中国重汽变速箱装配
- 格式:doc
- 大小:3.94 MB
- 文档页数:62


变速箱装配工艺流程变速箱装配是一项复杂而关键的工艺,涉及多个零部件的组装和调整。
下面是一份变速箱装配的工艺流程,以供参考:1.零部件准备准备所有需要使用的零部件,包括齿轮、轴承、离合器片等。
对每个零部件进行检查和清洁,确保其质量和完整性。
2.齿轮组装将齿轮按照设计要求组装在主轴上,并确保每个齿轮的位置和配合度正确。
进行齿轮的啮合测试,确保齿轮间的传动顺畅且无异常噪音。
3.轴承安装根据设计要求,在适当的位置安装轴承,确保其与齿轮和轴之间的配合精确。
使用专用工具将轴承安装到规定的位置,确保其稳固和正确的摩擦力。
4.离合器装配将离合器片和压盘按照设计要求进行组装,并进行调整和校正。
安装离合器装置,确保其能够正确地与齿轮和轴进行联动和分离。
5.润滑系统安装安装润滑系统,包括油泵、油管和油箱等。
进行润滑系统的测试和调整,确保其能够正常供油和维持适当的油压。
6.装配外壳和密封件将变速箱外壳与内部组件进行配合,并使用螺栓和紧固件进行固定。
安装密封件和垫圈,确保变速箱的密封性和防护性能。
7.动力传动装置安装安装动力传动装置,如驱动轴和传动链条等。
进行传动装置的调整和测试,确保其能够正确地传递动力和扭矩。
8.调试和测试对已完成的变速箱进行调试和测试,检查其各项功能和性能是否正常。
进行负载测试和实际工况模拟测试,以验证变速箱在实际使用中的可靠性和稳定性。
9.清洁和包装清洁已经装配好的变速箱,确保其外观干净无污染。
使用适当的包装材料和方法,对变速箱进行包装和保护,以确保其在运输和存储过程中不受损坏。
需要注意的是,以上工艺流程仅为一般性指导,具体的装配工艺可能会因不同的变速箱类型和制造商而有所差异。
在实际操作中,应根据相关的设计要求、标准和规范,结合实际情况进行具体的工艺流程制定,并与专业工程师和生产人员进行合作,以确保装配质量和产品性能的稳定性。
变速箱装配工艺流程
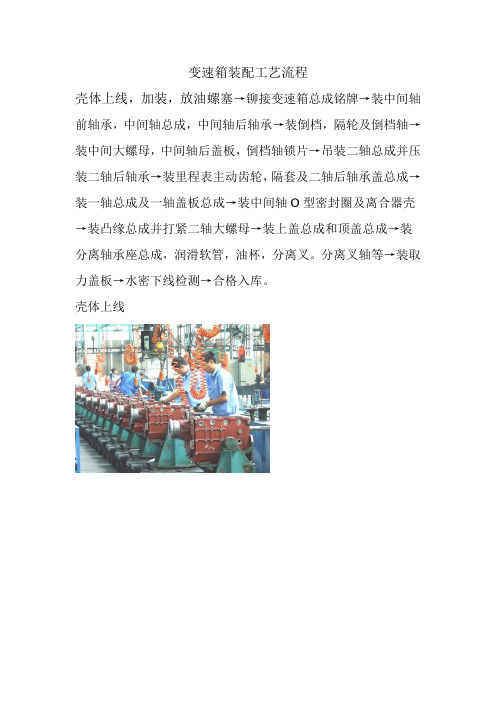
壳体上线,加装,放油螺塞→铆接变速箱总成铭牌→装中间轴前轴承,中间轴总成,中间轴后轴承→装倒档,隔轮及倒档轴→装中间大螺母,中间轴后盖板,倒档轴锁片→吊装二轴总成并压装二轴后轴承→装里程表主动齿轮,隔套及二轴后轴承盖总成→装一轴总成及一轴盖板总成→装中间轴O型密封圈及离合器壳→装凸缘总成并打紧二轴大螺母→装上盖总成和顶盖总成→装分离轴承座总成,润滑软管,油杯,分离叉。
分离叉轴等→装取力盖板→水密下线检测→合格入库。
壳体上线
装中间轴前轴承,中间轴总成及中间轴后轴承装倒档
第二轴
吊装二轴总成并压装二轴后轴承。

福田五星变速箱齿轮安装教程
福田五星变速箱是一种常见的汽车传动系统,其齿轮安装是变速箱装配中的重要环节。
下面是福田五星变速箱齿轮安装的简要教程,希望能对您有所帮助:
1. 准备工作:在开始安装前,确保所有工具和零件已经准备就绪。
同时,确保工作区域干净整洁,并且配备好相应的安全设施。
2. 预处理齿轮:将福田五星变速箱的齿轮清洗干净,并检查其表面是否有磨损或损坏。
若发现有问题的齿轮,应及时更换。
3. 润滑齿轮:使用适量的变速箱专用润滑油,涂抹在齿轮的表面。
确保每一个齿轮都得到了充分的润滑。
4. 安装齿轮:根据福田五星变速箱的装配图纸,按照正确的顺序将齿轮逐一安装。
注意对齐齿轮上的标记,确保其正确位置。
5. 校准齿轮:在齿轮安装完成后,使用适当的工具进行齿轮的校准。
确保齿轮之间的配合精确,以提供稳定和顺畅的变速功能。
6. 检查安装情况:安装完成后,仔细检查各个齿轮的固定情况。
确保齿轮没有松动或错位,以避免任何潜在的问题。
以上是福田五星变速箱齿轮安装的简要教程。
请在进行齿轮安装时,确保仔细阅读福田五星变速箱的相关手册和指南,并严格遵循制造商的建议和要求。
这将确保变速箱的正常运行和长期使用。
任何对系统不熟悉或技术要求较高的任务,建议请专业技师进行处理,以确保安全和质量。
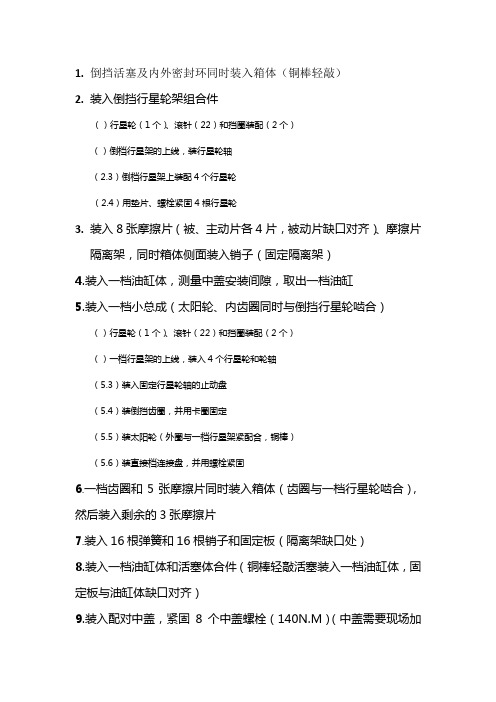
1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲)2.装入倒挡行星轮架组合件()行星轮(1个)、滚针(22)和挡圈装配(2个)()倒档行星架的上线,装行星轮轴(2.3)倒档行星架上装配4个行星轮(2.4)用垫片、螺栓紧固4根行星轮3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片隔离架,同时箱体侧面装入销子(固定隔离架)4.装入一档油缸体,测量中盖安装间隙,取出一档油缸5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合)()行星轮(1个)、滚针(22)和挡圈装配(2个)()一档行星架的上线,装入4个行星轮和轮轴(5.3)装入固定行星轮轴的止动盘(5.4)装倒挡齿圈,并用卡圈固定(5.5)装太阳轮(外圈与一档行星架紧配合,铜棒)(5.6)装直接档连接盘,并用螺栓紧固6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片7.装入16根弹簧和16根销子和固定板(隔离架缺口处)8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐)9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工)10.翻转箱体90°,装入输出轴齿轮和输出轴11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒)13.装入前输出滚子轴承92312(铜棒),孔用挡圈14.装入骨架油封(铜棒)15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限)(15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销)(15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位)(15.3)在活塞上方装入盘行弹簧,装入轴用挡圈(15.4)安装输入轴直接档支撑轴承(42204),装入输入轴(铜棒)(15.5)在直接档油缸体上安装受压盘(铜棒)(15.6)安装12根螺栓并紧固(加固),并用铁丝加固16.清理后端盖,测量后端盖安装面到311轴承位的高度度与箱体的后端面到311轴承的的高度差,选择调整垫片17.清理箱体的后端面,装O行圈和旋转油封18.后端盖涂胶后装密封垫19.装后端盖并用螺栓固定20.翻转箱体90°21.装配2个吊环螺栓并旋紧22.装入进油口圆柱堵头(铜棒)和螺塞23.装后输出轴骨架油封(先图上润滑油,铜棒)24)25.在箱体输入端的孔内装入挡圈,测量倒档行星轮组合件上110轴承端面到箱体上挡圈的间隙26.现场配对加工隔套27.吊装超越离合器总成,使超越离合器安装到极限位置(铜棒)(27.1)在超越离合器的内环凸轮上装入24根螺栓,放在专用的压板上(27.2)在超越离合器的内环凸轮外圈上转入隔离架,装上压盖(27.3)在隔离架的槽内装入24粒滚柱(27.4)吊装外环齿轮上线,并将凸轮组件装入外环齿轮(27.5)测量压盖的三个卡爪与隔离架的间隙,装入3个弹簧(27.6)内孔装入孔用挡圈,并装入中间输入轴(铜棒)(27.7)装入24粒螺母紧固中间输入轴和内环凸轮(27.8)翻转超越离合器180°,装入中间隔套和轴承28.清理箱体变速操纵阀的安装面,涂胶装密封垫29.安装变速分配阀,并紧固13个螺栓(先中间后两边)30.清理变速箱、变矩器安装面,测量超越离合器上211轴承端面到箱体端面高度与变矩器壳体安装面到211轴承安装位端面的高度之间的差值,选择调整垫片31.测量变矩器一级输出齿轮311轴承端面到变矩器壳体端面的高度与变速箱上轴承的支撑端面到变速箱壳体端面高度的差值,选择调整垫片32.装入2个定位销(铜棒),涂胶并装入密封垫33.在各座孔内和轴承上涂机油,吊装变矩器与变速箱合箱(铜棒),装入29个螺栓,紧固(33.1)测量二级涡轮到变矩器壳体二级输出齿轮轴承安装面高度与二级输入齿轮轴承面到花键端面的高度差(33.2)测量选取花键垫片,装配花键垫片;(33.3)安装二级输出齿轮旋转油封和二级输出齿轮(铜棒轻轻敲击到位)(33.4)安装一级输出齿轮旋转油封,安装8111轴承(33.5)安装一级输出齿轮(铜棒轻轻敲击到位)(33.6)安装转向泵齿轮和工作泵齿轮(铜棒敲击到位)34.安装转向泵箱体支撑位轴承(铜棒),安装工作泵箱体支撑位轴承(铜棒)35.清理变速泵箱体安装端面,涂胶安装密封垫36安装变速泵并紧固螺栓37.装订铭牌。

一、前言随着汽车工业的快速发展,变速箱作为汽车传动系统的重要组成部分,其性能和可靠性直接影响着汽车的驾驶体验和安全性。
为了提高我国汽车行业的技术水平,培养具有实际操作能力的专业人才,我们参加了变速箱装配实训。
通过本次实训,我们对变速箱的结构、原理和装配过程有了更深入的了解,现将实训总结如下。
二、实训目的1. 熟悉变速箱的结构和原理,掌握变速箱的装配流程;2. 提高动手能力,培养实际操作技能;3. 了解汽车传动系统在实际工作中的应用,为今后的工作打下基础。
三、实训内容1. 变速箱结构及原理学习实训过程中,我们首先学习了变速箱的结构和原理。
变速箱主要由齿轮、轴、壳体、离合器、同步器、轴承等部件组成。
通过学习,我们了解到变速箱的作用是改变汽车的动力输出,实现不同档位的切换,以满足不同行驶条件下的需求。
2. 变速箱装配流程(1)准备工作:检查工具、备件,确保设备正常运行。
(2)装配步骤:① 装配壳体:将壳体放置在装配台,按照顺序装配齿轮、轴、轴承等部件;② 装配离合器:将离合器与壳体连接,确保离合器片与飞轮、压盘接触良好;③ 装配同步器:将同步器安装在相应位置,调整同步器位置,确保同步器与齿轮啮合良好;④ 装配轴承:将轴承装入壳体,确保轴承与轴、齿轮等部件的配合紧密;⑤ 装配油封、密封圈等辅助部件:按照要求装配油封、密封圈等,确保密封性能良好;⑥ 组装整体:将装配好的变速箱整体组装,确保各部件之间连接牢固;⑦ 装配总成:将变速箱总成与发动机、传动轴等部件连接,完成装配。
3. 变速箱性能测试实训过程中,我们对装配完成的变速箱进行了性能测试,包括空载试验、负载试验、换挡试验等。
通过测试,了解变速箱的性能是否符合要求,为今后的维修和保养提供依据。
四、实训心得1. 重视理论知识的学习:变速箱装配实训不仅要求我们具备一定的动手能力,还需要扎实的理论基础。
在实训过程中,我们深刻体会到理论知识的重要性。
2. 注重实际操作:实训过程中,我们学会了变速箱的装配流程,掌握了实际操作技能。
1推式离合器拨叉轴的拆卸把变速器总成清理干净后平放在垫有软胶皮干净的地面上(见图3-1);拆下离合器拨叉上螺栓,拆下离合器拨叉轴的平键,取下离合器拨叉轴和拨叉、分离轴承、低压软管和滑脂杯(见图3-2)图3-1 图3-22 拉式离合器拨叉轴的拆卸拆下紧固拨叉与拨叉轴的两颗紧钉螺钉(见图3-3);用卡簧钳取下拨叉轴下端的弹性挡圈(见图3-4)图3-3 图3-4向上提起拨叉轴,拨叉轴下端平键自然落下,取下上方平键(见图3-5);拆下拨叉轴支架螺栓,取下拨叉轴支架(见图3-6)。
图3-5 图3-63拆下拨叉轴支架(见图3-7)和箱体进油管、输入轴进油管和出油管总成(见图3-8)。
图3-7 图3-84拆下输入轴端盖总成(见图3-9)和副轴端盖(见图3-10,拆副轴端盖时可用平口螺丝刀撬本图圈内所示的凸起)。
图3-9 图3-105 卸下连接油泵与前壳的六只M10的螺栓,不需拆卸用于连接油泵前后壳的两只螺栓(图3-11中圈内所示),轻轻转动输入轴带动副轴转动使装在左副轴轴端的钢球对准油泵壳体上的缺口(见图3-12),手抓油泵向外用力拆下油泵总成(如不好拆卸也可在确认左副轴轴端的钢球对准油泵壳体上的缺口的前提下用M12X50的顶丝旋入图3-11箭头所示的两个螺栓孔内将油泵顶出),从左副轴轴端取出钢球(见图3-13,箭头所指为钢球取出位置)。
图3-11 图3-126箱内管2与前壳间为间隙配合,可用螺丝刀钩住箱内管2端部内侧将其挑出(见图3-14);拆下输入轴及副轴上的止动环(见图3-15)。
图3-13 图3-14图3-15 图3-167 拆下前壳内所有连接中壳与前壳的连接螺母(见图3-16);然后拆下前壳外连接中壳与前壳的连接螺母,留下2~3个不卸以保证竖直吊装时中壳与前壳不分离(见图3-17)。
图3-17 图3-188 松开小盖上部四只螺栓及范围挡气缸两只气管的空心螺栓,拆下小盖总成(见图3-18、图3-19)。
变速箱总成装配注意事项1. 变速箱总成的组成部分变速箱总成是汽车中的核心部件之一,它由许多不同的组成部分组成。
这些部分包括变速器、离合器、传动轴、换挡杆、齿轮、主轴、副轴、信封壳体等。
这些组件的调整和安装都非常重要,以确保变速箱总成的有效性和顺畅工作。
2. 装配过程注意事项组装变速箱总成的过程很重要,下面列出了一些必须注意的事项。
2.1 注意零件的清洁度和配对性在组装变速箱总成之前,必须确保所有组件和零件都是清洁无尘的。
所有的零件都必须正确配对,并且相互之间兼容。
如果发现任何不兼容或不匹配的零件,都必须及时更换或进行修整。
2.2 仔细检查配件状态在组装之前,务必仔细检查变速器的所有部分和配件状态。
如果发现任何损坏,则必须及时更换。
任何损坏的部件都可能影响变速器的性能和可靠性,因此必须及时修复或更换。
2.3 严格按照装配顺序进行组装在组装变速器时,必须遵循正确的顺序。
否则,可能会导致工作不正常。
该顺序必须严格遵循制造商的要求,以确保成功地安装变速器。
2.4 坚持安装规范在组装变速箱总成之前,必须熟悉制造商的规范和要求。
所有检查、调整和安装的工作都必须按照规范进行。
这样可以确保最高水平的安全性和可靠性。
2.5 维持手动技能组装变速箱总成要求技巧和手动技能。
必须仔细处理所有零件,并且需要外部力量。
这可能需要耐心,并在完成组装后再仔细检查变速器的功能。
3. 总结变速箱总成是汽车的核心部件之一。
在组装变速箱时必须注意许多事项。
安装时间应根据规范及时可靠,组件必须正确配对和兼容。
在组装过程中,应仔细检查零件和配件的状态,根据既定顺序进行组装,并遵循制造商的规范和要求。
中国重汽汕德卡HW12变速箱说明书1.引言中国重汽汕德卡HW12变速箱是一种先进的汽车传动装置,无论是在结构设计、性能指标还是在使用寿命上都具有较高的可靠性和安全性。
本说明书将详细介绍HW12变速箱的技术参数、使用方法、维护保养等方面的内容,以帮助用户更好地了解和使用该产品。
2.技术参数HW12变速箱主要由变速器、离合器、差速器等部分组成。
其主要技术参数如下:-额定输入转矩:1200Nm- 额定输入转速:2500 rpm-额定输入功率:266kW-齿比范围:6.30-0.78-行驶挡位数:12挡3.使用方法3.1启动前的准备在启动前,用户需先检查变速箱油位是否充足,如若不足应及时添加充满。
同时,确保离合器踏板踩下并手刹松开。
3.2挂挡操作HW12变速箱拥有12个挡位,用户可以根据车辆行驶需求轻松选择合适的挡位。
具体操作如下:-将离合器踏板踩到底,将变速杆由空挡位置移动到所需挡位位置。
-当变速杆到达挡位位置后,将脚离开离合器踏板,变速器会自动完成挂入挡位操作。
3.3变速操作用户在行驶过程中可根据实际需要进行变速操作。
通常,高速情况下用户可选择高挡位,而低速情况下可选择低挡位。
变速操作时,用户只需将离合器踏板踩到底,再将变速杆移动至所需挡位即可。
4.维护保养4.1变速箱油更换4.2液压系统维护用户在使用中应定期检查液压系统,确保油液充足并无泄漏。
如发现异常情况,应及时修复或更换液压系统相关部件。
4.3离合器维护为确保变速器正常工作,用户需定期检查离合器的磨损情况。
如磨损严重,应及时更换离合器,并对相关部件进行检查和维护。
5.安全注意事项-操作前请仔细阅读说明书,理解相关操作流程和安全注意事项。
-请勿在行驶中进行变速操作,以免造成严重事故。
-操作时请保持油温正常,过高的油温会对变速器造成损害。
-若变速杆无法顺利挂入挡位,请勿强行操作,应及时检查并寻求专业维修人员的帮助。
总结:中国重汽汕德卡HW12变速箱是一种可靠性和安全性较高的汽车传动装置。
变速箱装配工艺流程
《变速箱装配工艺流程》
变速箱是汽车的重要零部件之一,它直接影响着汽车的性能和舒适性。
而变速箱的装配工艺则决定了变速箱的质量和性能。
下面我们来了解一下变速箱装配的工艺流程。
1. 零部件清洗
在变速箱装配的第一步,各个零部件需要进行清洗,以确保表面没有杂质和尘土。
清洗后的零部件能够更好地保持润滑和密封,提高变速箱的使用寿命。
2. 组装零部件
装配工人根据相关图纸和工艺,将清洗过的零部件按照一定的顺序组装起来。
这个过程需要非常细致和精密,因为每个零部件的位置和角度都对变速箱的性能有着直接的影响。
3. 测试
在完成装配后,变速箱需要进行严格的测试,包括静态测试和动态测试。
静态测试主要是对变速箱的各个部件进行功能的测试,包括润滑情况、密封情况等。
动态测试则是将变速箱安装到汽车上,进行实际的行驶测试,以确保变速箱的正常工作。
4. 调试
在测试完毕后,可能需要对变速箱进行一些微调,以确保其性能达到最佳状态。
这个过程需要经验丰富的技术人员进行,并且需要运用一些专业的仪器设备。
5. 包装
最后,经过测试和调试的变速箱将被包装起来,准备发往汽车生产线。
包装过程也需要非常小心,以确保变速箱在运输过程中不受损坏。
以上就是变速箱装配的工艺流程,每一个步骤都需要非常细致和精密的操作。
只有经过这些严格的工艺流程,才能保证变速箱的质量和性能达到标准,从而为汽车的性能和舒适性提供保障。
1推式离合器拨叉轴的拆卸把变速器总成清理干净后平放在垫有软胶皮干净的地面上(见图3-1);拆下离合器拨叉上螺栓,拆下离合器拨叉轴的平键,取下离合器拨叉轴和拨叉、分离轴承、低压软管和滑脂杯(见图3-2)图3-1 图3-22 拉式离合器拨叉轴的拆卸拆下紧固拨叉与拨叉轴的两颗紧钉螺钉(见图3-3);用卡簧钳取下拨叉轴下端的弹性挡圈(见图3-4)图3-3 图3-4向上提起拨叉轴,拨叉轴下端平键自然落下,取下上方平键(见图3-5);拆下拨叉轴支架螺栓,取下拨叉轴支架(见图3-6)。
图3-5 图3-63拆下拨叉轴支架(见图3-7)和箱体进油管、输入轴进油管和出油管总成(见图3-8)。
图3-7 图3-84拆下输入轴端盖总成(见图3-9)和副轴端盖(见图3-10,拆副轴端盖时可用平口螺丝刀撬本图圈内所示的凸起)。
图3-9 图3-105 卸下连接油泵与前壳的六只M10的螺栓,不需拆卸用于连接油泵前后壳的两只螺栓(图3-11中圈内所示),轻轻转动输入轴带动副轴转动使装在左副轴轴端的钢球对准油泵壳体上的缺口(见图3-12),手抓油泵向外用力拆下油泵总成(如不好拆卸也可在确认左副轴轴端的钢球对准油泵壳体上的缺口的前提下用M12X50的顶丝旋入图3-11箭头所示的两个螺栓孔内将油泵顶出),从左副轴轴端取出钢球(见图3-13,箭头所指为钢球取出位置)。
图3-11 图3-126箱内管2与前壳间为间隙配合,可用螺丝刀钩住箱内管2端部内侧将其挑出(见图3-14);拆下输入轴及副轴上的止动环(见图3-15)。
图3-13 图3-14图3-15 图3-167 拆下前壳内所有连接中壳与前壳的连接螺母(见图3-16);然后拆下前壳外连接中壳与前壳的连接螺母,留下2~3个不卸以保证竖直吊装时中壳与前壳不分离(见图3-17)。
图3-17 图3-188 松开小盖上部四只螺栓及范围挡气缸两只气管的空心螺栓,拆下小盖总成(见图3-18、图3-19)。
图3-19 图3-209 准备好可使输入轴悬空的工作台,把变速器置于工作台上,使变速器输出法兰向上呈稳定的竖直状态落在工作台上,注意保护前壳止口和输入轴。
起下输出轴端锁片(见图3-20),用专用工具G01或G14 (配合风扳机)拆下大螺栓(见图3-21)。
图3-21 图3-2210用M10的螺栓把油堵总成拔出(见图3-22);用长杆套筒拆下输出轴内的主轴固定螺母(见图3-23,主箱与副箱分离前一定要先拆下主轴固定螺母,否则会损坏主轴),再把大螺栓拧上。
图3-23 图3-2411拧下取力器连接螺栓,用M10的顶丝把取力器后壳拆下(见图3-24);拧下取力器前壳与变速器后壳连接螺栓,取下取力器前壳(见图3-25)。
图3-25 图3-2612拧下变速器后壳与中壳连接螺栓(见图3-26),用M12的顶丝把变速器后壳顶起(见图3-27);用吊具或绳子把副箱总成吊起、取下。
13 用铜锤轻敲取下取力器输入轴(见图3-28),把副箱和取力器输入轴放在干净的地方。
图3-27 图3-2814 拧下主箱内固定锁板压板的5只螺栓(见图3-29圈内所示),取下锁板压板、螺栓、垫块、主副箱互锁板、锁板垫板和弹簧;用卡簧钳取下2根副轴上轴承外侧的卡簧(见图3-30)。
图3-29 图3-3015 用拔销器G06提出两根惰轮轴(见图3-31),然后尽量向远离副轴的方向拨动惰轮使其离开副轴上轴承的位置(见图3-32),以避免在前壳与中壳分离时副轴轴承与惰轮发生刮碰。
图3-31 图3-3216 拧下变速器滤网端盖连接螺栓,取下端盖及滤网(见图3-33),以防止提中壳时滤网与齿轮刮碰;用M12的螺栓把变速器中壳顶起,吊下中壳,取下箱内油管1(见图3-34)。
图3-33 图3-3417用专用工具G05拆下两根副轴上的轴承(见图3-35);取下主轴及两副轴(见图3-36),翻转前壳,用铜棒或铜锤拆下输入轴总成。
注意:在拆卸HW20716变速器总成时,输入轴总成、副轴总成、主轴总成、拨叉轴总成必须同时拆下。
图3-35 图3-36三、输入轴端盖总成的拆装输入轴端盖总成只有在输入轴油封漏油的情况下才允许拆卸。
具体方法:先用M6的顶丝取下输入轴导油环,然后用螺丝刀或其他工具取下油封,注意不能划伤输入轴端盖的内表面。
输入轴端盖总成的装配过程如下:1在输入轴端盖内表面涂抹润滑脂(见图3-37),把油封按如图3-38所示方向放好;把油封装配到位(见图3-39)图3-37 图3-38图3-39 图3-402 把导油环的油孔对准输入轴端盖上的油孔(见图3-40),把导油环装到位(见图3-41)图3-41 图3-42四、变速器中壳总成的装配1 1个惰轮、2只滚针轴承、2个垫片为一组(见图3-42)共两组装到中壳的两个惰轮架上(见图3-43)并安装到位。
两组惰轮及轴承、垫片完全相同,可以互换。
图3-43 图3-442保证右惰轮轴的油孔方向平行于中壳水平方向(见图3-44箭头方向),将其装配到位;左惰轮轴油孔方向朝向锁板支销(见图3-45箭头方向),将其装配到位。
注意,左、右惰轮轴是不同的,不能互换。
左侧惰轮轴的内孔径较大且是通孔,朝向中壳一端的孔接箱内管1,朝向后壳一端的孔配合范围挡拨叉轴;右侧惰轮轴内只有用于拆卸的螺纹盲孔(见图3-46)。
图3-45 图3-46五、变速器总成的装配1 主轴调整垫片的测量在变速器总成装配之前有一点必须注意,否则就会影响整个总成的性能,那就是主轴调整垫的测量。
主轴调整垫共有5.25mm到6.45mm之间的9个厚度可供选择。
变速器在维修时如果更换下列零件,主轴调整垫必须重新测量:主轴带球头总成、变速器中壳、副箱总成里的行星机构总成、滚动轴承61820、滚动轴承63/22、隔套、高挡锥毂总成、导油环总成、变速器后壳。
测量方法如下:图3-47 图3-48把副箱总成(后法兰上大螺栓必须拧紧,否则会影响测量结果)输出法兰朝下放在稳固的位置,再把中壳装配到副箱上并装配到位(见图3-47,可先不装副箱纸垫而把副箱纸垫放在专用工具测量板G15上)。
在主轴总成螺杆上装上一预选的主轴调整垫(为防止调整垫片和六角键落下,可在结合处涂润滑脂,使其粘结在主轴上),然后把主轴总成的花键装到副箱总成里的太阳轮内花键孔中并到位。
将测量板水平放置在中壳上(见图3-48,为工作方便,图中箭头所示为将副箱纸垫撕一段放在深度尺下面),将测得的从副箱纸垫到主轴三挡齿轮的距离记为A, 测量板的厚度记为B(数据刻在其上表面),装在主轴上的预选主轴调整垫片的厚度记为C。
选择的主轴调整垫需要保证中壳前端面到主轴三挡齿轮的齿端面距离为69.22±0.2mm (对于HW18709、HW18710和HW14710)、中壳前端面到主轴上传动齿轮(高)的齿端面距离为95.57±0.10 mm(对于HW20716)。
最终选择的主轴调整垫片厚度应保证上述数值。
例如,HW18709变速器总成,实际测得副箱纸垫到主轴三挡齿轮的距离记为94.18,测量板厚度为24.58,预选主轴调整垫的厚度为 5.85,得出需用的主轴调整垫厚度为94.18-24.58+5.85-69.22=6.23,则最终应选择厚度最接近 6.23mm的主轴调整垫片厚为6.30mm。
测量完成后,变速器总成的装配如下2 HW18709、HW18710和HW14710变速器总成的装配①把前壳用软的材料支起,注意中间留下输入轴的位置并且安全可靠。
用铜棒或铜锤轻轻砸输入轴总成(见图3-49),使一轴轴承的一小段装配进前壳的轴承孔中。
另外在图上箭头所指位置从另一侧拧上1个M16的空心螺栓。
②在输入轴齿轮的齿根处用标记笔对称划线,转动输入轴使标记线与两副轴孔中心在一条直线上(见图3-50);在两副轴总成上沿副轴长平键方向(见图3-51,箭头及圆圈所指缺口处)划线,然后把副轴轴承砸到位,注意轴承上的止动槽在外,以便从前壳内装止动环。
图3-49 图3-50图3-51 图3-52③把主轴滑套套在主轴总成前端(注意主轴滑套内花键缺口位置对准主轴上的六角键处),然后一同放入输入轴的导套孔中(见图3-52),再把两副轴总成推进副轴孔内,左右副轴总成不能放错位置(右副轴总成尾端有用于和取力器花键轴配合的花键槽,如图3-51内箭头所示),副轴上的标记线与一轴齿轮上的标记线一定要对齐(见图3-53)。
注意:齿轮的对齿绝对不能对错,整个主箱的齿轮无法正确啮合。
图3-53 图3-54④依次把拨叉轴总成上的拨叉插入主轴滑套上的槽中,拨叉轴插进前壳上的拨叉轴的孔中,注意拨叉轴总成的相对位置不能弄错(见图3-54)。
然后依次把副轴总成,主轴总成、拨叉轴总成、输入轴总成用铜棒装配到位;然后把箱内管1插入前壳上的油管孔中(见图3-55)。
图3-55 图3-56⑤将中壳上与前壳连接的连接螺纹孔内涂乐泰242螺纹紧固胶,装入25只双头螺柱并用风板机打紧,用铜锤将两个定位销砸入。
吊装起装好前壳纸垫的中壳总成,与前壳大体对齐(见图3-56),从左惰轮轴孔内插入一十字螺丝刀,以便在中壳下落过程中把主箱内的箱内管1导入到左惰轮轴的孔中(见图3-57)。
拨动惰轮和主轴倒挡齿轮,依次把拨叉轴插入中壳上的拨叉轴孔中,同时把中壳上的定位销和双头螺柱插入到前壳上的对应孔中。
然后,用铜棒敲击图3-57所示位置,把中壳装配到位。
⑥把两副轴轴承装配到两副轴上并装到位(见图3-58),注意轴承挡圈的大倒角侧朝下。
然后用卡簧钳装上两副轴卡簧(见图3-59),再将经过测量选好的主轴调整垫片装到主轴上。
图3-57 图3-58图3-59 图3-60⑦依次装上锁板垫板、弹簧、主副箱互锁板、压板垫块、锁板压板(大)、锁板压板(小)(见图3-60、2-61、2-62、2-63)。
注意不要让任何东西掉进中壳内。
注意:HW18710、HW14710的主副箱互锁板、锁板垫板、锁板压板(大)与HW18709、HW20716是不同的。
图3-61 图3-62⑧在主副箱互锁装置5个螺栓头部涂乐泰271螺纹紧固胶后拧紧,拧紧力矩41~51Nm (见图3-64);拨动互锁板,互锁板回位灵活,若回位不灵活需调整互锁板与垫块间的间隙(见图3-65)。
在中壳端面涂润滑脂,把副箱纸垫贴到中壳上,注意定位销、螺纹孔与纸垫上的孔对齐。
图3-63 图3-64图3-65 图3-66⑨用铁丝插到互锁板与锁板压板间把互锁板拨到离开惰轮轴孔的位置----以使范围挡拨叉轴顺利插入(见图3-66),在范围挡气缸上充气使副箱处于高挡位置(如无法充气可先拆下范围挡气缸,用手推活塞使其贴近变速器后壳);吊装副箱总成,使范围挡拨叉轴插入左惰轮轴孔内、副箱轴承与中壳轴承止口对齐、转动输出法兰使副箱太阳轮内花键槽与主轴花键对齐,同时对齐变速器壳上的定位销孔(见图3-67)。