980MPa级汽车用高强钢冷轧厚度波动原因分析及解决方案
- 格式:pdf
- 大小:8.49 MB
- 文档页数:5

铝冷轧机厚度超差原因及改善措施的分析摘要:文章通过一次现场改善冷轧机厚度超差问题的过程总结,分析了造成冷轧机厚度超差的各种原因,介绍了确认导致厚差问题原因的分析思路,探讨了改善厚差问题的途径和措施。
关键词:铝冷轧机;厚度控制;厚差。
1铝冷轧机的厚度控制金属压延板带箔出现厚度偏差的原因很复杂,上道工序造成的厚度偏差影响,机械、液压方面的机架弹性、轧辊偏心、辊系热膨胀和磨损、轧辊轴承间隙影响,电气控制方面的模型精度、计算误差、响应时间、采样时间影响,以及生产工艺方面的压下量、变形率、加工硬化、轧制速度和张力的变化、冷却等的影响,上述各种影响因素的最后结果是使轧制过程中的轧制力发生变化,而轧制力的变化引起机座弹性变形量的变化。
机座弹性量的变化直接影响轧辊辊缝值,使轧件厚度发生变化。
在轧制过程中,如果能及时调整辊缝,使辊缝调整量能够部分或全部抵消由轧制力变化引起的机座弹性变形量,就能减小甚至完全消除轧件的厚度偏差。
轧机的自动厚度控制系统(AGC系统)就是基于上述原理进行控制,减小厚度偏差范围,减少厚度偏差的数量。
2 厚度超差的原因分析、排查本论文的背景是一次生产现场以减少铝冷轧机厚度超差废料为目标的攻关全过程,攻关的对象为头尾超厚、超薄产生的厚度超差和稳速段出现的厚度超差。
厚度超差对成品率的影响数据统计情况见附表1。
附表1:铝冷轧机厚度超差对成品率的影响统计AGC系统的稳定性、测厚仪的测量精度、位移传感器的可靠性、轧辊传动万向联轴器的稳定性、轧机传动系统张力、轧机生产时升速和降速及穿带操作方法等等,以上因素均可能影响铝冷轧机压延过程中的厚度控制。
(1)排查测厚仪的问题,确认其测量精度不会对控制系统造成影响;针对厚差情况,首先对测厚仪进行了标定,同时收集静态标定时AGC系统接收到的厚度信号。
测厚仪静态标定的结果在0.2μm以内,AGC系统接收到的厚差信号范围在-0.25-0.3%之间,以上数据证明测厚仪工作状态正常。
980MPa冷轧汽车板的开发【摘要】为做到即能使汽车轻量化又可提高撞击时车本身的安全性能,就需要使制造汽车零部件用钢板的高强度化,而且使用高强度钢板制造汽车零部件的部位正呈扩大化趋势。
最近,使用980MPa级别超高强度钢板的实例也越来越多。
众所周知,钢板的强度越高其易加工性能越低,因此,有必要根据汽车不同部位部件的使用要求分别赋予其特性。
为便于管理,对980MPa级别超高强度钢板按重视整体延伸率型、重视局部延伸率型以及兼顾两者平衡的均衡型进行了菜单化处理。
本文将对每种类型钢板的特征及其所适用的部件实例做一下介绍。
【关键词】超高强度钢板;屈服强度;延伸率;轻量化;撞击安全性能1.前言为防止地球温暖化,日本政府制定了燃烧汽油车辆的耗油量指标(即每公升燃料行驶的公里数)。
针对1995年度每公升汽油行驶的公里数为12.6km/l的实际业绩,政府计划到2010年度将该指标在原有基础上提高20%,即使每公升汽油行驶的公里数达到15.3km/l的目标。
随着将汽车撞击安全性能规定的法制化及其标准的提高,要求构成汽车的零部件强度也要与之相适应地加以提高。
汽车轻量化和提高发生撞击时的安全性能两者是相互矛盾的,要解决这一矛盾就必须提高所使用钢板的强度。
过去,虽然汽车采用高强度钢板的部位也很多,但车体骨架部件主体部位的抗拉强度只有440~590MPa,像保险杠及车门横梁这些需要高强度钢板的部件,才使用的是980~1180MPa等级的超高强度钢板。
最近,为实现更加轻量化的目标,超高强度钢板的使用范围正在向扩大化方向发展,其中一种新的用途就是将汽车座椅骨架部件使用980MPa级别的超高强度钢板。
众所周知,由于超高强度钢板不具有成形性能,所以,汽车上的哪个零部件也不是随便拿过钢板即能立刻投入使用的。
于是,新日本制钢公司根据汽车部件的特性,开发出了具有良好的整体延伸性能型、可提高弯曲加工性能的局部延伸型以及兼具这些特性的均衡型钢板。
高强汽车板切边质量缺陷及其影响因素分析摘要:文中结合笔者生产实践经验,总结了高强汽车板生产过程中常见的切边缺陷,分析了缺陷产生的原因,分析了剪刃间隙、重刀量、带钢张力等因素对切边质量的影响,并提出了相应的应对方法。
关键词:高强汽车板;切边剪;缺陷;质量在高强汽车板生产过程中,由于生产工艺复杂、生产流程长、产线设备复杂,因此对生产质量管理水平也有更高的要求。
在生产实践中,一旦出现产品表面缺陷,往往需要大量工作人员进行深入分析,找到问题根源并解决问题。
本文结合笔者长期的实践经验,就各种常见的切边质量缺陷进行了分析,具体如下。
1 切边质量判断标准切边剪断面通常由剪断区和撕裂区组成,剪断区和撕裂区的比例对于不同钢种、不同厚度的带钢有所不同,通常材质越软,切入深度越深,剪断区与撕裂区的比例越高;材质越硬,两者的比例则越小。
带钢厚度越薄,剪断区与撕裂区的比例会增加。
如果切边良好,则撕裂区断面与剪断区断面几近平齐,2个区之间的分界线平直分明,如果切边不好,过渡线轨迹表现为“蛇形”。
另外,如果剪断区和撕裂区分配不好,则轧制后易出现毛刺、锯齿。
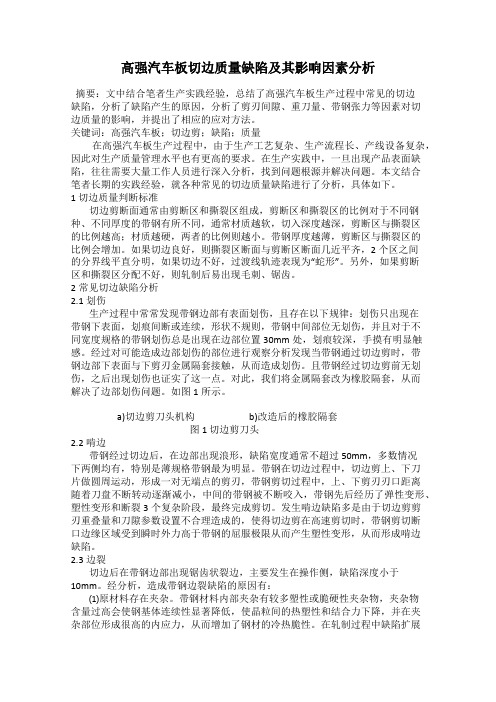
2常见切边缺陷分析2.1划伤生产过程中常常发现带钢边部有表面划伤,且存在以下规律:划伤只出现在带钢下表面,划痕间断或连续,形状不规则,带钢中间部位无划伤,并且对于不同宽度规格的带钢划伤总是出现在边部位置30mm处,划痕较深,手摸有明显触感。
经过对可能造成边部划伤的部位进行观察分析发现当带钢通过切边剪时,带钢边部下表面与下剪刃金属隔套接触,从而造成划伤。
且带钢经过切边剪前无划伤,之后出现划伤也证实了这一点。
对此,我们将金属隔套改为橡胶隔套,从而解决了边部划伤问题。
如图1所示。
a)切边剪刀头机构 b)改造后的橡胶隔套图1 切边剪刀头2.2啃边带钢经过切边后,在边部出现浪形,缺陷宽度通常不超过50mm,多数情况下两侧均有,特别是薄规格带钢最为明显。
带钢在切边过程中,切边剪上、下刀片做圆周运动,形成一对无端点的剪刃,带钢剪切过程中,上、下剪刃刃口距离随着刀盘不断转动逐渐减小,中间的带钢被不断咬入,带钢先后经历了弹性变形、塑性变形和断裂3个复杂阶段,最终完成剪切。

冷轧备料厚度高频波动研究及改进【摘要】针对供冷备料存在的厚度高频波动情况,根据邯钢的生产实践,对工艺技术、模型参数进行优化改进,提高带钢头部厚度命中率;协调一级自动厚度控制agc与精轧支承辊偏心补偿功能的搭配,提高带钢全长的厚度精度。
供冷轧原料(sphc)通板的厚度命中率提高了13%,热轧产品的整体质量得到提高。
【关键词】供冷备料工艺技术;模型参数;agc 厚度精度;rec 0 前言带钢的产品质量主要用外形尺寸、平直度、凸度、、组织性能表面质量等指标衡量。
受全球金融危机影响,钢铁市场的形势日益严峻,需要进一步加强质量管理工作,提高品种创效能力。
邯钢2250mm 是邯钢优化品种结构、增加经济效益、提升核心竞争力的关键一环。
所以,生产的产品质量稳定与否关系着下一步的品种开发能否进行。
1 问题的发现和提出邯钢2250mm生产的sphc牌号主要供冷轧厂进行深加工使用,从使用情况反馈来看,热轧sphc牌号存在的质量问题有厚度波动、表面氧化铁皮等,以厚度波动占主要。
造成冷轧工序成本增加,甚至影响最终产品质量。
邯钢2250mm供冷轧的备料钢种主要是sphc牌号,化学成分如表1:生产的常见规格:厚度:2.0mm≤h≤5.2mm,宽度:1050mmzlpb——头部的宽度学习值。
从轧制力公式我们可以看出:头部的学习值对轧制力大小影响较大,相邻板坯的温度(包括同加热炉板坯、不同加热炉板坯)会对之后的带钢厚度产生影响,所以模型中轧制力学习系数过小,造成轧制力设定存在较大偏差,头部厚度无法命中。
在调试期间,板坯在炉时间长,板坯温度均匀,进精轧温度偏高,可以保证头部的温度稳定,头部厚度命中较好随着生产品种增加和轧制节奏的加快,板坯的加热质量有所下降,影响了带钢头部的厚度命中。
解决方法:在原来的基础上放开了f5、f6、f7的轧制力学习系数上限,改小了轧制力自适应平滑系数,防止学习振荡。
同时,模型技术人员监控轧制力设定情况,及时调整,目的是让模型计算的轧制力更贴近实际现场的轧制力,从而保证了模型精度和头部厚度命中率。

薄规格高强工程机械用钢焊接强度波动原因葛宇发布时间:2022-11-02T08:11:53.851Z 来源:《新潮·建筑与设计》2022年6期作者:葛宇[导读] 随着“中国制造2025”和“一带一路”战略的实施,将进一步促进我国装备制造业的升级转型和技术革新。
低合金高强钢以其低成本、高强度、高韧性、易焊接易加工、可有效减轻设备自重等优点在工程机械、高层建筑、油气运输、海洋设施和压力容器制造等行业得到广泛的应用,其焊接性主要考察两方面,即裂纹敏感性和焊接热影响区的力学性能。
本文主要分析薄规格高强工程机械用钢焊接强度波动原因。
唐山中润煤化工有限公司河北省唐山市 063600摘要:随着“中国制造2025”和“一带一路”战略的实施,将进一步促进我国装备制造业的升级转型和技术革新。
低合金高强钢以其低成本、高强度、高韧性、易焊接易加工、可有效减轻设备自重等优点在工程机械、高层建筑、油气运输、海洋设施和压力容器制造等行业得到广泛的应用,其焊接性主要考察两方面,即裂纹敏感性和焊接热影响区的力学性能。
本文主要分析薄规格高强工程机械用钢焊接强度波动原因。
关键词:高强钢;焊接热输入量;焊接热影响区;晶粒度引言随着机械工程朝着轻量化、大型化的施工方向发展,机械设备的性能要求越来越大。
为满足机械工业的发展需要,各国大型钢铁厂还推动了高强度系列钢产品的开发,其中,起重机、起重机和混凝土泵等臂体中厚度小于10毫米的700Mpa强化钢得到广泛应用,从而降低了钢板的施工厚度,减轻了自重。
对于这种类型的钢加工,焊接工艺是加工的重要组成部分,以确保最终用途。
高规格钢的焊接工艺设置不当,可能会导致钢天花板的焊接接头变软、易碎,从而影响焊接结构件的寿命。
因此,研究焊接工艺对高规格钢连接性能的影响很重要。
1、机械焊接概述在进行机械焊接时,往往需要用高温或者高压的方法来进行连接,但随着科技的发展,焊接还可以使用热塑材料来进行,充分提高机械设备在工作运行中的性能。
第16卷总第64期特钢技术V 01.16(64)!Q !Q 生箜!塑!壁垒堂皇呈呈!!望呈!呈些竺墼!!!坌:墅竺:!.k啊§冶金设备与技术改造;‘q ’轧辊偏心对冷轧带钢厚度波动的影响分析及补偿谢振亚(太钢不锈钢股份有限公司技术中心030003太原)摘要:对轧辊偏心的原因及其对带钢厚度波动的影响进行了分析,在冷轧带钢轧制过程中,很多环节都会引起带钢厚度的波动。
轧辊偏心是影响高精度带钢厚度波动的重要因素,并介绍了相关的轧辊偏心补偿控制的方法。
关键词:轧辊偏心厚度波动偏心补偿中图分类号:代333.7+2文献标识码:B文章编号:1674一09r71(20l O )03—052一03A nal ys i sonI nnuence of I 沁l l er E c ce nt r i c i t yonT l l i cknes sV ar i at i on of C ol d R oU ed St eel St r i p and I t s C om peI 坞at i onX i eZ he nva(1khI I i calcen t er 。
T ai garI gSt ai l l le 酷s 慨1C oL 上d 。
%yl l 蛐030003)A b 醴r act :J11li 8aI t i ck 蛳al y 墨ed t hc ca u ∞0f muer e cc e n t r ic i ty a nd i nnu eI 垃e of m U eocen 矗c i t y 彻t I I i ckne 晒va r i at i on 0f ∞聪m u ed s l ee l s 扛i p .I n l l l e 弘D ∞酶0f ∞埘sl eels 翻p 础ng-tl 地l l lj ck 膦s 岫Ⅱon of ∞l dm Ⅱed st 。
el 8扫i p w 船i I l ducedby m 锄y 纽t o 璐-锄d m I l er eccen 菌ci 哆i s 肌i m p 咖t f kt orw IIi c h i I lnuencest l I i c kne 踮v 鲥m i on 0f l IigIl pr ∞i si ondte 七l 妊p .The 酬m etIl —ods forcom peI 瑚t i on 南I r m ner ∞∞nt r i c 时a 阳a 量s0雌se nt e di n t 王l is 8ni cl e .K e yw ords :R oue r ecc ent r i c 畸I .I K ckne 翳Var i a t i ∞-E cce nt r i c 畸∞m pe r 嘲d 伽随着现代工业技术和生产工序自动化的迅速发展,各行各业对冷轧带钢的需求越来越大,质量要求也越来越高。
冷轧板是一种常用的金属材料,广泛应用于汽车制造、钢铁建筑、家电制造等领域。
然而,在使用过程中,冷轧板的板形常常出现一些问题,影响了产品的质量和使用效果。
本文将就冷轧板板形常见问题的成因及解决方法进行探讨,希望能为相关行业提供一些参考和帮助。
一、冷轧板板形问题的成因1. 材料本身问题冷轧板的材料本身可能存在一些隐患,比如内部应力不均匀、金相组织不理想等,这些问题都会导致板材在加工过程中产生变形。
2. 加工工艺问题冷轧板的加工工艺包括轧制、退火、酸洗等环节,每个环节都可能对板形产生影响。
比如轧制压力不均匀、温度控制不到位、退火工艺不当等都会导致板形问题的出现。
3. 设备问题冷轧板生产线上的轧机、退火炉、酸洗槽等设备的性能和状态对板形也有直接影响。
设备老化、故障、使用不当都可能导致板形问题的出现。
二、冷轧板板形问题的解决方法1. 控制原材料质量生产企业应该加强对原材料的质量控制,确保材料内部应力、金相组织等符合要求,从源头上杜绝板形问题的发生。
2. 优化工艺流程在生产过程中,要严格控制每个环节的工艺参数,确保轧制压力、温度、速度等参数稳定和合理,做到轧出优质的冷轧板。
3. 维护设备状态企业要定期对生产设备进行维护和保养,确保设备状态良好,运行稳定。
对于老化的设备,要及时更新换代,以确保生产质量和效率。
4. 加强质量管理企业要建立健全的质量管理体系,对生产过程进行全程监控和记录,及时发现和解决潜在问题,避免板形问题的发生。
三、结语冷轧板板形问题虽然常见,但通过加强质量管理、优化工艺流程和维护设备状态等措施是可以有效预防和解决的。
生产企业要重视板形问题,从源头上进行控制,提高产品质量和竞争力。
希望本文所述的内容能对相关行业有所帮助,也欢迎大家提出宝贵意见和建议。
冷轧板是一种常见的金属材料,由于其在汽车制造、钢铁建筑、家电制造等领域的广泛应用,冷轧板的质量问题一直备受关注。
其中,板形问题是影响产品质量和使用效果的关键因素之一。