1板形基本概念解析
- 格式:pptx
- 大小:840.89 KB
- 文档页数:23

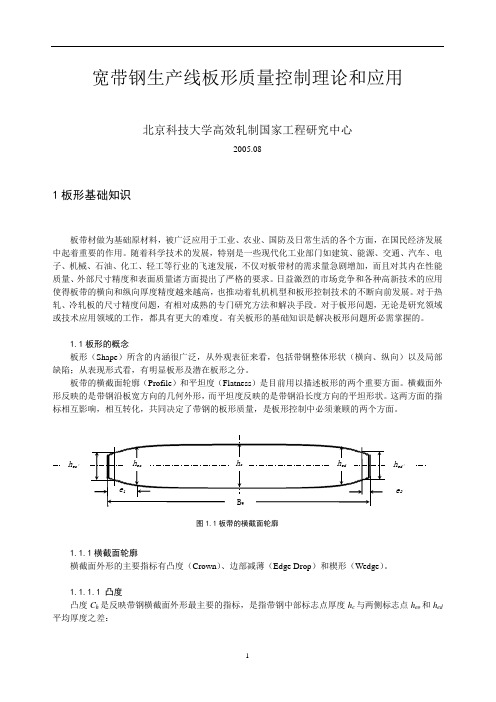
图1.1板带的横截面轮廓h c h edh eo 宽带钢生产线板形质量控制理论和应用北京科技大学高效轧制国家工程研究中心2005.081板形基础知识板带材做为基础原材料,被广泛应用于工业、农业、国防及日常生活的各个方面,在国民经济发展中起着重要的作用。
随着科学技术的发展,特别是一些现代化工业部门如建筑、能源、交通、汽车、电子、机械、石油、化工、轻工等行业的飞速发展,不仅对板带材的需求量急剧增加,而且对其内在性能质量、外部尺寸精度和表面质量诸方面提出了严格的要求。
日益激烈的市场竞争和各种高新技术的应用使得板带的横向和纵向厚度精度越来越高,也推动着轧机机型和板形控制技术的不断向前发展。
对于热轧、冷轧板的尺寸精度问题,有相对成熟的专门研究方法和解决手段。
对于板形问题,无论是研究领域或技术应用领域的工作,都具有更大的难度。
有关板形的基础知识是解决板形问题所必需掌握的。
1.1板形的概念板形(Shape )所含的内涵很广泛,从外观表征来看,包括带钢整体形状(横向、纵向)以及局部缺陷;从表现形式看,有明显板形及潜在板形之分。
板带的横截面轮廓(Profile )和平坦度(Flatness )是目前用以描述板形的两个重要方面。
横截面外形反映的是带钢沿板宽方向的几何外形,而平坦度反映的是带钢沿长度方向的平坦形状。
这两方面的指标相互影响,相互转化,共同决定了带钢的板形质量,是板形控制中必须兼顾的两个方面。
1.1.1横截面轮廓横截面外形的主要指标有凸度(Crown )、边部减薄(Edge Drop )和楔形(Wedge )。
1.1.1.1 凸度凸度C h 是反映带钢横截面外形最主要的指标,是指带钢中部标志点厚度h c 与两侧标志点h eo 和h ed平均厚度之差:C h=h c-(h eo+h ed)/2 (1-1)式中C h -带钢凸度;h c -带钢中点厚度;h eo-带钢操作侧标志点厚度;h ed-带钢传动侧标志点厚度。

1 板型的基本概念板型直观上是指板带的翘曲程度,其实质是指钢板内部残余应力分布。
1.1 钢板横断面外形板带产品的断面形状可以描述为产品横断面的轮廓(如图1所示),此轮廓由一系列指定点上或指定增量点上的厚度测量值来定义。
图1 钢板的横断面示意图1.1.1 影响轧件断面几何形状的因素当轧件只受塑性变形压缩时,轧制后没有弹性变形恢复。
这种情况下,轧件断面形状完全由辊缝形状所决定。
影响辊缝形状的四个因素是:轧辊的垂直位移、轧辊的水平位移、轧辊热凸度和轧辊磨损。
(1)轧辊的垂直位移。
引起垂直面上轧辊位移的因素有:a.轧机延伸:它是因轧制负荷和轧制热而产生的,包括轧辊在的轧机部件的伸长和压缩的结果。
b.轧辊弯曲:这是由轧制负荷和垂直方向上轧辊弯曲液压缸产生的力引起的。
c.辊缝中液压润滑油膜厚度的变化。
d.支撑辊轴承里油膜厚度的变化。
(2)轧辊的水平位移。
可能引起水平面上轧辊位移的因素有a.作用在工作辊上的轧制负荷的水平分量,该工作辊中心线偏离相邻支撑辊轴承中心线。
b .由水平面上轧辊弯曲机构所产生的力引起的轧辊弯曲。
c .由轧件变形区的入口侧和出口侧不相等的带钢张力引起的轧辊位移和弯曲。
(3)轧辊热凸度:轧辊热凸度定义为轧制期间由于轧辊受热和冷却造成的轧辊直径的增量,某些情况下,轧辊热凸度是通过预热轧辊有意施加的。
(4)轧辊磨损:轧辊磨损指由于研磨、腐蚀、及粘着磨损而造成的逐渐损伤。
1.1.2 断面形状要素的定义平板的断面形状通常描述为:中心厚度、边部厚度、水平度、楔形、凸度、边部减薄等。
(1)中心厚度H :中心厚度H 是指轧件中心线处的厚度。
(2)边部厚度H I 、H J :边部厚度是指距边部一定距离的测量值,这个距离d 一般为9.5~19mm ,L 一般为50~75mm 。
传动侧为J I H H 、。
操作侧为J 'I 'H H 、。
(3)倾斜量i H δ:它由传动侧和操作侧的厚度差来决定:'I I i H H H -=δ(4)楔形:传动侧和操作侧的楔形分别为:传动侧楔形:'I I H H H >>操作侧楔形:I I H H H >>'(5)凸度:凸度定义为中心厚度H 和指定的边部厚度之差。

板形理论基础孙蓟泉北京科技大学板形研究的意义随着汽车、机械行业的发展,热轧带钢用户对热轧带钢的尺寸精度和组织性能提出了更高的要求;热轧板形直接影响冷轧板形质量;后步工序常要求有微小浪形,如罩式退火炉希望来料为微双边浪的板形状态,而有些厂家的连续退火希望对应微中浪的应力状态;板形影响到镀锌层厚度的均匀性,为保证质量要求板形误差越小越好;从后续深加工上看,需要板形优良,如板形好坏影响板材的深冲性能等,如汽车板、家电板等。
带钢横截面轮廓楔形h e1-h e2中心凸度C h =h c -(h e1+h e2)/2 边部减薄h e1-h e3比例凸度C p =C h /h c *100%局部高点和局部低点h e1h e2h e4h e3h c板形及其度量板形所谓板形直观地说是指板材的翘曲程度;其实质是指带钢内部残余应力的分布。
板形不良:带钢中存在残余内应力称为板形不良。
潜在板形不良:带钢中存在残余内应力,但不足以引起带钢翘曲,称为潜在板形不良。
表观板形不良:带钢中存在残余内应力足够大,以致引起带钢翘曲,则称为表观的板形不良。
平直度热轧成品带钢平直度一般指边浪和中浪,并以二次浪为主要控制指标,对于宽度大而厚度很薄的情况才要适当考虑四次浪a-侧弯;b-中浪;c-边浪;d-小边浪;e-小中浪;f-小偏浪带钢的应力分布承载辊缝轧件残力应力 理论分布板形仪显示 应力分布生成浪形双侧边浪中浪四分之一浪边中复合浪单侧边浪+σ0 -σ-σ 0 +σ板形的度量板形度量的目的:定量地表示板形,既是生产中衡量板形质量的需要,也是研究板形问题和实现板形自动控制的前提条件。
因此,人们依据各自不同的研究角度及不同的板形控制思想,采取不同的方式定量地描述板形。
¾相对长度差表示法¾波形表示法¾张力差表示法¾带材断面形状的多项式表示法¾厚度相对变化量差表示法相对长度差表示的板形翘曲带钢(a)及其分割(b)R VaL VLΔLb这是一种比较简单的表示板形的方法,就是取横向上不同点的相对延伸差D L /L 来表示板形。
7中厚板板凸度和板形控制技术7.1板凸度和板形的基本概念中厚板生产是钢铁生产过程的重要组成部分,板凸度和平直度是重要的质量指标。
近年来,在中厚板轧制中,普遍采用大压下轧制、低温轧制等技术,轧制力大幅增加,板凸度和平直度控制的问题也更加突出。
本章将就中厚板板凸度、平直度控制时应考虑的影响因素及具体的数学模型进行讨论。
所谓板形(plate shape),通常指的是平直度(flatness),或称翘曲度,俗称浪形,即沿中厚板长度方向上的平坦程度;而在板的横向上,中厚板的断面形状(profile),即板宽方向上的厚度分布也非常重要。
断面形状包括板凸度、边部减薄及断面形状等一系列概念。
其中,板凸度(plate crown)是最为常用的横向厚度分布的代表性指标。
7.1.1板凸度中厚板板凸度可以定义为轧件横断面上中心处厚度与边部某一代表点(一般指离实际轧件边部40mm处的点)处厚度之差值(图7-1),即C h=h c-h c (7-1)式中h c——钢板横断面上中心处的厚度;h c——钢板横断面上边部某一点代表处厚度。
7.1.2边部减薄轧后板材在90%的中间断面大致具有二次曲线的特性,而在接近钢板边部处,厚度迅速减小,发生边部减薄现象。
工业应用中,板凸度指除去边部减薄区以外断面中间和边部厚度差。
边部减薄也是一个重要的断面质量指标。
边部减薄量直接影响到边部切损的大小,与成材率有密切关系。
边部减薄表示为:C e=h el-h e2(7-2)式中C e——板带钢的边部减薄;h el——边部减薄区的厚度;h e2——骤减区的厚度。
7.1.3 中厚板断面形状的表达式中厚板的板形与中厚板断面形状有关,所以为了控制中厚板的平直度,也可以将中厚板的板形用断面形状参数来表述。
钢板的断面形状可以用轧件厚度^(z)和板宽方向离开中心线距离x之间的多项式来表示,即h(x) = h c+a1x+a2x2+a3x3+a4x4(7-3)式中h c——嘲。