镜检测。
金相显微镜检测主要用于分析焊缝中的晶粒结构和金属组织,以评估焊接接头的强度和韧性。
四、检测结果1.目视检查结果:焊接接头的外观形状规整,焊缝的尺寸和表面平整度符合要求。
2.超声波检测结果:焊缝中未检测到明显的缺陷,焊缝质量良好。
3.金相显微镜检测结果:焊缝中的晶粒结构均匀致密,金属组织均匀分布,无明显的缺陷。
五、结论和建议根据对焊接接头的各项检测结果进行综合分析,钢筋焊接工艺和焊缝质量符合相关标准要求,并且焊接接头的强度和韧性良好。
在焊接过程中,焊工严格按照焊接工艺规范进行操作,保证焊接质量。
建议在后续施工中继续加强对焊接工艺和焊缝质量的监督,确保焊接接头的质量稳定。
六、检测人员和日期检测人员:XXX(检验师)检测日期:20XX年XX月XX日备注:本报告仅对当前钢筋焊接复试的检测结果作出评价,若后续情况发生变化,可能会产生不同的检测结论。
建筑工程钢筋电弧焊电渣压力焊检验报告一、引言建筑工程中,钢筋电弧焊和电渣压力焊是常用的钢筋连接方法。
为了确保钢筋焊接质量符合规范要求,进行了相应的检验。
本报告将对钢筋电弧焊和电渣压力焊进行检验,并分析结果。
二、钢筋电弧焊检验钢筋电弧焊是将两根钢筋通过电弧焊接在一起的方法。
检验采用非破坏检验方法,主要包括外观检查、尺寸检查和焊缝质量评定。
1.外观检查通过对焊接部位的外观进行检查,判断焊缝的焊接质量。
焊缝应呈现均匀、连续、无明显裂纹、夹渣、气孔等缺陷。
2.尺寸检查对焊接部位的尺寸进行检查,包括焊缝宽度、高度以及间距等。
3.焊缝质量评定根据焊缝的外观和尺寸检查结果,评定焊缝的质量等级。
常见的质量等级有合格、不合格和待定。
三、电渣压力焊检验电渣压力焊是利用电流加热钢筋两端,同时施加压力使其熔化,然后冷却凝固的方法。
检验采用破坏性检验方法,主要包括抽样、拉伸试验和弯曲试验。
1.抽样根据规定的抽样数量和位置,在焊接接头处进行抽样,保证样品的代表性。
2.拉伸试验将样品放入拉伸试验机中,施加拉应力使其断裂,通过测量断裂前后的载荷和变形,确定钢筋焊接强度。
3.弯曲试验将样品放入弯曲试验机中,施加弯矩使其弯曲,通过观察样品的断裂形态,判断焊接质量。
四、检验结果分析通过钢筋电弧焊和电渣压力焊的检验,得到以下结果:1.钢筋电弧焊:外观检查结果显示焊缝表面均匀、无裂纹、夹渣和气孔,符合质量要求;尺寸检查结果显示焊缝尺寸满足规范要求,无偏大或偏小现象。
因此,钢筋电弧焊合格。
2.电渣压力焊:拉伸试验结果显示焊接强度满足规范要求,弯曲试验结果显示样品断裂形态符合要求。
因此,电渣压力焊合格。
综上所述,钢筋电弧焊和电渣压力焊的检验结果均符合规范要求,具备良好的焊接质量。
五、结论通过钢筋电弧焊和电渣压力焊的检验,确认其焊接质量符合规范要求,可以满足建筑工程对钢筋连接强度和稳定性的要求。
在日常施工中,应严格按照规范进行焊接操作,并进行必要的检验,确保焊接质量。