2.2--典型胶接工艺解析
- 格式:ppt
- 大小:866.50 KB
- 文档页数:38





第五节胶接一、胶接的特点与应用胶接,也称粘接:利用化学反应或物理凝固等作用,使一层非金属的胶体材料具有一定的内聚力,并对与其界面接触的材料产生粘附力,从而由这些胶体材料将两个物体紧密连接在一起的工艺方法。
胶接的主要特点是:(1)能连接材质、形状、厚度、大小等相同或不同的材料,特别适用于连接异型、异质、薄壁、复杂、微小、硬脆或热敏制件。
(2)接头应力分布均匀,避免了因焊接热影响区相变、焊接残余应力和变形等对接头的不良影响。
(3)可以获得刚度好、重量轻的结构,且表面光滑,外表美观。
(4)具有连接、密封、绝缘、防腐、防潮、减振、隔热、衰减消声等多重功能,连接不同金属时,不产生电化学腐蚀。
(5)工艺性好,成本低,节约能源。
胶接的局限性:胶接接头的强度不够高,大多数胶粘剂耐热性不高,易老化,且对胶接接头的质量尚无可靠的检测方法。
应用:胶接是航空航天工业中非常重要的连接方法,主要用于铝合金钣金及蜂窝结构的连接,除此以外,在机械制造、汽车制造、建筑装潢、电子工业、轻纺、新材料、医疗、日常生活中,胶接正在扮演越来越重要的角色。
二、胶粘剂胶粘剂根据其来源不同,有天然胶粘剂和合成胶粘剂两大类。
其中天然胶粘剂组成较简单,多为单一组分;合成胶粘剂则较为复杂,是由多种组分配制而成的。
目前应用较多的是合成胶粘剂,其主要组分有:粘料,是起胶合作用的主要组分,主要是一些高分子化合物、有机化合物、或无机化合物;固化剂,其作用是参与化学反应使胶粘剂固化;增塑剂,用以降低胶粘剂的脆性;填料,用以改善胶粘剂的使用性能(如强度、耐热性、耐腐蚀性、导电性等),一般不与其它组分起化学反应。
胶粘剂的分类方式还有以下几种:按胶粘剂成分性质分,见表3-13;按固化过程中的物理化学变化分为反应型、溶剂型、热熔型、压敏型等胶粘剂;按胶粘剂的基本用途分为结构胶粘剂、非结构胶粘剂和特种胶粘剂三大类。
结构胶粘剂强度高、耐久性好,可用于承受较大应力的场合;非结构胶粘剂用于非受力或次要受力部位;特种胶粘剂主要是满足特殊需要,如耐高温、超低温、导热、导电、导磁、水中胶接等。

史上最全连接工艺大解析目前较为经济的组装方式包含两种技巧:1、通过设计减少构件数量并简化组装;2、选择最适合该材料的连接工艺,以及最好的几何连接形态。
下面将具体介绍各常用的连接工艺:粘接、机械固定、焊接一、粘接粘接是借助胶粘剂在固体表面上所产生的粘合力,将同种或不同种材料牢固地连接在一起的方法。
胶黏剂的分类方法:按应用方法分:热固型、热熔型、室温固化型、压敏型等;按应用对象分:结构型、非构型或特种胶;按形态分:水溶型、水乳型、溶剂型以及各种固态型等。
粘接工艺流程:胶黏剂的配制→被粘物的表面处理→涂胶→晾置,使溶剂等低分子物挥发凝胶→叠合加压→清除残留在制品表面的胶黏剂。
常见胶粘剂和应用:丙烯酸胶粘剂▼来源:asmdimatec典型应用:太空舱、电脑零件典型应用:造船工业,自动系统厌氧胶粘剂▼典型应用:机械紧固件的丝扣,齿轮和轴承固定不同材料连接适用的胶黏剂汇总▼二、机械固定1、铆接和钉接铆接是使用铆钉连接两件或两件以上的工件。
比如球鞋穿鞋带的孔,就是空心铆钉铆成的。
铆接和钉接的一般特征:连接尺寸:无限制最大厚度(mm):0.01-10连接构件厚度有差异:有限制不同材料可连接:是分类:1.活动铆接。
结合件可以相互转动。
不是刚性连接。
2.固定铆接。
结合件不能相互活动。
这是刚性连接。
3.密封铆接。
铆缝严密,不漏气体、液体。
这是刚性连接。
成本:铆接和钉接的材料在批量很小时也很便宜,快捷和经济,设备、工具和劳动力的花费都很低,工艺可以自动化。
典型产品:钉接有:纸张,皮革,衣服,纤维板。
铆接则扩展到了飞机、汽车、航海器具上,并有广泛的潜力。
2、螺纹固定螺纹连接是一种广泛使用的可拆卸的固定连接,具有结构简单、连接可靠、装拆方便等优点。
一般特征:连接尺寸:无限制最大厚度(mm):无限制连接构件厚度有差异:是不同材料可连接:是成本:螺纹固定很便宜,整个插入过程都是手工操作,缺点是难以像其他永久性连接方式那样进行自动化生产(如焊接、铆接、粘接)。

ab胶技术参数的详细解析标题:AB胶技术参数的详细解析:深入探讨关键参数及其影响因素摘要:本文将深入探讨AB胶技术参数的相关概念和关键参数,并分析这些参数在实际应用中的影响因素。
通过对AB胶技术参数的详细解析,读者将对该技术有更全面、深刻和灵活的理解。
导言:AB胶技术被广泛应用于接合和密封等工艺中,具有优异的粘附性和化学稳定性。
在实际应用中,准确了解和控制AB胶技术参数对于保证工艺质量至关重要。
本文将对AB胶技术参数的不同方面进行评估和探讨,以提供有价值的、高质量的内容。
1. AB胶技术参数概述1.1 AB胶的定义和应用领域1.2 AB胶技术参数的重要性和作用2. AB胶技术参数的深度解析2.1 黏度2.1.1 黏度的概念和测量方法2.1.2 黏度对胶水流动性和施工性能的影响2.2 固化速度2.2.1 固化速度的定义和测试方法2.2.2 固化速度对生产效率和胶接强度的影响2.3 顶出量2.3.1 顶出量的概念和测量方法2.3.2 顶出量对施工流程和密封效果的影响2.4 混合比例2.4.1 混合比例的定义和控制方法2.4.2 混合比例对胶接质量和固化速度的影响2.5 输送压力2.5.1 输送压力的意义和调节方式2.5.2 输送压力对顶出量和压力控制的影响3. AB胶技术参数的影响因素分析3.1 胶水成分和配方3.2 环境条件3.3 设备性能和调节3.4 操作人员技能和经验结论:通过对AB胶技术参数的详细解析,我们深入探讨了黏度、固化速度、顶出量、混合比例和输送压力等关键参数,并分析了这些参数在实际应用中的影响因素。
准确了解和掌握这些参数,对于优化AB胶工艺、提高产品质量和提升生产效率具有重要意义。
期望本文能够帮助读者对AB胶技术参数有更全面、深刻和灵活的理解。
作者观点和理解:作为一种关键的工艺控制参数,AB胶技术参数直接关系到工艺质量和产品性能。
在我的观点和理解中,准确控制AB胶技术参数需要综合考虑胶水特性、工艺要求和设备条件等因素,通过科学的实验和实践来指导和优化参数设置。
胶条热熔接-概述说明以及解释1.引言1.1 概述在胶条热熔接技术中,通过加热胶条使其融化,然后将两个材料粘接在一起,通过胶水的凝固来实现连接。
这种技术在工业生产中有着广泛的应用,可以用于粘接各种材料,如金属、塑料、纸张等。
胶条热熔接具有简单、高效、环保等优点,因此受到了越来越多企业和生产厂家的青睐。
本文将围绕胶条热熔接的原理、应用以及优缺点展开讨论,旨在探讨这一技术在工业生产中的重要性和未来发展前景。
1.2 文章结构文章结构部分的内容可以包括以下内容:文章结构部分本文主要分为引言、正文和结论三个部分。
引言部分主要概述了胶条热熔接技术的背景和意义,介绍了文章的整体结构以及目的。
正文部分主要详细介绍了胶条热熔接的原理、应用和优缺点,对该技术进行了深入分析和讨论。
结论部分对整篇文章进行了总结,强调了胶条热熔接在工业生产中的重要性,展望了未来该技术的发展方向,并给出了文章的结论。
通过以上部分的分析和讨论,可以全面了解胶条热熔接技术的相关知识,并对其在实际应用中的价值有一个清晰的认识。
1.3 目的:本文旨在探讨胶条热熔接这一技术在工业生产中的重要性和应用价值。
通过深入分析胶条热熔接的原理、应用以及其优缺点,旨在帮助读者更全面地了解这项技术的特点和优势,进而推动其在工业生产中更广泛的应用。
同时,通过对胶条热熔接未来发展的展望,为相关领域的研究者和从业者提供参考,并促进技术的创新和进步。
最终目的是通过本文的介绍和分析,强调胶条热熔接在工业生产中的重要性,促进其在实践中的应用和推广。
2.正文2.1 胶条热熔接的原理胶条热熔接是一种利用热熔胶条作为粘合剂进行接合的技术。
其原理是在胶条热熔接设备中,通过加热系统将胶条加热至熔化状态,使其变成流动状,然后将熔化的胶条均匀涂布在需要粘接的两个物体表面上。
随后,将两个物体按照设计要求对接在一起,待胶条冷却固化后,形成牢固的连接。
胶条热熔接的原理主要包括以下几个方面:1. 热熔胶条的熔化在胶条热熔接设备中,通过加热系统对胶条进行加热,将其熔化至适宜的粘接温度。
第五节胶接一、胶接的特点与应用胶接,也称粘接:利用化学反应或物理凝固等作用,使一层非金属的胶体材料具有一定的内聚力,并对与其界面接触的材料产生粘附力,从而由这些胶体材料将两个物体紧密连接在一起的工艺方法。
胶接的主要特点是:(1)能连接材质、形状、厚度、大小等相同或不同的材料,特别适用于连接异型、异质、薄壁、复杂、微小、硬脆或热敏制件。
(2)接头应力分布均匀,避免了因焊接热影响区相变、焊接残余应力和变形等对接头的不良影响。
(3)可以获得刚度好、重量轻的结构,且表面光滑,外表美观。
(4)具有连接、密封、绝缘、防腐、防潮、减振、隔热、衰减消声等多重功能,连接不同金属时,不产生电化学腐蚀。
(5)工艺性好,成本低,节约能源。
胶接的局限性:胶接接头的强度不够高,大多数胶粘剂耐热性不高,易老化,且对胶接接头的质量尚无可靠的检测方法。
应用:胶接是航空航天工业中非常重要的连接方法,主要用于铝合金钣金及蜂窝结构的连接,除此以外,在机械制造、汽车制造、建筑装潢、电子工业、轻纺、新材料、医疗、日常生活中,胶接正在扮演越来越重要的角色。
二、胶粘剂胶粘剂根据其来源不同,有天然胶粘剂和合成胶粘剂两大类。
其中天然胶粘剂组成较简单,多为单一组分;合成胶粘剂则较为复杂,是由多种组分配制而成的。
目前应用较多的是合成胶粘剂,其主要组分有:粘料,是起胶合作用的主要组分,主要是一些高分子化合物、有机化合物、或无机化合物;固化剂,其作用是参与化学反应使胶粘剂固化;增塑剂,用以降低胶粘剂的脆性;填料,用以改善胶粘剂的使用性能(如强度、耐热性、耐腐蚀性、导电性等),一般不与其它组分起化学反应。
胶粘剂的分类方式还有以下几种:按胶粘剂成分性质分,见表3-13;按固化过程中的物理化学变化分为反应型、溶剂型、热熔型、压敏型等胶粘剂;按胶粘剂的基本用途分为结构胶粘剂、非结构胶粘剂和特种胶粘剂三大类。
结构胶粘剂强度高、耐久性好,可用于承受较大应力的场合;非结构胶粘剂用于非受力或次要受力部位;特种胶粘剂主要是满足特殊需要,如耐高温、超低温、导热、导电、导磁、水中胶接等。
胶接技术及原理Charles Fu Cherse_ 2012.02 ??胶接定义及发展史??胶粘原理及影响因素??胶粘剂一般术语??胶粘剂分类??合成胶粘剂特性、固化机理及应用??胶带力学性能测试方法??胶粘原理及影响因素??胶粘剂一般术语??胶粘剂分类??合成胶粘剂特性、固化机理及应用??胶带力学性能测试方法胶接与机械固定相比的五大优点接头有韧性吸收能量避免接头处的应力集中分散应力抗冲性能好既粘接又密封工效提高施工方便粘接不同材料避免材料间的电化学反应吸收热胀冷缩产生的应力粘接薄型材料降低成本维持材料的整体性无孔、洞等外观漂亮无焊接变形无突出物无疤痕胶接与机械固定相比的五大优点定义胶粘剂又称粘合剂简称胶bonding agentashesive是使物体与另一物体紧密连接为一体的非金属媒介材料。
在两个被粘物面之间胶粘剂只占很薄一层体积但使用胶粘剂完成胶接施工之后所得胶接件在机械性能和物理化学性能方面能满足实际需要的各项要求。
胶粘剂定义粘接技术是借助胶粘剂在固体表面上所产生的粘合力将同种或不同种材料牢固地连接在一起的方法。
粘接剂?? 20世纪初至30年代为诞生阶段1907年L. H. Baeke land 首次发明酚醛树脂1912年美国研制成功酚醛胶粘剂?? 20世纪30年代至60年代末为发展阶段1937年 A. G. Bayer 公司开发出聚氨酯1943年有机硅胶粘结剂投入生产1946年Ciba Geigy 公司试制成功双酚A 环氧树脂1953年乐泰公司年制成厌氧胶1955年Eastaman 公司开发出α-氰基丙烯酸瞬干胶?? 20世纪70年代至90年代末为完善阶段胶粘剂的研制趋于功能化、高性能化、专用品级化和规模化发展胶粘剂近现代史历史考古学证据显示粘合剂的应用历史已经超过6000多年我们可以看到在博物馆里展出的许多物体在经过3000多年后依然固定在一起。
进入20世纪人类发明了应用高分子化学和石油化学制造的“合成粘结剂”其种类繁多粘结力强。
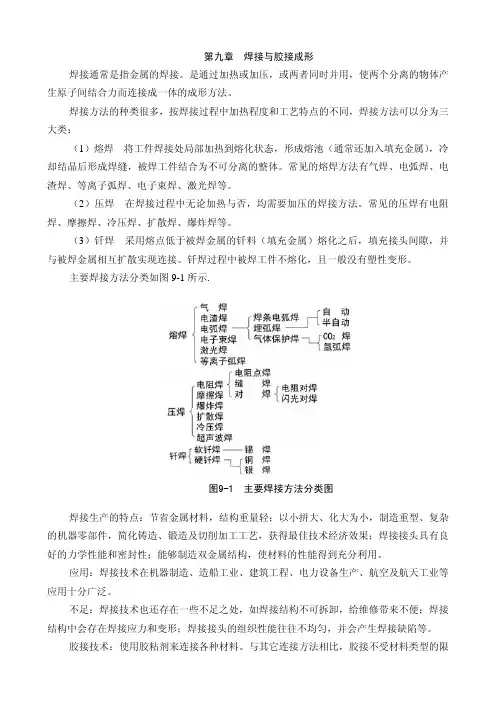
摘要胶结是继机械连接(铆接、螺接等)和焊接之后又一重要的连接技术。
随着现代飞机高性能发展的需要和新技术新材料的应用,胶结结构已成为飞机机体的重要结构形式。
飞机结构胶结是指能传递较大的静、动载荷,并在使用环境中长期可靠地工作的结构件的胶结技术。
飞机上比较典型的胶结结构形式有钣金胶结结构、夹层结构和复合连接三大类。
本文主要讲述了飞机结构在胶结修理方面的方法也步骤。
关键字:飞机结构胶结粘接机理胶粘剂被粘件的准备工作胶结工艺过程质量检验目录毕业设计(论文)任务书.................. 错误!未定义书签。
摘要 (I)第1章飞机结构 (1)第2章胶结基础知识 (2)2.1 粘附力和粘接机理 (2)2.1.1 吸附理论 (3)2.1.2 静电理论 (3)2.2 湿润和胶结的关系 (3)2.3 内聚力和胶粘剂的固化 (4)第3章影响胶结强度的主要因素 (5)3.1 胶粘剂 (5)3.2 胶接接头形式 (6)3.2.1 搭接接头 (6)3.2.2 剥离 (8)3.2.3 不均匀扯离 (9)3.3 被粘物的表面粗糙度和表面形态 (10)第4章胶接工艺过程 (12)4.1 预装配 (12)4.2 被胶材料的表面处理 (12)4.3 胶粘剂的准备 (13)4.4 涂胶和烘干 (13)4.5 装配和固化 (13)4.6 清理 (14)第5章胶接质量检验 (15)5.1 质量检验的方面 (15)5.2 质量检验的方法 (15)参考文献 (16)致谢 (17)第1章飞机结构飞机机体主要包括机身、机翼和尾翼,他们各有其独特的功用。
但其主要作用在于给飞机提供升力;装载有效载荷、燃油及机载设备;将其他系统和装置连成一个整体,构成适于稳定及操纵飞行的气动外形。
在飞行和着陆过程中,机身主要承受由机翼、尾翼、起落架等部件的固定接头传来的集中载荷,同时还要承受机身上各部件和本身结构的质量力以及局部空气动力。
在这些载荷作用下,机身也和机翼一样承受剪力、弯矩和扭矩。